Proses Bending Lembaran Logam yang Berbeda
Proses lembaran logam adalah proses serbaguna yang digunakan dalam pembentukan logam industri. Karena berbagai keunggulannya, lembaran logam banyak digunakan dalam industri manufaktur. Semua bodi mobil, pintu logam, bilah kipas, meja logam, dll. adalah produk lembaran logam. Ada berbagai proses untuk mengubah lembaran menjadi produk yang dibutuhkan. Proses ini dapat diklasifikasikan menjadi tiga cara.
1. Proses Pemotongan Lembaran Logam2. Proses Bending Lembaran Logam3. Menggambar Dalam
Dalam artikel terakhir saya, kita telah mempelajari berbagai
proses pemotongan lembaran logam . Pada artikel ini kami terutama berfokus pada proses pembengkokan lembaran logam.
Mari kita mulai diskusi.
Pembengkokan Lembaran Logam:
Bending adalah operasi pembentukan lembaran logam yang paling umum. Banyak produk seperti komponen mobil dan bodinya, peralatan rumah tangga, penjepit kertas, pintu besi, dll. dibentuk dengan proses pembengkokan. Sebelum membahas tentang proses pembengkokan dan jenis-jenisnya, ada baiknya anda mempelajari terlebih dahulu istilah-istilah dasar yang digunakan dalam pembengkokan. Ini akan membantu Anda untuk memperjelas pemahaman tentang proses dan berbagai parameternya. Ini diberikan di bawah ini.
Terminologi Pembengkokan:
 |
| Sumber Gambar |
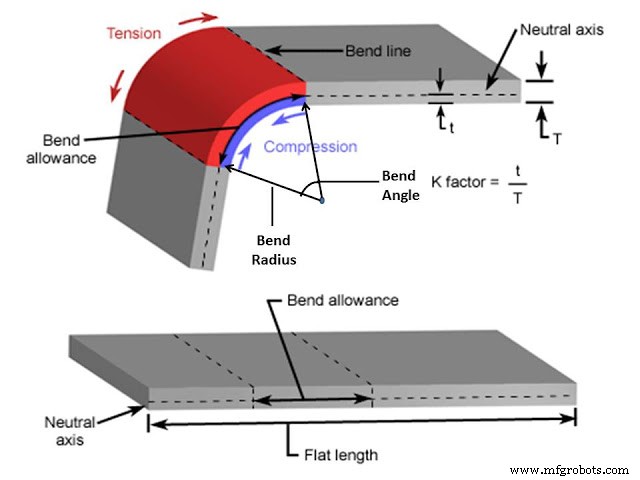
Sumbu Netral: Ini adalah sumbu imajiner yang tidak mengalami tekanan selama lentur.
Serat Luar: Serat-serat yang berada di bawah tegangan selama proses pembengkokan, dikenal sebagai serat luar. Ini berada di satu sisi sumbu netral. Hal ini ditunjukkan dengan warna merah pada gambar.
Serat Dalam: Serat-serat yang mengalami kompresi selama proses pembengkokan, dikenal sebagai serat dalam. Serat ini ditunjukkan dengan warna biru pada gambar.
Tunjangan Tikungan: Panjang sumbu netral di zona tikungan dikenal sebagai kelonggaran tikungan.
Sudut Tikungan: Bentuk sudut oleh daerah tikungan di pusat tikungan dikenal sebagai sudut tikungan.
Radius Tikungan: Jarak antara pusat tikungan dan sumbu netral dikenal sebagai radius tikungan. Dilambangkan dengan r.
Radius Tikungan Minimum: Jari-jari tikungan minimum adalah radius tikungan di mana retakan muncul di permukaan luar tikungan. Biasanya dinyatakan dalam ketebalan lembaran, seperti 2T, 3T, 4T dll. Ini berbeda untuk bahan yang berbeda.
Musim Semi: Ketika beban dihilangkan, lembaran logam menunjukkan beberapa pemulihan elastis dan cenderung mencapai posisi semula. Fenomena ini disebut springback. Ini akan meningkatkan radius tikungan akhir dan mengurangi sudut tikungan setelah spingback.
Proses Pembengkokan:
Bending adalah suatu proses di mana logam mengalami deformasi sedemikian rupa sehingga panjang dan tebal sebelum dibengkokkan dan setelah ditekuk tetap sama. Itu hanya mengubah bentuk benda kerja. Sebenarnya ini adalah kondisi ideal tetapi praktis panjang dan ketebalan berubah sampai batas tertentu di daerah tikungan. Setiap logam ketika mengalami momen atau pasangan, cenderung bengkok. Lembaran logam memiliki kemampuan lentur tinggi yang membuatnya serbaguna untuk berbagai proses pembentukan dan pembentukan.
Proses Pembengkokan Lembaran Logam yang Berbeda:
Ini adalah proses pembengkokan yang paling umum.
Tekan Brake Forming:
Proses ini menggunakan rem tekan mekanis atau hidrolik untuk menekuk lembaran. Mesin ini menggunakan cetakan panjang untuk mengubah lembaran menjadi berbagai bentuk. Ini adalah cara termudah untuk menekuk dan dapat dengan mudah diotomatisasi.
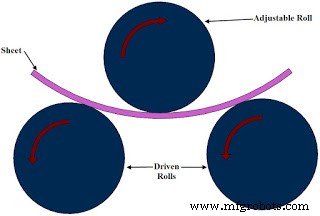
Roll Bending:
Proses ini menggunakan tiga rol yang diatur untuk menekuk lembaran dengan menyesuaikan jarak antar gulungan. Proses ini dapat dimanfaatkan untuk membentuk berbagai lengkungan.
Empat Mesin Geser Bending:
Proses ini menggunakan tiga slide bergerak dan satu slide stasioner untuk membengkokkan lembar kerja seperti yang ditunjukkan pada gambar. Ini digunakan untuk membengkokkan benda kerja kecil.
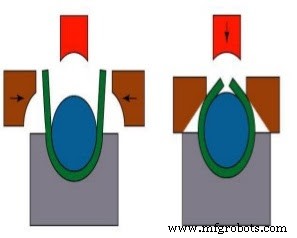
Beading:
Ini adalah proses di mana pinggiran lembaran logam ditekuk ke dalam rongga die. Ini meningkatkan momen inersia penampang dan kekakuan. Ini juga menghilangkan tepi tajam yang terbuka.
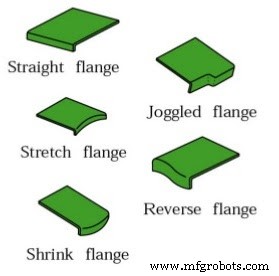
Flanging:
Ini adalah proses menekuk tepi lembaran logam tegak lurus terhadap panjangnya. Ini dapat dibagi lebih lanjut sesuai dengan bentuknya seperti flensa lurus, flensa regangan, flensa joggled, flensa menyusut dll. Seperti yang ditunjukkan pada gambar.
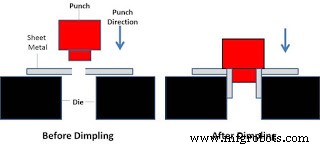
Dimpling:
Ini adalah proses di mana lubang pertama dibuat menjadi lembaran logam dan kemudian diperluas menjadi flensa menggunakan sistem punch die.
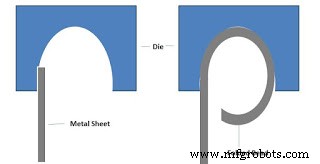
Kelim:
Ini adalah operasi di mana tepi lembaran dilipat di atas dirinya sendiri. Proses ini meningkatkan kekakuan bagian dan menghilangkan tepi yang tajam.

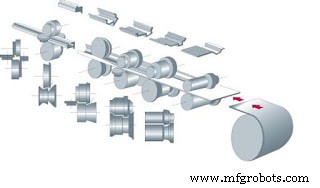
Roll Forming:
Ini adalah proses pembengkokan terus menerus yang digunakan untuk benda kerja yang panjang. Proses ini menggunakan gulungan serius dari berbagai bentuk sesuai dengan proses pembengkokan. Lembaran logam memungkinkan untuk melewati gulungan ini dan bagian tersebut dicukur dan ditumpuk terus menerus.
Ini adalah proses pembengkokan lembaran logam yang paling umum. Jika Anda memiliki pertanyaan tentang artikel ini, tanyakan dengan berkomentar. Jika Anda menyukai artikel ini, jangan lupa untuk membagikannya ke teman-teman Anda. Berlangganan situs web kami untuk artikel yang lebih informatif. Terima kasih telah membacanya.


