Simbol Pengelasan Dasar Bagan dan Gambarnya
Simbol las umum dan artinya
Penggunaan simbol pengelasan memungkinkan seorang desainer untuk menunjukkan dengan jelas kepada tukang las, informasi rinci penting mengenai lasan.
Informasi dalam simbol pengelasan dapat mencakup rincian untuk lasan seperti panjang, kedalaman penetrasi, tinggi tulangan, jenis alur, dimensi alur, lokasi, proses, logam pengisi, kekuatan, jumlah las, bentuk las, dan finishing permukaan. . Semua informasi ini biasanya disertakan dalam gambar perakitan pengelasan.
Simbol pengelasan adalah bahasa singkatan untuk tukang las. Mereka menghemat waktu dan uang serta layanan untuk memastikan pemahaman dan akurasi. American Welding Society memiliki simbol pengelasan standar. Beberapa simbol yang lebih umum untuk pengelasan direproduksi dalam bab ini.
Jika diperlukan informasi lebih lanjut tentang simbol atau bagaimana penerapannya pada semua bentuk pengelasan mesin manual dan otomatis, simbol ini dapat ditemukan di manual lengkap Simbol Standar untuk Pengelasan, Pematrian, dan Pemeriksaan Tak Rusak, ANSI/AWS A2.4, diterbitkan sebagai Standar Nasional Amerika oleh American Welding Society.
Elemen Simbol Pengelasan
Garis horizontal - disebut garis referensi - adalah jangkar yang mengikat semua simbol pengelasan lainnya. Instruksi untuk membuat las dirangkai di sepanjang garis referensi. Sebuah panah menghubungkan garis referensi ke sambungan yang akan dilas.
Pada contoh di atas, panah ditampilkan tumbuh dari ujung kanan garis referensi dan menuju ke bawah dan ke kanan, tetapi banyak kombinasi lain yang diperbolehkan.
Cukup sering, ada dua sisi pada sambungan yang ditunjuk oleh panah, dan oleh karena itu dua tempat potensial untuk pengelasan. Misalnya, ketika dua pelat baja disambung menjadi bentuk T, pengelasan dapat dilakukan di kedua sisi batang T.
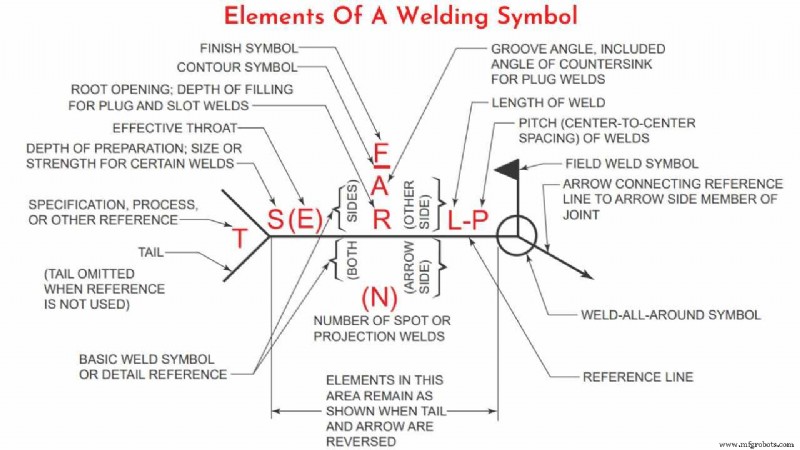
Simbol las membedakan antara dua sisi sambungan dengan menggunakan panah dan spasi di atas dan di bawah garis referensi. Sisi sambungan yang titik panahnya dikenal (agak biasa) sebagai sisi panah dan lasnya dibuat sesuai dengan petunjuk yang diberikan di bawah garis acuan.
Sisi lain dari sambungan dikenal (bahkan lebih biasa) sebagai sisi lain, dan lasnya dibuat sesuai dengan instruksi yang diberikan di atas garis referensi. Aturan bahwa di bawah garis sama dengan sisi panah dan di atas garis sama dengan sisi lainnya berlaku terlepas dari arah panah.
Bendera yang tumbuh keluar dari persimpangan garis referensi dan panah ada jika las akan dibuat di lapangan selama ereksi struktur. Simbol las tanpa bendera menunjukkan bahwa las harus dibuat di bengkel. Dalam gambar yang lebih tua, las medan dapat dilambangkan dengan lingkaran hitam yang diisi di persimpangan antara panah dan garis referensi.
Lingkaran terbuka di persimpangan panah/garis referensi ada jika lasan akan mengelilingi sambungan, seperti pada contoh di bawah ini.
Ekor simbol las adalah tempat untuk informasi tambahan tentang lasan. Ini mungkin berisi referensi ke proses pengelasan, elektroda, gambar detail, atau informasi apa pun yang membantu dalam pembuatan las yang tidak memiliki tempat khusus sendiri pada simbol.
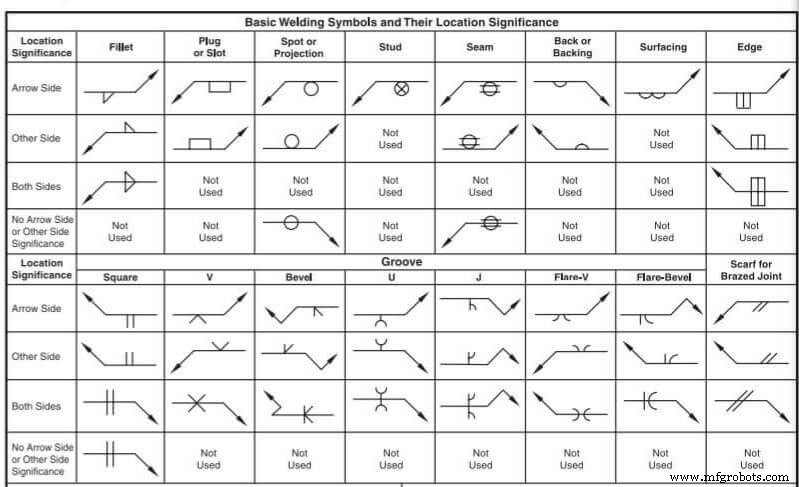
Bagan Simbol Pengelasan Dasar
Simbol las digunakan untuk menunjukkan proses pengelasan yang digunakan dalam operasi penyambungan logam, apakah lasan itu terlokalisasi atau "menyeluruh", apakah itu las bengkel atau las lapangan, dan kontur las.
Simbol las dasar ini (simbol las busur dan gas, simbol las resistansi, brazing, forge thermit, induksi, dan Simbol Las Aliran) diringkas di bawah ini dan diilustrasikan.
Lokasi Pengelasan
Simbol pengelasan diterapkan pada garis referensi di pangkalan. Semua garis referensi memiliki sisi panah (sisi dekat) dan sisi lainnya (sisi jauh). Oleh karena itu, istilah sisi panah, sisi lain, dan kedua sisi digunakan untuk menentukan lokasi las sehubungan dengan sambungan.
Garis referensi selalu digambar secara horizontal. Garis panah ditarik dari salah satu ujung atau kedua ujung garis referensi ke lokasi las. Garis panah dapat menunjuk ke salah satu sisi sambungan dan memanjang ke atas atau ke bawah.
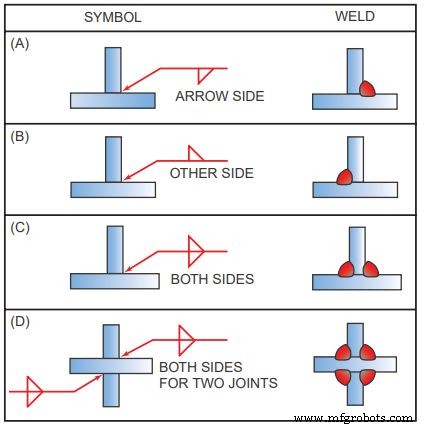
Jika lasan akan diendapkan pada sisi panah sambungan (sisi dekat), simbol las yang diinginkan ditempatkan di bawah garis acuan, Gambar A. Jika lasan akan diendapkan pada sisi lain dari sambungan (sisi jauh ), simbol las ditempatkan di atas garis referensi, Gambar B.
Ketika lasan akan diendapkan pada kedua sisi sambungan yang sama, simbol las yang sama muncul di atas dan di bawah garis referensi, Gambar C dan D. Ekor ditambahkan ke simbol pengelasan dasar bila perlu untuk menentukan spesifikasi pengelasan, prosedur, atau informasi tambahan lainnya yang diperlukan untuk membuat las.
Notasi yang ditempatkan di bagian ekor simbol dapat menunjukkan proses pengelasan yang akan digunakan, jenis logam pengisi yang dibutuhkan, perlu atau tidaknya pengelupasan atau root chipping, dan informasi lain yang berkaitan dengan pengelasan.
Jika notasi tidak digunakan, ekor simbol dihilangkan. Untuk sambungan yang memiliki lebih dari satu las, simbol ditunjukkan untuk setiap las.
Jenis las dan simbolnya
Setiap posisi pengelasan memiliki simbol dasarnya sendiri, yang biasanya ditempatkan di dekat pusat garis referensi (dan di atas atau di bawahnya, tergantung pada sisi sambungan mana). Simbolnya adalah gambar kecil yang biasanya dapat diartikan sebagai penampang las yang disederhanakan. Dalam deskripsi di bawah, simbol ditampilkan di kedua sisi panah dan posisi sisi lainnya.
- Pengelasan Fillet
- Pengelasan Alur
- Las Colokan dan Las Slot
1. Simbol lasan fillet
CATATAN: Sebuah lasan fillet kira-kira berbentuk segitiga. Ini digunakan untuk menyambung sambungan pangkuan, sambungan tee, atau sambungan sudut yang sambungannya kira-kira berada pada sudut siku-siku.
Lasan fillet (diucapkan “fill-it”) digunakan untuk membuat sambungan lap, sambungan sudut, dan sambungan T. Seperti yang ditunjukkan oleh simbolnya, lasan fillet secara kasar berbentuk segitiga pada penampang, meskipun bentuknya tidak selalu segitiga siku-siku atau segitiga sama kaki.
Logam las diendapkan di sudut yang dibentuk oleh fit-up dari dua anggota dan menembus dan menyatu dengan logam dasar untuk membentuk sambungan. (Catatan:demi kejelasan grafis, gambar di bawah ini tidak menunjukkan penetrasi logam las. Namun, ketahuilah bahwa tingkat penetrasi penting dalam menentukan kualitas las.)
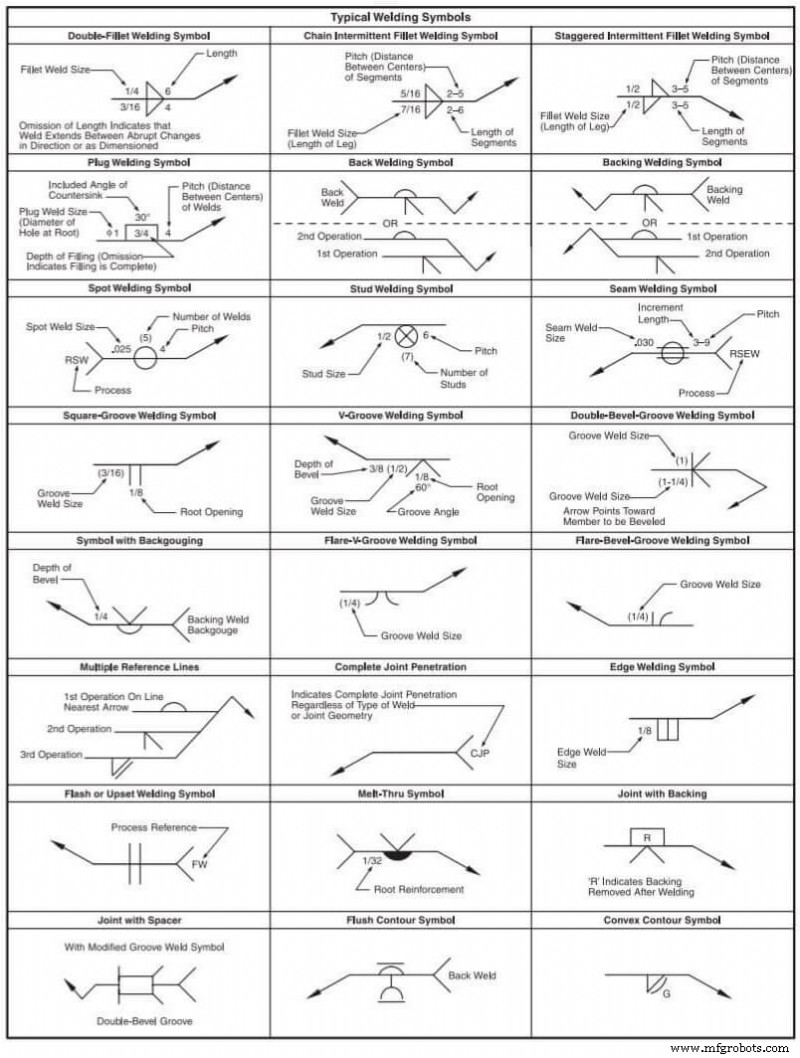
Kaki tegak lurus segitiga selalu digambar di sisi kiri simbol, terlepas dari orientasi las itu sendiri. Ukuran kaki ditulis di sebelah kiri simbol las.
Jika kedua kaki las memiliki ukuran yang sama, hanya satu dimensi yang diberikan; jika las memiliki kaki yang tidak sama (jauh lebih jarang daripada las berkaki sama), kedua dimensi diberikan dan ada indikasi pada gambar untuk kaki mana yang lebih panjang
Panjang las diberikan di sebelah kanan simbol.
Jika tidak ada panjang yang diberikan, maka lasan harus ditempatkan di antara garis dimensi yang ditentukan (jika diberikan) atau di antara titik-titik di mana perubahan mendadak dalam arah las akan terjadi (seperti pada ujung pelat pada contoh di atas).
Untuk las berselang, panjang setiap bagian las dan jarak las dipisahkan dengan tanda hubung (panjang pertama, jarak kedua) dan ditempatkan di sebelah kanan simbol las fillet.
Perhatikan bahwa jarak, atau pitch, bukanlah jarak bersih antara lasan, tetapi jarak pusat-ke-pusat (atau ujung-ke-ujung).
2. Pengelasan alur Simbol
Las alur biasanya digunakan untuk membuat sambungan tepi-ke-tepi, meskipun juga sering digunakan pada sambungan sudut, sambungan T, dan sambungan antara potongan lengkung dan datar. Seperti yang disarankan oleh berbagai simbol las alur, ada banyak cara untuk membuat las alur, perbedaannya terutama tergantung pada geometri bagian yang akan disambung dan persiapan tepinya.
Logam las diendapkan di dalam alur dan menembus dan menyatu dengan logam dasar untuk membentuk sambungan.
Catatan: demi kejelasan grafis, gambar di bawah umumnya tidak menunjukkan penetrasi logam las. Namun, ketahuilah bahwa tingkat penetrasi penting dalam menentukan kualitas lasan.
Berbagai jenis las alur adalah:
Las alur persegi
Alur dibuat dengan pas atau sedikit pemisahan tepi. Jumlah pemisahan, jika ada, diberikan pada simbol las.
Las alur-V
Tepi kedua potongan dilubangi, baik secara tunggal atau ganda, untuk membuat alur. Sudut V diberikan pada simbol las, seperti pemisahan pada akar (jika ada). Jika kedalaman V bukan ketebalan penuh — atau setengah ketebalan dalam kasus V ganda — kedalaman diberikan di sebelah kiri simbol las.
Jika penetrasi lasan lebih besar dari kedalaman alur, kedalaman tenggorokan efektif diberikan dalam tanda kurung setelah kedalaman V.
Las alur miring
Tepi salah satu potongan dilubangi dan yang lainnya dibiarkan persegi. Garis tegak lurus simbol bevel selalu digambar di sisi kiri, terlepas dari orientasi las itu sendiri. Panah menunjuk ke arah potongan yang akan dilubangi. Signifikansi ekstra ini ditekankan oleh putusnya garis panah.
Pemutusan tidak diperlukan jika perancang tidak memiliki preferensi untuk bagian mana yang mendapat perawatan tepi atau jika potongan yang menerima perawatan harus jelas bagi tukang las yang berkualifikasi. Perawatan sudut dan kedalaman tepi, tenggorokan yang efektif dan pemisahan pada akar dijelaskan menggunakan metode yang dibahas di bagian alur-V.
Las alur-U
Tepi kedua potongan diberi perlakuan cekung. Kedalaman perawatan tepi, tenggorokan yang efektif dan pemisahan pada akar dijelaskan menggunakan metode yang dibahas di bagian alur-V.
Las alur-J
Tepi salah satu potongan diberi perlakuan cekung dan yang lainnya dibiarkan persegi. Untuk las alur-U seperti halnya las alur bevel pada las alur-V. Seperti halnya bevel, garis tegak lurus selalu digambar di sisi kiri dan panah (dengan putus, jika perlu) menunjuk ke bagian yang menerima perlakuan tepi.
Kedalaman perawatan tepi, tenggorokan yang efektif dan pemisahan pada akar dijelaskan menggunakan metode yang dibahas di bagian alur-V.
Las alur Flare-V
Biasanya digunakan untuk menyambung dua bagian yang membulat atau melengkung. Kedalaman las yang dimaksudkan itu sendiri diberikan di sebelah kiri simbol, dengan kedalaman las ditunjukkan dalam tanda kurung.
Las alur bevel flare
Biasanya digunakan untuk menggabungkan potongan bulat atau melengkung ke potongan datar. Seperti pada flare-V, kedalaman alur yang dibentuk oleh dua permukaan lengkung dan kedalaman las yang dimaksudkan itu sendiri diberikan di sebelah kiri simbol, dengan kedalaman las ditunjukkan dalam tanda kurung. Garis tegak lurus simbol selalu digambar di sisi kiri, terlepas dari orientasi las itu sendiri.
Simbol tambahan yang umum digunakan dengan las alur adalah simbol batang leleh dan batang penyangga. Kedua simbol menunjukkan bahwa penetrasi sambungan lengkap harus dibuat dengan las alur satu sisi.
Dalam kasus melt-thru, root harus diperkuat dengan logam las di sisi belakang sambungan. Ketinggian tulangan, jika kritis, ditunjukkan di sebelah kiri simbol lelehan, yang ditempatkan melintasi garis referensi dari simbol las dasar.
Ketika backing bar digunakan untuk mencapai penetrasi sambungan yang lengkap, simbolnya ditempatkan di seberang garis referensi dari simbol las dasar. Jika batang akan dilepas setelah pengelasan selesai, tanda “R” ditempatkan di dalam simbol batang penyangga. Simbol backing bar memiliki bentuk yang sama dengan simbol las steker atau slot, tetapi konteksnya harus selalu memperjelas maksud simbol.
3. Las colokan dan slot Simbol
Las sumbat dan las slot digunakan untuk menyambung anggota yang tumpang tindih, salah satunya memiliki lubang (bulat untuk las sumbat, memanjang untuk las slot) di dalamnya. Logam las diendapkan di lubang dan menembus dan menyatu dengan logam dasar dari dua anggota untuk membentuk sambungan. (Catatan:demi kejelasan grafis, gambar di bawah ini tidak menunjukkan penetrasi logam las.
Namun, ketahuilah bahwa tingkat penetrasi penting dalam menentukan kualitas lasan.) Untuk las sumbat, diameter masing-masing sumbat diberikan di sebelah kiri simbol, dan jarak (pitch) plug-to-plug adalah diberikan ke kanan.
Untuk las slot, lebar setiap slot diberikan di sebelah kiri simbol, panjang dan tinggi nada (dipisahkan dengan tanda hubung) diberikan di sebelah kanan simbol, dan gambar detail direferensikan di bagian ekor.
Jumlah sumbat atau slot diberikan dalam tanda kurung di atas atau di bawah simbol las. Penunjukan sisi panah dan sisi lainnya menunjukkan bagian mana yang berisi lubang. Jika lubang tidak diisi penuh dengan logam las, kedalaman lubang yang akan diisi diberikan dalam simbol las.
bagan simbol pengelasan
Untuk informasi selengkapnya, lihat ANSI/AWS A2.4, Simbol untuk Pengelasan, dan Pengujian Tak Rusak.
Bagan simbol pengelasan


