Perbedaan antara Pemotongan Ortogonal dan Miring
Hari ini kita akan membahas tentang perbedaan antara pemotongan ortogonal dan miring. Apa itu Pemotongan Ortogonal? Apa itu Pemotongan Miring? Pemotongan logam atau yang biasa dikenal dengan permesinan merupakan fenomena yang paling umum digunakan dalam industri manufaktur. Setiap produk, besar atau kecil, mengalami proses pemesinan untuk mendapatkan produk akhir. Jadi pengetahuan tentang jenis dasar pemotongan logam adalah yang paling penting. Jika kita berbicara tentang pemotongan logam, ada dua istilah yang muncul di benak kita, ortogonal dan miring. Keduanya adalah mekanisme pemotongan logam yang murni bergantung pada sudut umpan dan arah pemotongan pahat.
Pemotongan ortogonal adalah jenis pemotongan logam di mana ujung tombak pahat berbentuk baji tegak lurus dengan arah gerak pahat. Dalam pemotongan ini ujung tombak lebih lebar dari lebar potong. Pemotongan ini disebut juga pemotongan 2D karena gaya yang timbul selama pemotongan dapat diplot pada bidang datar atau dapat direpresentasikan dengan koordinat 2D.
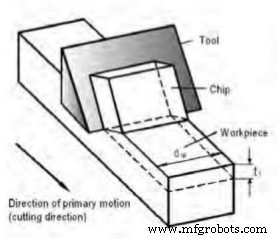 |
| Pemotongan Ortogonal |
Pemotongan miring adalah jenis pemotongan lain di mana ujung tombak pahat berbentuk baji membuat sudut kecuali siku-siku terhadap arah gerak pahat. Ini akan mempengaruhi kondisi pemotongan. Ini juga dikenal sebagai pemotongan 3D karena gaya pemotongan yang berkembang selama pemotongan tidak dapat diwakili oleh koordinat 2D atau menggunakan koordinat 3D untuk mewakili.
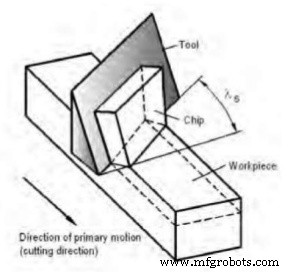 |
| Pemotongan Miring |
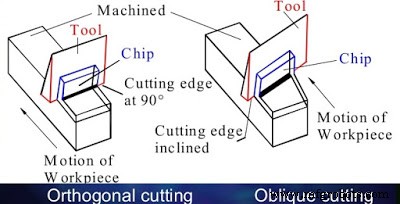
Perbedaan mendasar dan utama antara pemotongan ortogonal dan pemotongan miring adalah bahwa pada pemotongan ortogonal, ujung tombak pahat tegak lurus dengan arah gerak tetapi pada pemotongan miring ujung tombak membuat sudut dengan arah gerak. Ada banyak perbedaan lain yang dijelaskan di bawah ini.
Perbedaan antara pemotongan Ortogonal dan pemotongan Miring:
| No. S. | Pemotongan Ortogonal | Pemotongan Miring |
| 1. | Sudut pemotongan pahat membuat sudut yang tepat terhadap arah gerakan. | Sudut pemotongan alat lawan tidak membentuk sudut yang tepat terhadap arah gerakan. |
| 2 | Chip mengalir dalam arah normal ke ujung tombak. | Chip membuat sudut dengan normal ke ujung tombak. |
| 3. | Dalam pemotongan ortogonal hanya dua komponen gaya yang dianggap sebagai gaya potong dan gaya dorong yang dapat diwakili oleh sistem koordinat 2D. | Dalam pemotongan miring tiga komponen gaya dipertimbangkan, gaya potong, gaya dorong dan gaya radial yang tidak dapat diwakili oleh koordinat 2D. Ini menggunakan koordinat 3D untuk mewakili gaya yang bekerja selama pemotongan, sehingga dikenal sebagai pemotongan 3D. |
| 4. | Alat ini memiliki umur potong yang lebih pendek dibandingkan dengan pemotongan miring. | Alat ini memiliki masa pakai pemotongan yang lebih tinggi. |
| 5. | Gaya geser yang bekerja per satuan luas tinggi yang meningkatkan panas yang dikembangkan per satuan luas. | Gaya geser per satuan luas rendah, yang mengurangi pengembangan panas per satuan luas sehingga meningkatkan umur pahat. |
| 6. | Chip mengalir di atas alat. | Chip mengalir ke samping. |
Hari ini kita telah belajar tentang pemotongan ortogonal dan pemotongan miring. Jika Anda memiliki pertanyaan tentang artikel ini, tanyakan dengan berkomentar. Jika Anda menyukai artikel ini, jangan lupa untuk membagikannya di jejaring sosial. Berlangganan situs web kami untuk artikel yang lebih informatif. Terima kasih telah membacanya.


