Apa itu Pengelasan Busur Plasma? - Bagian, dan Cara Kerja
Apa itu Pengelasan Busur Plasma?
Las busur plasma (PAW) adalah proses pengelasan busur yang sangat mirip dengan pengelasan TIG di mana busur dibuat antara elektroda tungsten runcing dan benda kerja. Namun, dengan menempatkan elektroda di dalam badan obor, busur plasma dapat dipisahkan dari selubung gas pelindung. Plasma kemudian dipaksa melalui pipa tembaga halus yang menyempitkan busur.
Pengelasan plasma adalah proses di mana busur plasma dinyalakan antara elektroda dan bahan dasar dan digunakan untuk pengelasan. Ini diklasifikasikan sebagai jenis elektroda yang tidak dapat dikonsumsi dan, seperti pengelasan TIG, menggunakan batang tungsten sebagai elektroda. Perbedaannya adalah ia menggunakan nosel untuk menutupi elektroda dan gas plasma untuk mencegah penyebaran busur.
Konsentrasi panas tinggi yang dihasilkan memungkinkan pengelasan berkecepatan tinggi dengan manik yang sempit dan distorsi yang lebih sedikit. Karena busurnya yang sangat terarah, pengelasan plasma cocok untuk pengelasan fillet dan dapat menghilangkan percikan.
Konsumsi elektrodanya yang rendah memungkinkan pengelasan berkualitas tinggi dalam jangka waktu yang lama. Meskipun tukang las mahal dibandingkan dengan tukang las TIG, biaya operasionalnya rendah. Ini adalah salah satu metode terbaik untuk pengelasan otomatis.
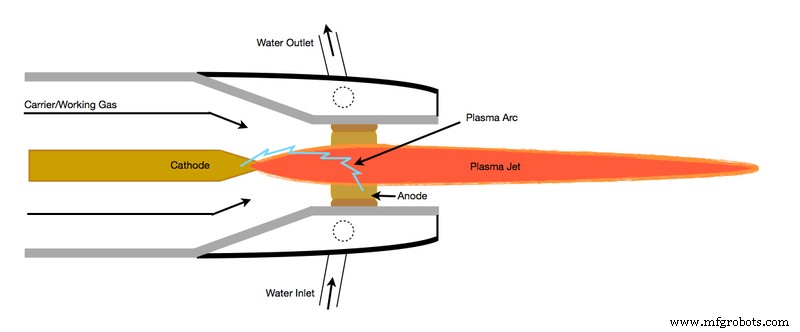
Gas pilot (gas inert) mengalir melalui obor dan terionisasi (konversi plasma) oleh panas dari busur pilot. Gas pilot terionisasi membentuk jet plasma, menyembur dari lubang nozzle dan bertindak sebagai konduktor untuk arus busur.
Ini mempersempit busur untuk memberikan kepadatan energi yang tinggi dan menembak keluar dari lubang ujung sisipan. Penyebaran busur terbatas sekitar seperempat dari itu pada pengelasan TIG, menghasilkan busur rapat arus yang lebih tinggi.
Diameter Lubang
Tiga mode operasi dapat diproduksi dengan memvariasikan diameter lubang dan laju aliran gas plasma:
Mikro plasma:0,1 hingga 15A
Busur mikroplasma dapat dioperasikan pada arus pengelasan yang sangat rendah. Busur kolom stabil bahkan ketika panjang busur bervariasi hingga 20mm.
Arus sedang:15 hingga 200A
Pada arus yang lebih tinggi, dari 15 hingga 200A, karakteristik proses busur plasma mirip dengan busur TIG, tetapi karena plasma menyempit, busur lebih kaku. Meskipun laju aliran gas plasma dapat ditingkatkan untuk meningkatkan penetrasi kolam las, ada risiko masuknya udara dan gas pelindung melalui turbulensi yang berlebihan di pelindung gas.
Plasma lubang kunci:lebih dari 100A4
Dengan meningkatkan arus pengelasan dan aliran gas plasma, sinar plasma yang sangat kuat dibuat yang dapat mencapai penetrasi penuh dalam suatu material, seperti pada pengelasan sinar laser atau elektron.
Selama pengelasan, lubang secara bertahap memotong logam dengan kolam las cair yang mengalir di belakang untuk membentuk manik las di bawah gaya tegangan permukaan. Proses ini dapat digunakan untuk mengelas material yang lebih tebal (baja tahan karat hingga 10 mm) dalam sekali lintasan.
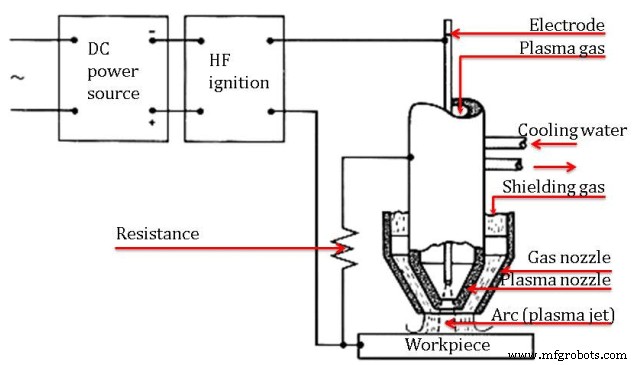
Konstruksi Mesin Las Busur Plasma:
Pengaturan Plasma Arc Welding terdiri dari komponen-komponen berikut:
- Supply Listrik
- Obor Las Plasma
- sirkulasi ulang air
- Elektroda Tungsten
- Pelindung Gas
- Gas Plasma
- Kit Aksesori Obor (Tips, keramik, collet, pengukur pemasangan elektroda)
- Bahan Pengisi
Biarkan saya memberi Anda gambaran singkat tentang setiap komponen.
1. Catu Daya:
Proses pengelasan busur plasma membutuhkan suplai DC berdaya tinggi untuk menghasilkan percikan listrik di antara elektroda tungsten dan pelat las
Pengelasan ini dapat mengelas pada 2 amp rendah dan arus maksimum yang dapat ditangani adalah sekitar 300 amp. Dibutuhkan sekitar 80 volt untuk bekerja dengan benar.
Sumber daya terdiri dari transformator, penyearah, dan konsol kontrol.
2. Obor Las Plasma:
Ini adalah bagian terpenting dari proses pengelasan plasma.
Obor ini sangat mirip dengan yang digunakan dalam pengelasan TIG.
Obor PAW berpendingin air karena busur berada di dalam obor yang menghasilkan panas tinggi, sehingga jaket air disediakan di luar obor.
3. Resirkulasi Air:
Mekanisme ini digunakan untuk mendinginkan obor las dengan aliran air yang terus menerus di luar obor las.
4. Elektroda Tungsten:
Di mesin ini, kami menggunakan elektroda tungsten yang tidak dapat dikonsumsi. Seperti yang kita ketahui tungsten dapat menahan suhu yang sangat tinggi.
5. Gas Pelindung:
Dalam proses pengelasan ini, kami menggunakan dua gas inert. Kita perlu menjaga tekanan rendah untuk menghindari turbulensi saat pengelasan karena pelindung las gas bertekanan rendah ini terbentuk setiap minggu, oleh karena itu kita perlu mengisi gas inert lain melalui bagian luar gaya pengelasan dalam laju aliran tinggi, untuk membuat pelindung las yang berkelanjutan.
Gas inert yang digunakan dalam proses ini dapat berupa helium, argon, dan juga hidrogen sesuai kebutuhan, dan sangat bergantung pada suhu.
6. Gas Plasma:
Ini adalah gas panas terionisasi yang terdiri dari jumlah elektron dan ion yang hampir sama. Ia memiliki energi yang cukup untuk membebaskan elektron dari molekul, atom, dan elektron untuk melakukan sinkronisasi.
Ini adalah sumber energi utama dari pengelasan ini.
7. Kit Aksesori Obor:
Kit ini digunakan untuk meningkatkan kinerja obor las.
8. Bahan Pengisi:
Dalam pengelasan plasma tidak ada bahan pengisi yang digunakan. Jika bahan pengisi digunakan, maka langsung dimasukkan ke dalam zona las.
Bagaimana Cara Kerja Pengelasan Plasma?
Plasma adalah gas yang dipanaskan sampai suhu yang sangat tinggi dan terionisasi sehingga menjadi konduktif listrik. Mirip dengan GTAW (Tig), proses pengelasan busur plasma menggunakan plasma ini untuk mentransfer busur listrik ke benda kerja. Logam yang akan dilas dilebur oleh panas busur yang hebat dan menyatu bersama.
Dalam obor las plasma, elektroda Tungsten terletak di dalam nosel tembaga yang memiliki lubang kecil di ujungnya. Sebuah busur pilot dimulai antara elektroda obor dan ujung nozzle. Busur ini kemudian ditransfer ke logam yang akan dilas.
Dengan memaksa gas plasma dan busur melalui lubang yang menyempit, obor memberikan konsentrasi panas yang tinggi ke area yang kecil. Dengan peralatan las berperforma tinggi, proses plasma menghasilkan lasan berkualitas sangat tinggi.
Gas plasma biasanya argon. Obor juga menggunakan gas sekunder, argon, argon/hidrogen, atau helium yang membantu melindungi genangan las cair sehingga meminimalkan oksidasi las.
Keuntungan Pengelasan Busur Plasma
Keuntungan dari Plasma Arc Welding adalah sebagai berikut:
- Desain obor memungkinkan kontrol busur yang lebih baik.
- Metode ini memberikan lebih banyak kebebasan untuk mengamati dan mengontrol pengelasan.
- Semakin tinggi konsentrasi panas dan plasma jet memungkinkan kecepatan perjalanan yang lebih cepat.
- Suhu tinggi dan konsentrasi panas tinggi plasma memungkinkan efek lubang kunci.
- Ini memberikan penetrasi yang lengkap dengan pengelasan sekali jalan pada banyak sambungan.
- Zona yang terkena panas lebih kecil dibandingkan dengan GTAW (Gas tungsten arc welding).
- Ini menggunakan input arus yang lebih sedikit dibandingkan dengan proses pengelasan lainnya.
Kerugian Pengelasan Busur Plasma:
Kerugian dari pengelasan busur plasma adalah:
- Ini menghasilkan lasan yang lebih luas dan zona yang terpengaruh panas dibandingkan dengan BBLR dan EBW.
- Peralatan las plasma sangat mahal. Oleh karena itu, biaya awal akan lebih tinggi.
- Memerlukan pelatihan dan spesialisasi untuk melakukan pengelasan plasma.
- Ini menghasilkan radiasi ultraviolet dan inframerah.
- Metode ini menghasilkan noise yang lebih tinggi pada orde sekitar 100dB.
- Obornya besar dan karenanya pengelasan manual agak sulit dan membutuhkan pelatihan seperti yang disebutkan.
Aplikasi Pengelasan Busur Plasma:
Penerapan pengelasan busur plasma adalah:
- Pengelasan ini digunakan dalam industri kelautan dan luar angkasa.
- Ini digunakan untuk mengelas pipa dan tabung baja tahan karat atau titanium.
- Sebagian besar digunakan dalam industri elektronik.
- Juga, ini digunakan untuk memperbaiki alat, cetakan, dan cetakan.
- Ini digunakan untuk mengelas atau melapisi bilah turbin.
Jadi, ini semua tentang Mesin Las Busur Plasma, saya harap Anda menikmati artikel ini. Saya juga menulis artikel tentang beberapa proses pengelasan lain untuk memeriksanya juga. Dan terlebih lagi, jangan lupa untuk membagikan artikel di platform sosial favorit Anda.
Video pengelasan plasma


