Fanuc G73 Kecepatan Tinggi Peck Drilling Cycle – Chip Break Drilling Cycle
Siklus Pengeboran Kecepatan Tinggi Fanuc G73
Fanuc G73 Siklus Peck Drilling Berkecepatan Tinggi melakukan pengeboran peck berkecepatan tinggi. Ini melakukan umpan pemotongan intermiten ke dasar lubang sambil mengeluarkan keripik dari lubang. 
Siklus Pengeboran Peck Kecepatan Tinggi Fanuc G73 juga disebut Siklus Pengeboran Pecah Chip Fanuc G73. Fanuc G73 High Speed Peck Drilling Cycle digunakan pada kontrol Fanuc dengan mesin CNC Milling.
Pemrograman
G73 X Y Z R Q F K
G73 adalah kode modal G jadi tetap berlaku sampai dibatalkan.
Parameter
| Parameter | Deskripsi |
|---|
| XY | Data posisi lubang |
| Z | Kedalaman-Z (umpankan ke kedalaman-Z mulai dari bidang R) |
| R | Jarak dari level awal ke titik level R (Posisi bidang R) |
| Q | Kedalaman potongan untuk setiap pakan pemotongan (kedalaman setiap kecupan) |
| F | Memotong laju gerak makan |
| K | Jumlah pengulangan (jika diperlukan) |
Operasi Siklus
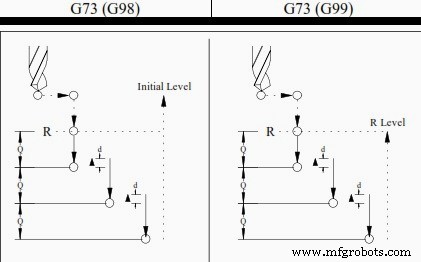
Pahat mencelupkan ke dalam benda kerja untuk infeed Q, mendorong kembali (retraksi) 1 mm untuk memecahkan chip, mencelupkannya lagi, hingga kedalaman akhir tercapai, lalu memendek dengan pengumpanan cepat. Pencabutan Jumlah pencabutan dapat diatur dalam parameter 5114
G98 G99
Saat G98 aktif, sumbu Z akan kembali ke posisi awal (bidang awal) saat menyelesaikan satu operasi. Saat G99 aktif, sumbu Z akan dikembalikan ke titik R (bidang) saat siklus kaleng menyelesaikan satu lubang. Kemudian mesin akan pergi ke lubang berikutnya. Umumnya, G99 digunakan untuk operasi pengeboran pertama dan G98 digunakan untuk operasi pengeboran terakhir
Batalkan G73
Untuk membatalkan siklus kalengan Fanuc G73, gunakan G80 atau kode grup 01 G. Grup 01 Kode G G00 :Positioning (rapid traverse) G01 :Interpolasi linier G02 :Interpolasi melingkar atau interpolasi heliks (CW) G03 :Interpolasi melingkar atau interpolasi heliks (CCW)
Contoh Program
Kode contoh Fanuc G73 Chip Break Drilling Cycle berikut menunjukkan cara menggunakan siklus pengeboran G73 dan cara menggunakan G-code G98 dan G99 dengan siklus G73.
M3 S2000
G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120.
Y–550.
Y–750.
X1000.
Y–550.
G98 Y–750.
G80 G28 G91 X0 Y0 Z0
M5


