Pemrograman 5-Sumbu:memahami sumbu alat dan kontrol tumbukan
 Jika Anda meminta sepuluh pemrogram 5-sumbu yang berbeda untuk memprogram satu bagian yang sama, kemungkinan besar Anda akan mendapatkan sepuluh bagian yang berbeda strategi permesinan. Bergantung pada pengalaman, konfigurasi mesin, perangkat lunak CAM, perkakas, workholding, dan segudang kriteria lainnya, setiap orang melihat jalur yang harus mereka tempuh sedikit berbeda. Tapi mereka semua mengarah ke tempat yang sama…sebuah bagian yang berhasil diselesaikan. Artikel ini akan menjadi bagian pertama dalam seri multi-bagian tentang pemrograman 5-sumbu.
Jika Anda meminta sepuluh pemrogram 5-sumbu yang berbeda untuk memprogram satu bagian yang sama, kemungkinan besar Anda akan mendapatkan sepuluh bagian yang berbeda strategi permesinan. Bergantung pada pengalaman, konfigurasi mesin, perangkat lunak CAM, perkakas, workholding, dan segudang kriteria lainnya, setiap orang melihat jalur yang harus mereka tempuh sedikit berbeda. Tapi mereka semua mengarah ke tempat yang sama…sebuah bagian yang berhasil diselesaikan. Artikel ini akan menjadi bagian pertama dalam seri multi-bagian tentang pemrograman 5-sumbu.
Ketika Anda mulai memprogram dalam NC 5-sumbu, Anda akan segera menyadari bahwa salah satu hambatan pertama Anda adalah memahami dampak dari pengaturan parameter kontrol yang melelahkan. Menyetel salah satu dari parameter ini secara tidak benar pasti dapat berarti perbedaan antara keberhasilan dan kegagalan saat menghasilkan jalur pahat yang Anda inginkan - karena masing-masing parameter ini memiliki tugas penting yang harus dilakukan untuk sumbu pahat dan kontrol tabrakan.
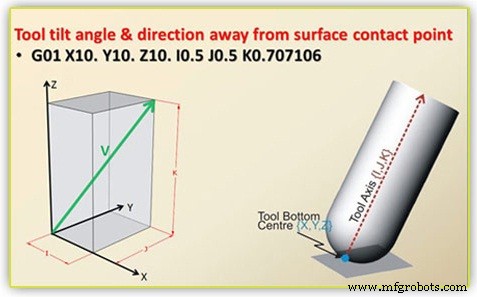
Parameter Kontrol Sumbu Alat menentukan seberapa banyak dan ke arah mana alat akan dimiringkan, dan bagaimana kemiringan itu akan dikontrol dan digerakkan selama proses pemesinan. Fitur umum seperti garis, permukaan, bidang, titik, dan rantai digunakan untuk mengontrol bagaimana sudut kemiringan yang ditentukan alat akan dipertahankan. Setelah alat telah ditautkan ke salah satu fitur umum yang disebutkan di atas, alat tersebut akan mempertahankan hubungan tersebut dengan fitur tersebut; dengan demikian mengontrol sudut kemiringannya…jika titik atau garis telah ditentukan, misalnya, ujung pahat akan mengikuti jalur pahat yang diprogram, tetapi tepi atas pahat akan selalu mengarah ke titik yang ditentukan, atau mengikuti garis yang ditentukan untuk mempertahankan jumlah kemiringan yang tepat yang ditentukan oleh programmer. Demikian pula jika permukaan atau bidang dipilih, pahat akan terus mempertahankan sudut kemiringan yang ditentukan karena terkait dengan referensi ke permukaan atau bidang yang dipilih sebagai fitur kontrol.
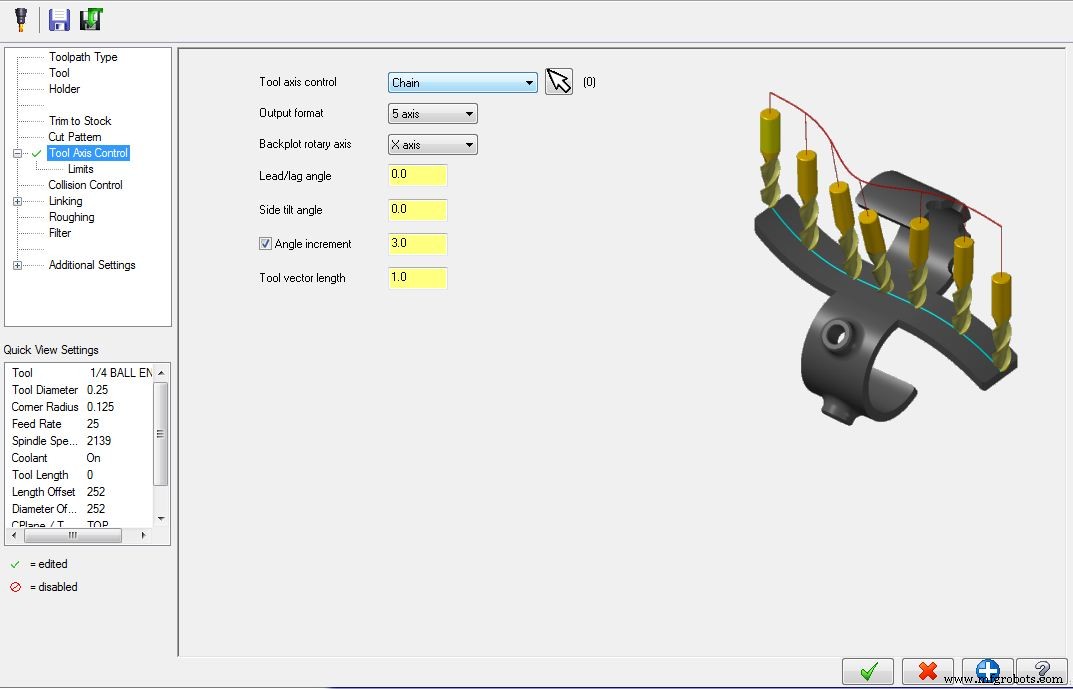
Selain – atau bersamaan dengan - penggunaan fitur geometris, lead, lag, dan sudut kemiringan samping juga dapat ditetapkan untuk mengontrol kemiringan sumbu pahat. Dalam hal sudut lead atau lag, sudut kemiringan yang ditentukan berhubungan dengan arah travel…sudut lead miring dengan arah travel, seolah-olah mengarah di depan pahat; dan sudut lag dimiringkan menjauh dari arah perjalanan, seolah-olah pahat tertinggal di belakang pemotongan. Sudut kemiringan samping ditetapkan sebagai derajat positif atau negatif, dan akan mengarahkan alat untuk memiringkan ke kiri atau kanan arah perjalanan.
Pemrogram juga harus belajar menggunakan parameter kontrol tumbukan, yang merupakan batasan yang memengaruhi pahat dan seberapa banyak, dan ke arah mana, pahat diizinkan untuk dimiringkan… terlepas dari metode kontrol sumbu pahat yang digunakan. Membiarkan pahat miring secara membabi buta, tanpa memperhatikan batasan apa pun, dapat membuat pahat atau pemegang pahat bersentuhan dengan benda kerja atau mesin itu sendiri, yang menyebabkan tabrakan. Belajar menggunakan parameter Kontrol Sumbu Alat dan Kontrol Tabrakan secara efektif adalah salah satu hal yang dapat memisahkan pemrogram 5 sumbu yang baik dari pemrogram 5 sumbu yang hebat.
Pertanyaan umum mungkin adalah mengapa kita perlu memiringkan alat terlebih dahulu. Mengapa tidak menjaga pahat tetap vertikal ke permukaan yang sedang dipotong seperti yang kita lakukan pada pemesinan 3-sumbu? Jawaban mengapa kami memiringkan pahat dalam pemesinan 5 sumbu adalah karena kami bisa! Memiringkan pemotong paling umum untuk perkakas dengan radius sudut, dan bukan perkakas bersudut persegi seperti endmill datar. Kemampuan untuk memiringkan pahat berarti bahwa kami memotong pada radius dan bukan pada bagian tengah bawah pemotong – yang akan memberikan kami kontrol yang lebih baik atas muatan chip dan kecepatan gerak makan, dan akan memberi kami permukaan akhir yang jauh lebih baik dan lebih lama kehidupan alat. Karena bagian tengah bawah pahat yang berputar tidak memiliki kecepatan efektif, penggunaan pahat yang disejajarkan secara vertikal lebih berfungsi seperti sedang diseret, daripada memotong sepanjang jalur pahat.



