Mekanisme Rahasia Pabrik Pakan Akhir Tinggi
High Feed End Mill adalah jenis alat High-Efficiency Milling (HEM) dengan profil ujung khusus yang memungkinkan alat menggunakan penipisan chip untuk meningkatkan laju umpan secara dramatis. Alat ini dimaksudkan untuk beroperasi dengan kedalaman aksial yang sangat rendah sehingga aksi pemotongan terjadi di sepanjang tepi melengkung dari profil bawah. Hal ini memungkinkan terjadinya beberapa fenomena berbeda:
- Sudut timah yang rendah menyebabkan sebagian besar gaya potong dipindahkan secara aksial kembali ke poros. Ini berarti lebih sedikit defleksi, karena ada lebih sedikit gaya radial yang mendorong pemotong keluar dari poros tengahnya.
- Profil melengkung yang diperpanjang dari tepi bawah menyebabkan efek penipisan chip yang memungkinkan laju umpan agresif.
Sudut Timbal Rendah dari Pabrik Akhir Feed Tinggi
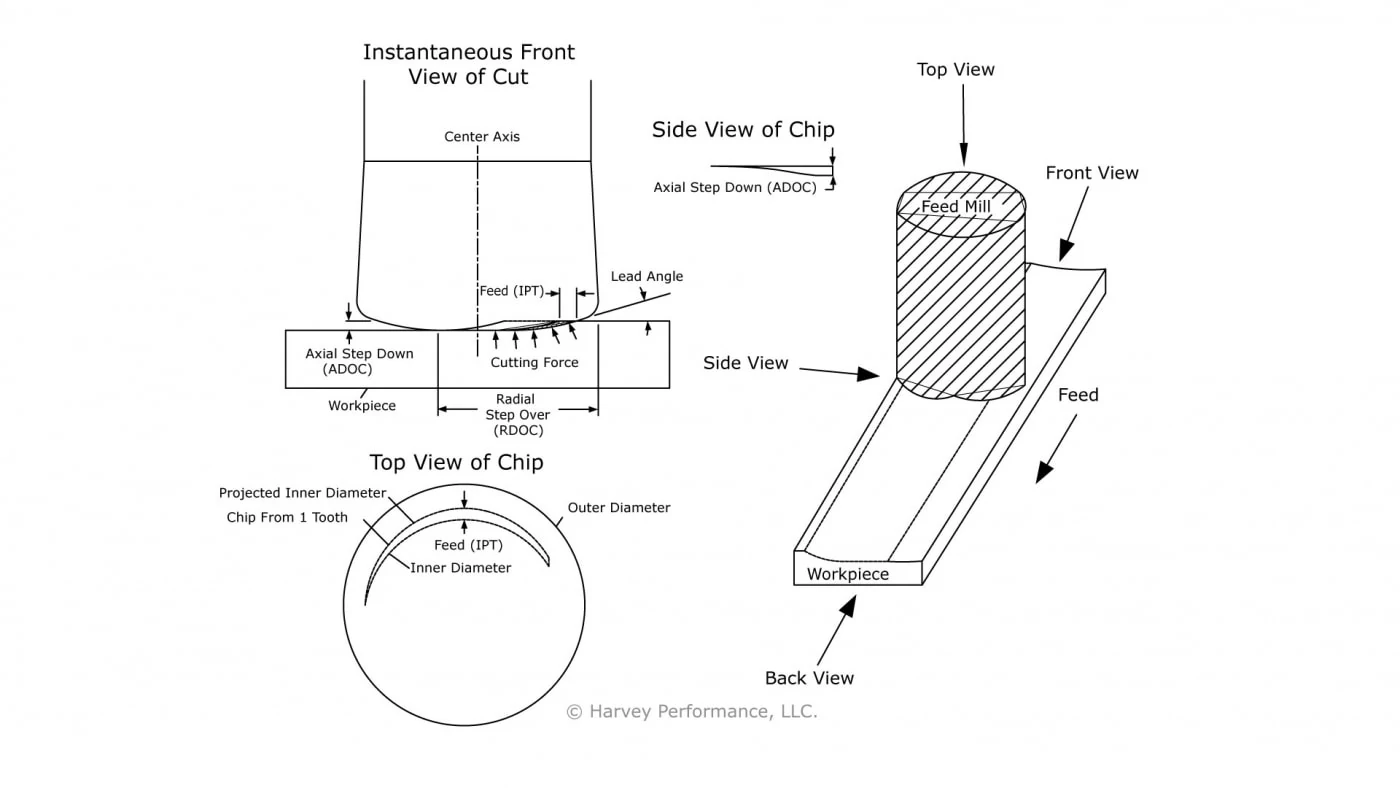
Seperti yang terlihat pada Gambar 1 di bawah, ketika High Feed End Mill dipasang dengan benar pada benda kerja, sudut timah rendah, dikombinasikan dengan kedalaman potong aksial yang rendah, mentransfer sebagian besar gaya potong ke atas sepanjang sumbu tengah pahat. Jumlah gaya radial yang rendah memungkinkan jangkauan yang lebih panjang untuk digunakan tanpa efek samping dari obrolan, yang akan menyebabkan kegagalan pahat. Hal ini bermanfaat untuk aplikasi yang membutuhkan gaya radial yang rendah, seperti pengerjaan dinding tipis atau pembentukan kantong dalam.
Pabrik Pakan Memiliki Tarif Pakan yang Agresif
Gambar 1 juga menggambarkan snapshot seketika dari chip yang terbentuk saat digunakan dalam jalur alat roughing yang tepat. Perhatikan bagaimana chip (ditandai dengan garis diagonal) menipis saat mendekati sumbu tengah alat. Ini karena geometri melengkung dari tepi bawah. Karena fenomena penipisan chip ini, umpan pahat harus ditingkatkan sehingga pahat secara aktif terlibat dalam pemotongan dan tidak bergesekan dengan benda kerja. Menggosok akan meningkatkan gesekan, yang pada gilirannya meningkatkan tingkat panas di sekitar zona pemotongan dan menyebabkan keausan pahat dini. Karena alat ini memerlukan peningkatan beban chip untuk mempertahankan ujung tombak yang layak, alat ini diberi nama “Pabrik Umpan Tinggi”.

Fenomena Lain Akibat Geometri Lengkungan Tepi Bawah
Geometri melengkung dari tepi bawah juga sanksi untuk tindakan berikut terjadi:
- Radius yang dapat diprogram ditambahkan ke jalur alat CAM
- Scallop yang terbentuk saat menghadapi operasi
- Chip dengan bentuk berbeda yang dibuat selama aplikasi slotting, dibandingkan dengan roughing HEM
Radius yang Dapat Diprogram
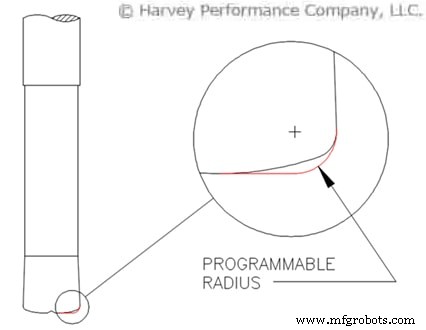
High Feed End Mills dari Helical Solutions memiliki desain tepi bawah radius ganda. Karena itu, profil yang tepat tidak dapat dengan mudah diprogram oleh beberapa perangkat lunak CAM. Oleh karena itu, radius teoretis digunakan untuk memungkinkan integrasi yang mudah. Cukup program jalur alat bullnose dan gunakan jari-jari teoritis (lihat di bawah pada Gambar 2) dari tabel dimensi sebagai jari-jari sudut.
Mengelola Kerang
Kerang adalah puncak bahan yang ditinggalkan oleh alat pemotong dengan profil melengkung. Tiga faktor utama yang menentukan tinggi dan lebar kerang adalah:
- Kedalaman Potongan Aksial
- Kedalaman Potongan Radial
- Kelengkungan Tepi Bawah atau Sudut Timbal
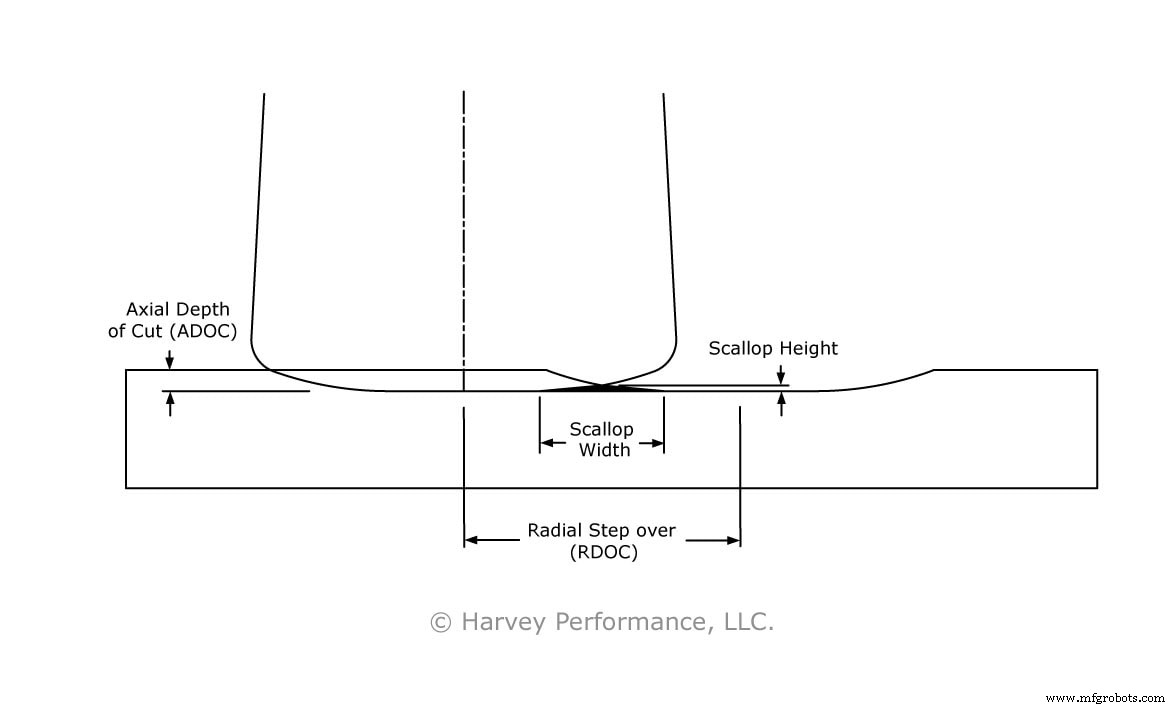
Gambar 3 di bawah ini adalah penggambaran profil scallop dari potongan roughing tipikal dengan 65% radial step over dan 4% kedalaman aksial potong. Daerah yang diarsir mewakili scallop yang tertinggal setelah 2 roughing pass dan berjalan sejajar dengan jalur pahat.
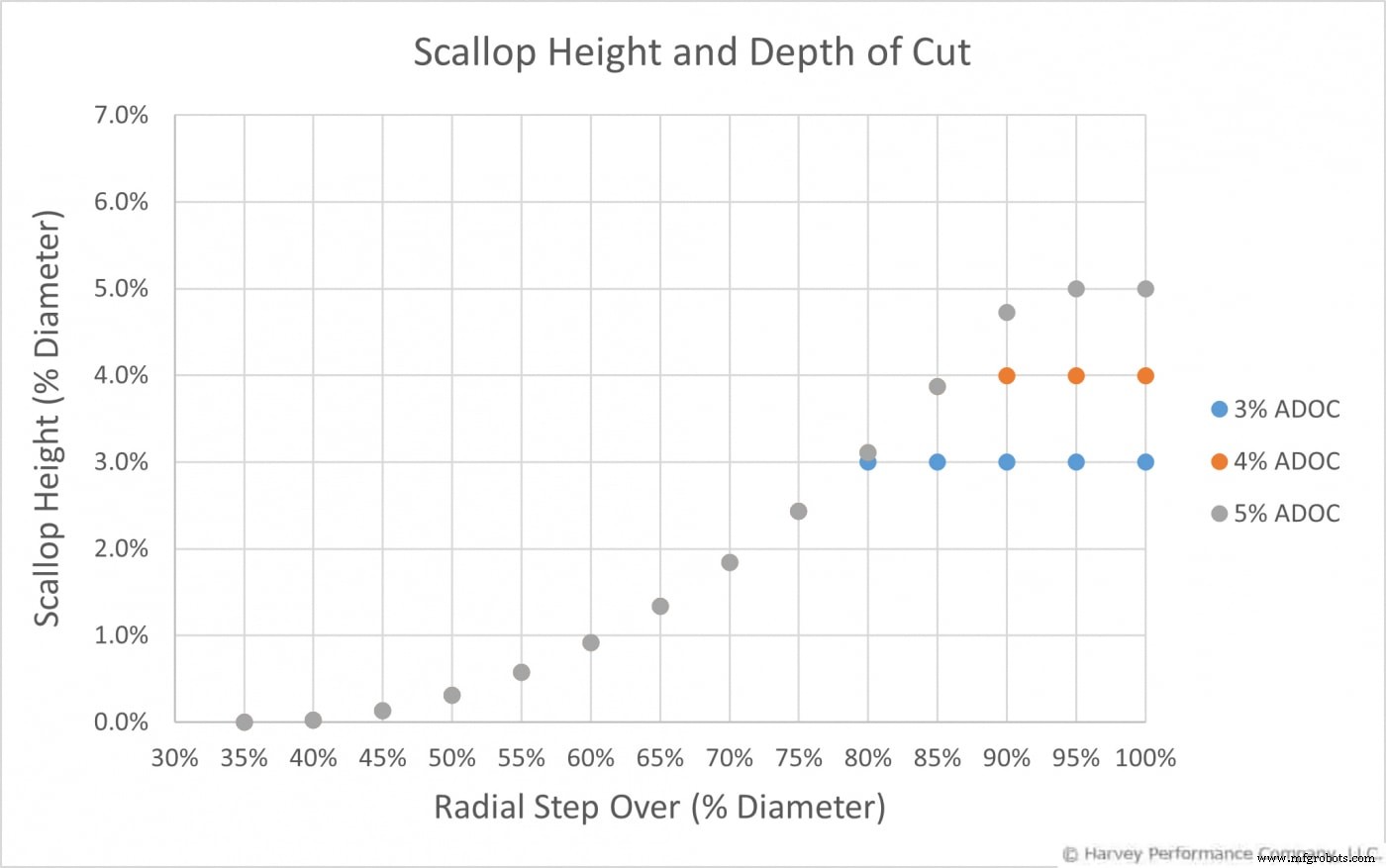
Gambar 4 dan 5 menunjukkan pengaruh kedalaman pemotongan radial dan aksial terhadap tinggi dan lebar kerang. Angka-angka ini harus dilihat dalam konteks Gambar 3. Persentase berdasarkan diameter digunakan daripada satuan pengukuran standar untuk menunjukkan bahwa efek ini dapat diprediksi pada ukuran alat apa pun. Gambar 4 menunjukkan bahwa scallop mulai terbentuk ketika pahat diprogram untuk memiliki langkah radial antara 35% dan 40%. Ketinggian meningkat secara eksponensial sampai dimaksimalkan pada kedalaman aksial potong. Gambar 5 menunjukkan bahwa terdapat hubungan linier antara radial step over dan lebar scallop. Tidak ada hubungan yang terlihat antara lebar scallop dan kedalaman aksial potongan selama ADOC dan jari-jari kelengkungan ujung tombak bawah tetap konsisten.
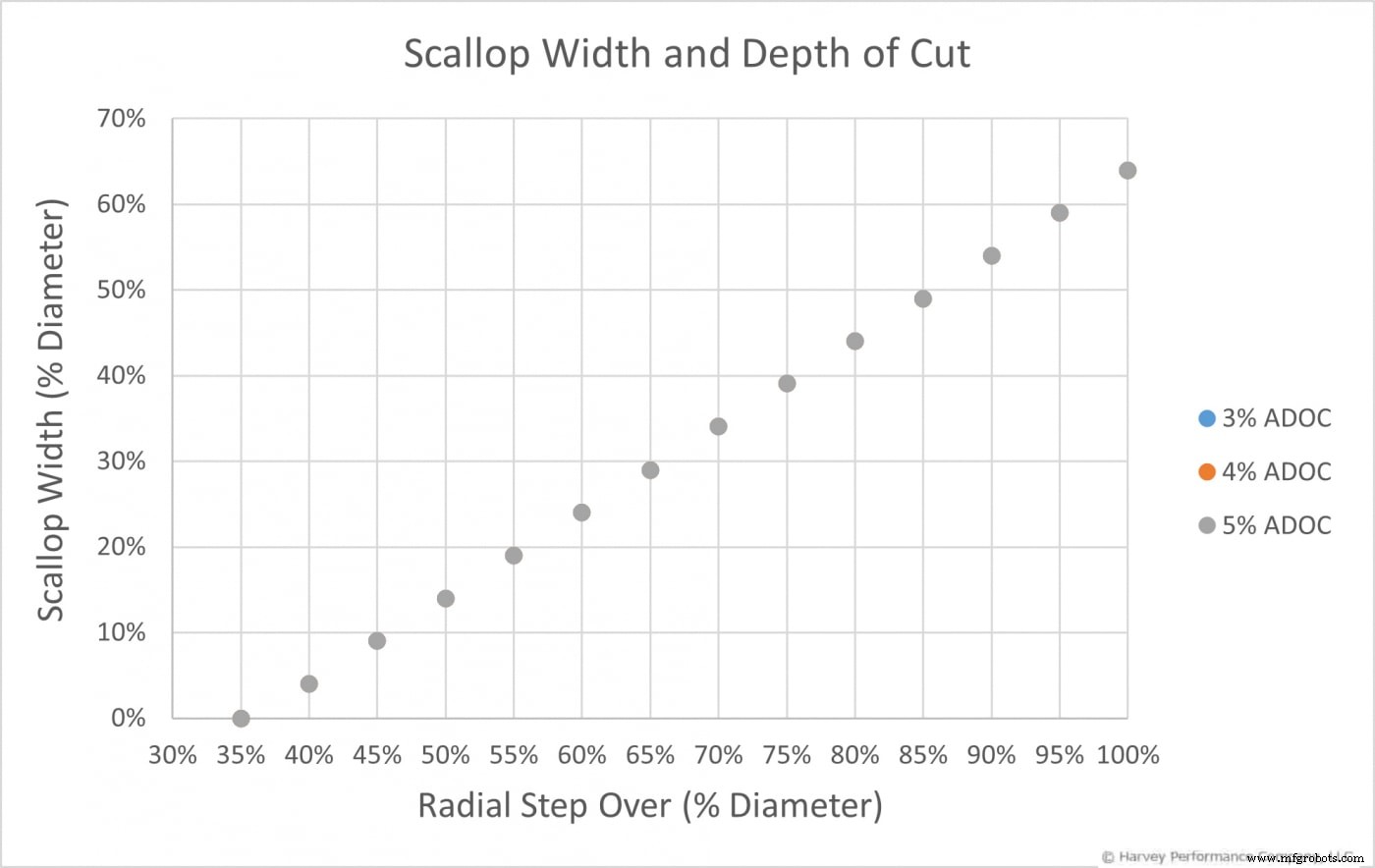
Dari grafik pada Gambar 4 dan 5 kita mendapatkan persamaan berikut untuk dimensi kerang.
Catatan tentang persamaan ini:
- Persamaan ini hanya berlaku untuk Helical Solutions High Feed End Mills
- Persamaan ini adalah perkiraan
- Persamaan tinggi scallop tidak akurat setelah kedalaman aksial pemotongan tercapai
- RDOC adalah persentase diameter (.55 x Diameter, .65 x Diameter, dll…)
Kelengkungan Tepi Bawah Pabrik Ujung Pakan Tinggi
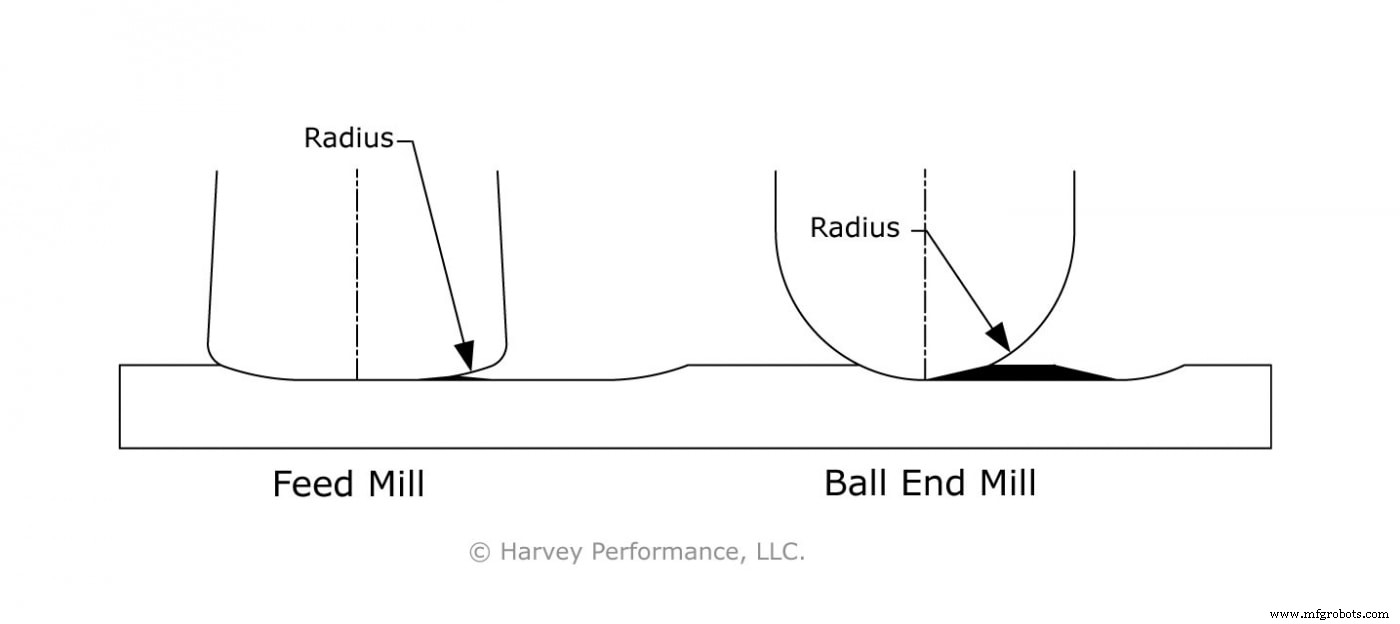
Semakin kecil jari-jari kelengkungan, semakin besar tinggi kerang. Misalnya, radius parsial yang besar dari ujung tombak bagian bawah Helical Solutions High Feed End Mill akan meninggalkan scallop yang lebih kecil jika dibandingkan dengan ball end mill yang diprogram dengan jalur pahat yang sama. Gambar 6 menunjukkan perbandingan berdampingan antara ball end mill dan high feed mill dengan kedalaman potong radial dan aksial yang sama. Lebar dan tinggi scallop terlihat lebih besar untuk ball end mill karena radius kelengkungannya lebih kecil.
Slot Penuh
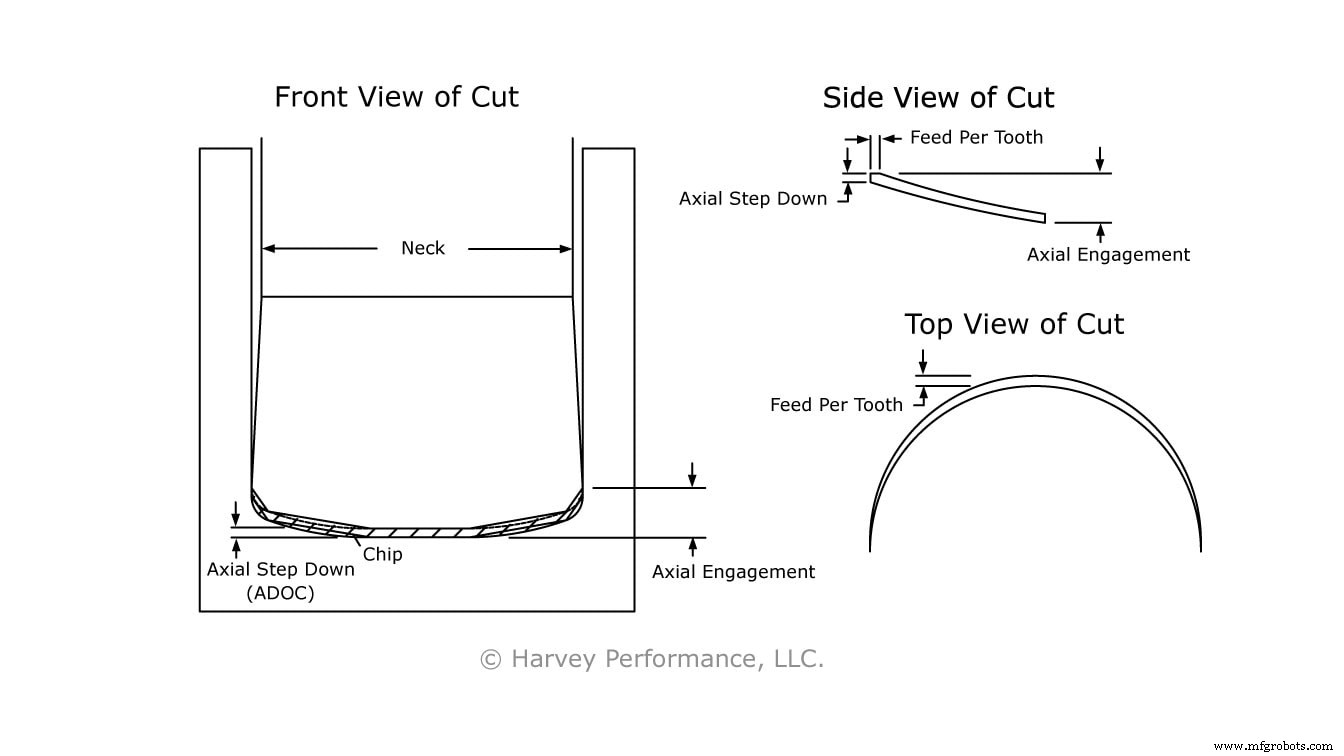
Saat slotting, laju pengumpanan harus sangat dikurangi relatif terhadap pengasaran karena sebagian besar dari ujung tombak bawah digunakan. Seperti yang ditunjukkan pada Gambar 7, aksial step down tidak sama dengan aksial engagement. Setelah terlibat dalam slot penuh, chip menjadi bentuk yang kompleks. Saat melihat chip dari samping, Anda dapat melihat bahwa alat ini tidak memotong keseluruhan pengikatan aksial pada satu titik waktu. Chip mengikuti kontur pada potongan slot berupa tepi bawah pahat. Karena fenomena ini, chip turun ke titik terendah dari slot dan kemudian kembali ke titik tertinggi dari keterlibatan aksial di sepanjang sisi. Ini menciptakan chip tipis panjang yang dapat menyumbat lembah kecil seruling pada pahat, yang menyebabkan kegagalan pahat prematur. Hal ini dapat diatasi dengan mengurangi laju umpan dan meningkatkan jumlah cairan pendingin yang digunakan dalam pengoperasian.
Ringkasnya, profil melengkung dari tepi bawah pahat memungkinkan laju pengumpanan yang lebih tinggi saat penggilingan pakan tinggi, karena efek penipisan chipping yang diciptakannya dengan sudut timah yang rendah. Sudut timah rendah ini juga mendistribusikan gaya potong secara aksial daripada radial, mengurangi jumlah obrolan yang mungkin dialami pabrik akhir normal dalam kondisi yang sama. Teknisi harus berhati-hati karena tepi bawah yang melengkung juga memungkinkan pembentukan scallop, memerlukan radius yang dapat diprogram saat menggunakan beberapa paket CAM, dan membuat slotting hampir tidak seproduktif operasi roughing.


