Sukses Slotting Dengan Alat Pemotong Miniatur
Apakah alat Anda adalah pembangkit tenaga listrik berdiameter 1” yang lebih kasar atau end mill presisi 0,032”, slotting adalah salah satu operasi tersulit pada alat ini. Selama operasi slotting, banyak gaya dan tekanan ditempatkan pada seluruh ujung tombak pahat. Hal ini menghasilkan kecepatan dan pengumpanan yang lebih lambat serta peningkatan keausan pahat, menjadikannya salah satu proses yang lebih buruk bahkan untuk pahat pemotong terbaik.
Dengan perkakas miniatur (untuk keperluan blog ini, di bawah diameter 1/8”) permainan berubah. Cara kami mendekati perkakas miniatur benar-benar berbeda karena berkaitan dengan slotting. Dalam hal ini, sangat penting untuk memilih alat yang tepat untuk operasi ini. Beberapa saran mungkin mengejutkan Anda jika Anda terbiasa bekerja dengan perkakas yang lebih besar, tetapi yakinlah, ini adalah rekomendasi yang telah dicoba dan diuji yang secara dramatis akan meningkatkan tingkat keberhasilan Anda dalam aplikasi slotting mini.
Gunakan Seruling Sebanyak Mungkin
Saat menjalankan alur pahat slotting tradisional, perhatian terbesar dengan pahat pemotong adalah mendapatkan evakuasi chip terbaik dengan menggunakan jumlah seruling yang tepat. Secara tradisional, Anda ingin menggunakan sesedikit mungkin seruling. Dalam pekerjaan Aluminium/Non-Ferrous, ini biasanya tidak lebih dari 2/3 seruling, dan dalam aplikasi Baja/Besi, disarankan 4 seruling. Jumlah seruling yang lebih rendah memberi ruang bagi keripik untuk keluar sehingga Anda tidak memotong kembali keripik dan menyumbat seruling pada alat Anda di slot yang dalam.
Saat memasang dengan pahat mini, perhatian terbesar adalah pada kekakuan pahat, defleksi, dan kekuatan inti. Dengan micro-slotting kami tidak "slotting", melainkan kami "membuat slot". Dalam slotting tradisional, kita dapat menggerakkan alat ” ke bawah 2xD ke bagian untuk membuat slot penuh, dan alat tersebut dapat menanganinya! Tetapi teknik ini tidak mungkin dilakukan dengan alat yang lebih kecil.
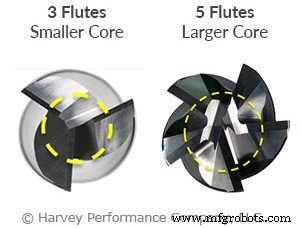
Misalnya, mari kita ambil end mill 0,015". Jika kita membuat slot dengan kedalaman 0,015” dengan alat itu, kemungkinan besar kita akan mengambil kedalaman aksial 0,001” hingga 0,002” per lintasan. Dalam hal ini, chip bukan lagi masalah Anda karena ini bukan jalur alat slotting tradisional. Kekakuan dan kekuatan inti sekarang menjadi kunci, yang berarti kita perlu menambahkan seruling sebanyak mungkin! Bahkan dalam bahan seperti Aluminium, 4 atau 5 seruling akan menjadi pilihan yang jauh lebih baik pada diameter yang lebih kecil daripada alat seruling 2/3 tradisional. Dengan memilih pahat dengan jumlah seruling yang lebih tinggi, beberapa pengguna akhir telah melihat masa pakai pahat mereka meningkat hingga 50 hingga 100 kali lipat dibandingkan pahat dengan jumlah seruling yang lebih rendah serta kekakuan dan kekuatan yang lebih sedikit.
Gunakan Sudut Terkuat Saat Membuat Slot
Selain memastikan Anda memiliki inti yang kuat pada alat miniatur Anda saat membuat slot, Anda juga perlu memperhatikan kekuatan sudut Anda. Menempatkan radius sudut pada perkakas Anda adalah langkah yang bagus dan meningkatkan kekuatan sudut pahat secara signifikan di atas pahat profil persegi. Namun, jika kita menginginkan geometri ujung yang paling kuat, penggunaan ball nose end mill juga harus dipertimbangkan.
Sebuah ball nose end mill akan memberi Anda tip terkuat dari tiga profil paling umum. Geometri ujung pada ball nose hampir dapat berfungsi sebagai high feed end mill, memungkinkan laju umpan yang lebih cepat pada lintasan aksial ringan yang diperlukan untuk micro-slotting. Sudut lead pada ball nose juga memungkinkan penipisan chip aksial, yang akan memberi Anda masa pakai alat yang lebih baik dan memungkinkan Anda mengurangi waktu siklus.

Presisi dan akurasi sangat penting dalam hal perkakas miniatur, terlepas dari apakah Anda membuat slotting, roughing, atau bahkan hanya ingin membuat lubang di suatu bagian. Dengan panduan di atas, penting juga untuk memiliki berbagai opsi perkakas yang tersedia untuk memenuhi kebutuhan slotting spesifik Anda. Harvey Tool menawarkan 5 flute end mill dengan diameter hingga 0,015”, yang merupakan pilihan bagus untuk tool yang lebih kuat dengan jumlah flute yang tinggi untuk operasi slotting.

Jika Anda ingin meningkatkan kekuatan sudut Anda, Harvey Tool juga menawarkan berbagai pilihan pabrik akhir miniatur dalam radius sudut dan profil hidung bola, dengan lusinan opsi jangkauan, panjang potongan, dan jumlah seruling. Informasi kecepatan dan umpan untuk semua alat ini juga tersedia, membuat pemrograman Anda dari jalur alat yang sulit ini menjadi sedikit lebih mudah.

Mencapai Keberhasilan Slotting:Ringkasan
Untuk menyelesaikannya, ada tiga item utama yang harus menjadi fokus dalam pembuatan slot mini:jumlah seruling, kekuatan sudut, dan kedalaman operan aksial Anda.
Sangat penting untuk memastikan Anda menggunakan radius sudut atau alat hidung bola dan meletakkan seruling sebanyak mungkin pada alat Anda jika memungkinkan. Ini membuat pahat tetap kaku dan menghindari defleksi sekaligus memberikan kekuatan inti yang unggul.
Untuk operan aksial Anda, ambil operan ringan dengan beberapa langkah turun. Mengerjakan alat Anda hampir seperti high feed end mill akan menghasilkan operasi slotting yang sukses, bahkan pada diameter yang paling kecil.


