Contoh Program Contoh Fanuc G72 Facing Cycle Single-line-format
Karena siklus kalengan untuk mesin cnc terlihat sulit untuk dipelajari dan diprogram untuk ahli mesin cnc tingkat pemula, tetapi hasilnya akan terbayar dalam jangka panjang.
Karena siklus kalengan membuat masinis cnc hidup mudah karena dengan mengubah beberapa parameter, Anda dapat sepenuhnya mengubah perilakunya sesuai dengan kebutuhan pemesinan Anda.
Berikut adalah contoh kode program cnc yang mendemonstrasikan penggunaan dan pemrograman Fanuc G72 Facing Cycle.
Fanuc G72 Menghadapi Siklus
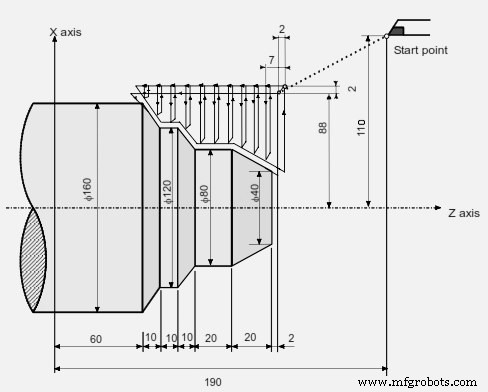
Siklus permukaan Fanuc G72 digunakan untuk menghilangkan material berlebih dari permukaan komponen dengan membuat potongan dalam arah traverse (sumbu X).
Terkait:
- G72 Menghadapi Format Siklus Satu Baris untuk Fanuc 10T 11T 15T
- Siklus Menghadapi Fanuc G72 – Penghapusan Stok dalam Menghadapi format garis ganda
Contoh Program
Contoh Program Fanuc G72 Menghadapi Siklus
N011 G50 X220.0 Z190.0
N012 G00 X176.0 Z132.0
N013 G72 P014 Q019 U4.0 W2.0 D7000 F0.3 S550
N014 G00 Z56.0 S700
N015 G01 X120.0 W14.0 F0.15
N016 W10.0
N017 X80.0 W10.0
N018 W20.0
N019 X36.0 W22.0
N020 G70 P014 Q019
Seperti kode di atas menunjukkan kontur pemesinan dari N014 hingga N019 seperti yang diberikan dengan G72 P014 Q019
Siklus kalengan G72 masing-masing akan mengambil potongan D7000 (7mm).
Tunjangan penyelesaian di sumbu X adalah U4.0 dan di sumbu Z adalah W0.2
Selama siklus kaleng, umpan pahat akan menjadi F0.3 dan kecepatan spindel akan menjadi S550 seperti yang diberikan di blok N013
Setelah penyelesaian siklus kalengan, siklus penyelesaian G70 disebut dengan nomor blok yang sama dengan P014 Q019.
Pengumpan dan kecepatan spindel akan bertindak normal seperti program cnc normal,
Karena kecepatan spindel akan menjadi S700 yang diberikan di blok N014
dan umpan alat akan menjadi F0,15 seperti yang diberikan di blok N015 (umpan ini akan aktif di seluruh G70 karena tidak ada laju umpan lain yang diberikan di blok selanjutnya)


