Perataan poros presisi dimungkinkan
Saya seorang pelatih pelurusan poros. Wawasan saya tentang keadaan sebenarnya dari praktik penyelarasan industri berasal dari banyak waktu yang dihabiskan untuk melakukan pemeriksaan penyelarasan dan koreksi pada peralatan proses. Berikut adalah beberapa pengamatan saya:
-
Sebagian besar perhatian pada penyelarasan presisi dipusatkan pada mesin besar yang kritis terhadap proses.
-
Sebagian besar departemen pemeliharaan telah dirampingkan dan menghabiskan sebagian besar sumber daya manusia mereka untuk menangani pemeliharaan yang tidak terjadwal.
-
Sebagian besar kegiatan perawatan tidak terjadwal dilakukan pada peralatan kecil seperti pompa dan mixer ANSI.
-
Kebanyakan tanaman memiliki sangat sedikit orang yang mampu mencapai keselarasan presisi.
-
Bahkan ada lebih sedikit orang yang benar-benar memahami keselarasan poros.
-
Kebanyakan pedagang cerdas dan bisa belajar keselarasan dalam satu atau dua hari.
-
Penjajaran poros mesin yang digabungkan langsung dapat dilakukan dengan cepat tanpa mengorbankan presisi.
Bagan 1. Lima langkah sederhana untuk menghilangkan sebagian besar gerakan korektif yang tidak perlu.
BERPIKIR KECIL
Kecil, mesin berputar sering tidak selaras. Saya melihat hal-hal yang mengerikan:tumpukan puing-puing kopling, suku cadang kopling di ruang mekanik, pengepakan dan segel bocor deras, dan ketidaksejajaran yang begitu parah sehingga dapat dilihat dengan mata telanjang. Tidak diragukan lagi, mesin-mesin besar memang penting, tetapi mereka jarang tidak selaras. Pengembalian besar dapat dihasilkan dari menyelaraskan banyak mesin kecil yang sering gagal secara fatal. Seberapa besar pengembaliannya? Sebuah pengolah jagung di Midwest dengan populasi sekitar 800 pompa digunakan untuk memperbaiki dua hingga tiga pompa setiap hari. Setelah berfokus pada penyelarasan pompa kecil, lokasi ini sekarang memperbaiki satu hingga dua per bulan dan menghemat lebih dari 4.000 jam perawatan per tahun. Itu setara dengan menambahkan dua orang ke staf pemeliharaan.
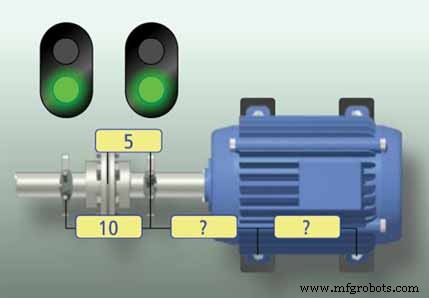
Gambar 1. Dimensi dimasukkan.
MENGAPA ALIGNASI?
Tujuan penyelarasan poros presisi adalah untuk menghilangkan gaya destruktif yang menyebabkan kegagalan bantalan dini dan mengurangi masa pakai seal. Gaya misalignment destruktif dihasilkan pada bidang transmisi daya ketika mesin digabungkan.
Setiap poros berputar di sekitar sumbu yang membentuk garis lurus. Jika dua sumbu rotasi poros diposisikan sedemikian rupa sehingga keduanya sejajar ketika mesin berada pada suhu dan kondisi operasi, gaya pada bidang daya akan minimal. Akibatnya, umur bantalan dan segel diperpanjang.
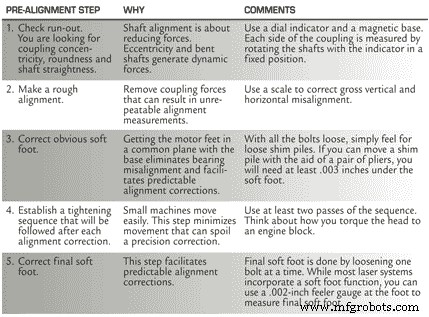
PERTAMA, PRE-ALIGNMENT
Anda dapat mencapai penyelarasan presisi dalam satu atau dua gerakan hampir setiap saat. Beberapa gerakan koreksi keselarasan membuat pedagang frustrasi dan membuang waktu. Namun, lakukan langkah-langkah pra-penjajaran sebelum menggunakan alat presisi atau koreksi penyelarasan Anda tidak akan dapat diprediksi. Kotak di Halaman 36 menunjukkan lima langkah sederhana yang menghilangkan sebagian besar gerakan korektif yang tidak perlu.

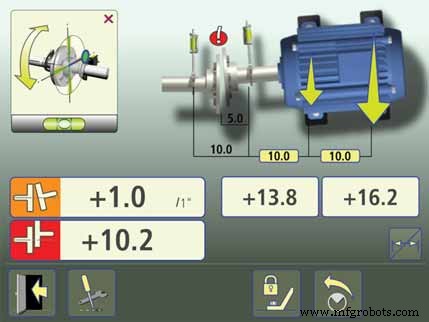
Gambar 2. Pengukuran -12.4 menunjukkan perlunya menambahkan 0,012 inci ke kaki depan; +9,7 berarti menghapus 0,010 inci dari kaki belakang.
KESALAHAN UKURAN
Sensor laser ditempelkan pada poros pada atau di dekat kopling. Masukkan dimensi dari sensor ke kopling dan ke kaki mesin ke dalam sistem laser (Gambar 1). Sebagian besar toleransi pelurusan poros didasarkan pada putaran per menit (RPM), jadi masukkan juga data tersebut.
Putar poros dari 60 hingga 180 derajat untuk menentukan posisi vertikal dan horizontal dari dua sumbu rotasi pada sensor. Sistem laser menghitung ketidaksejajaran pada kopling (tempat gaya dihasilkan) untuk menentukan kualitas penyelarasan. Dalam hal ini, panduan warna menunjukkan bahwa toleransi perataan tidak terpenuhi. Laser juga menghitung posisi vertikal dan horizontal pada kaki mesin karena di situlah penyesuaian dapat dilakukan.



Gambar 3. Ukur ketidaksejajaran.
PENDEKATAN KONVENSIONAL
Kebijaksanaan konvensional dalam penyelarasan poros adalah menyelesaikan misalignment vertikal terlebih dahulu. Koreksi horizontal hanya dilakukan setelah toleransi vertikal terpenuhi. Apa yang mengecewakan banyak orang adalah bahwa setelah melakukan penyesuaian horizontal, toleransi vertikal tidak lagi terpenuhi. Oleh karena itu, setelah waktu yang dihabiskan untuk membuat alinyemen vertikal yang tepat dan setelah alinyemen horizontal dibuat, vertikal akan memerlukan penyesuaian kembali. Hal ini karena misalignment vertikal mempengaruhi alignment horizontal dan sebaliknya.
PENDEKATAN BARU
Perpindahan majemuk adalah proses di mana perataan vertikal dan horizontal dibuat dari satu set data perataan. Setelah mengukur misalignment, penyesuaian shim vertikal dilakukan.
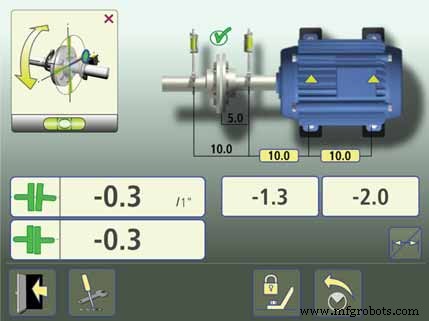
Sebelum memeriksa kembali hasil vertikal dan sebelum baut dikencangkan kembali, buat juga pelurusan horizontal (Gambar 4-5). Data koreksi langsung memberikan umpan balik kepada operator tentang koreksi tersebut. Panduan warna menunjukkan saat toleransi terpenuhi.
Baru setelah itu, setelah koreksi vertikal dan horizontal dilakukan, Anda harus mengambil kembali data perataan. Dengan membuat koreksi gabungan vertikal dan horizontal, Anda meminimalkan "efek silang". Gerakan gabungan pertama akan membuat Anda sangat dekat dengan toleransi di kedua bidang. Akibatnya, mengulangi prosedur dengan gerakan majemuk kedua akan menghasilkan keselarasan yang tepat hampir setiap saat.
KUNCI SUKSES
Ini saran saya untuk Anda:
- Berpikir kecil untuk hasil besar: Kejar mesin kecil yang mencuri sumber daya manusia Anda.
- Bentuk grup inti: Temukan tiga orang yang bersedia berbagi informasi dan dihormati di departemen pemeliharaan Anda. Saya belum pernah melihat satu program penyelarasan yang benar-benar sukses yang tidak memiliki setidaknya satu orang "pergi ke" untuk membantu orang lain dengan pekerjaan bermasalah.
- Mengharapkan kompetensi penyelarasan yang luas: Jika hanya satu atau dua orang yang dapat melakukan penyelarasan yang memuaskan, maka hanya mesin kritis yang akan disejajarkan dengan benar. Tidak akan ada bakat penyelarasan yang cukup untuk sampai ke mesin kecil. Setiap orang yang terlibat dalam perawatan mekanis harus kompeten dalam penyelarasan mesin.
- Menyetel toleransi penyelarasan: Mengatur toleransi menunjukkan Anda ingin melakukan perawatan presisi. Jadikan toleransi itu masuk akal dan dapat dicapai. Jika Anda membuat spesifikasi terlalu ketat, Anda hanya akan membuat frustrasi orang-orang Anda.
- Latih kompetensi: Temukan pelatih yang kompeten yang mengajarkan konsep pelurusan dan teknik laser khusus peralatan. Praktek langsung adalah elemen pelatihan utama. Jangan pernah memiliki lebih dari tiga orang per rig latihan. Dua hari pelatihan profesional harus menelan biaya antara $500 dan $600 per peserta pelatihan.
- Alat: Selain sistem laser atau alat penyelarasan indikator dial, Anda memerlukan, minimal, shim, penggerak (hidrolik, pry bar, palu tiup mati) dan indikator dial dengan basis magnet.
- Beri orang kesempatan dan waktu untuk mendapatkan kepercayaan diri: Orang membutuhkan praktik dunia nyata setelah pelatihan untuk mendapatkan kepercayaan diri. Selain itu, peserta pelatihan baru akan membutuhkan lebih banyak waktu untuk membuat penyelarasan yang presisi. Dengan alat yang tepat, penyelarasan satu kopling jarang membutuhkan waktu lebih dari 45 menit, berapa pun ukuran peralatannya. Namun, peserta pelatihan baru akan lebih lambat. Selanjutnya, Anda perlu menyadari bahwa hambatan seperti terikat di dasar atau terikat dengan baut akan memperlambat proses.
- Data penyelarasan dokumen: Menghubungkan keselarasan dengan kinerja mesin dan data getaran dan menggunakannya untuk analisis akar penyebab kegagalan.
- Pertumbuhan termal dan gerakan dinamis: Beberapa mesin sengaja disejajarkan pada suhu sekitar sehingga sumbu rotasi sejajar saat mesin beroperasi. Setelah orang-orang Anda dapat menunjukkan kompetensi penyelarasan, pertimbangkan untuk menentukan data off-line-to-running (OL2R) yang diperlukan untuk praktik ini.
Gambar 4.
Gambar 5.
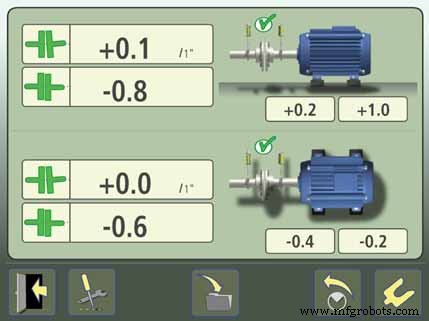
Gambar 6. Data penyelarasan akhir.
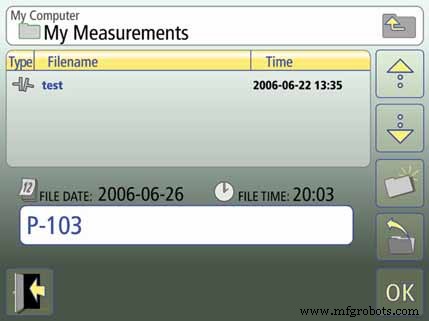
Gambar 7. Dokumen disimpan.
David Zdrojewski adalah pendiri dan CEO VibrAlign Inc., sumber pendidikan dan distributor peralatan analisis getaran. Untuk mempelajari lebih lanjut, hubungi 804-379-2250 atau kunjungi www.vibralign.com .


