MMF #5:Panduan Menyematkan Komponen dalam Bagian Cetakan 3D
Fitur Mekanik Markforged [MMF] adalah serangkaian posting blog yang merinci praktik terbaik untuk merancang bagian teknik tradisional umum dan fitur mekanis untuk pencetakan 3D yang diperkuat komposit dengan printer Markforged.
Minggu lalu, kami mengeksplorasi mur overprinting sebagai metode untuk koneksi yang kuat dalam kekuatan industri komponen cetak 3D Anda. Dalam posting ini, kami akan mengambil langkah lebih jauh:dengan menggunakan pencetakan berlebih untuk merancang bagian multi-material ketika bahan yang berbeda diperlukan dalam komponen yang berbeda dari suatu bagian. Sebagai gambaran singkat, proses overprinting cukup sederhana. Anda memulai pencetakan, menjedanya di tengah jalan, menyematkan komponen ke dalam tugas cetak 3D, lalu melanjutkan pencetakan, memungkinkannya mencetak 3D di atas komponen yang telah Anda sematkan.

Ini dapat digunakan untuk mengembangkan produk yang lebih terintegrasi, dengan komponen elektronik yang tertanam di bagian cetakan 3D, dapat digunakan ketika dua bahan diperlukan dalam komponen yang sama untuk sifat bahan yang diinginkan, atau, dalam kasus yang akan saya jelaskan di bawah, dapat digunakan untuk prototipe bagian yang akan dibuat dengan proses manufaktur yang lebih mahal sebelum berkomitmen untuk jumlah batch yang besar. Untuk postingan ini, saya telah mendesain tang cetak 3D dengan rahang yang dapat disesuaikan dan pegangan yang ergonomis.
Untuk tang ini, saya menginginkan tubuh yang kaku, tetapi pegangan yang nyaman. Onyx agak kasar untuk genggaman tetapi cukup kaku (terutama dengan penguat serat), jadi saya menggunakan Onyx dan fiberglass untuk mencetak 3D badan tang dan rahang tang dan pegangan cetak 3D nilon yang nyaman dan kuat.
Merancang untuk pencetakan berlebih pada dasarnya bercabang dari desain untuk perakitan:bagaimana Anda bisa membuat komponen menjadi mudah dan cepat? Karena Anda menyematkan komponen di tengah-tengah cetak, dan printer memerlukan permukaan datar untuk mencetak dan kepala cetak tidak boleh bersinggungan dengan bagian yang disematkan, mendesain untuk pencetakan berlebih akan menghasilkan desain rongga yang baik. Jadi, inilah panduan tentang pemodelan dan komponen pencetakan 3D dengan komponen yang disematkan.
Mendesain Kekosongan:
Saat mendesain untuk pencetakan berlebih, seperti yang saya sebutkan sebelumnya, Anda akan menyematkan bagian dalam kekosongan. Saat Anda memulai desain bagian Anda, Anda harus memikirkan bagian wajah mana yang akan dicetak dari awal, karena Anda harus mengetahui hal ini untuk menyematkan bagian dengan benar. Untuk bagian ini, saya ingin menyematkan badan utama salah satu sisi tang ke dalam grip. Semua bagian ini dicetak 3D, tetapi hanya pegangan yang harus digunakan untuk kasus ini. Jika Anda mencetak bagian yang berlebihan, Anda mungkin memerlukannya untuk sepenuhnya muat di dalam bagian yang dicetak, atau seperti dalam kasus set tang ini, Anda mungkin hanya ingin menempatkan bagian dari bagian tersebut, dalam hal ini Anda akan membutuhkan tulang rusuk. atau fitur lain untuk membuat bagian tetap dibatasi, seperti yang ditunjukkan di bawah ini.

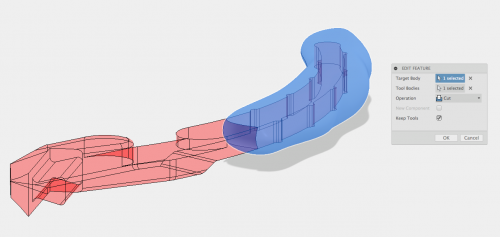
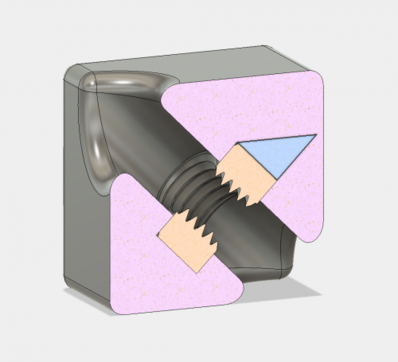
Untuk membuat kekosongan, Anda memerlukan model CAD yang bagus dari kedua bagian yang akan Anda cetak 3D dan bagian yang akan Anda sematkan, kemudian membuat kekosongan itu semudah membuat operasi boolean:kurangi bagian yang akan Anda sematkan dari 3D bagian yang dicetak. Jika bagian yang Anda sematkan memiliki tepi atas fillet atau chamfered, fitur tersebut harus dihilangkan dari bagian yang Anda cetak 3D – langit-langit datar diperlukan.
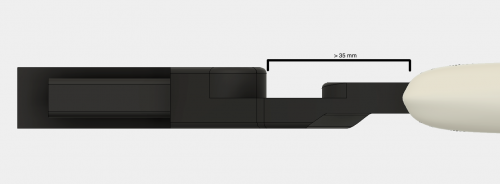
Di CAD, Anda juga perlu memeriksa fitur di bagian tertanam yang akan berpotongan dengan pelat pembuatan atau kepala ekstruder. Jika bagian dari bagian yang Anda sematkan menonjol di atas rongga, ada kemungkinan pelat pembuat akan mengenainya. Untuk menjelaskan hal ini, Anda harus mencoba memastikan bahwa bagian yang Anda sematkan memiliki permukaan atas yang rata, atau bahwa ekstrusi cukup jauh sehingga tidak ada kemungkinan kepala ekstruder akan mengenainya, dengan mempertimbangkan semua gerakan kepala ekstruder, termasuk pemeriksaan zeroing dan dislokasi. Pada printer 3D komposit Mark Two, nozel plastik berjarak sekitar 35 mm dari depan print head, jadi fitur apa pun di bagian tertanam Anda lebih dekat daripada yang mungkin terkena print head. Dalam kasus ini, Anda harus mengarahkan bagian Anda sedemikian rupa. bahwa bagian yang tertanam menjorok ke arah depan printer. Jika menonjol keluar dari samping atau belakang, kepala cetak memiliki peluang lebih tinggi untuk menabraknya karena cara kepala cetak nol dan menjalankan pemeriksaan dislokasi. Misalnya, pada tang yang saya rancang, rahangnya dinaikkan lebih tinggi dari rata yang akan dicetak oleh pegangannya. Rahang diberi jarak untuk membersihkan kepala ekstruder, hanya lebih dari 35 mm.
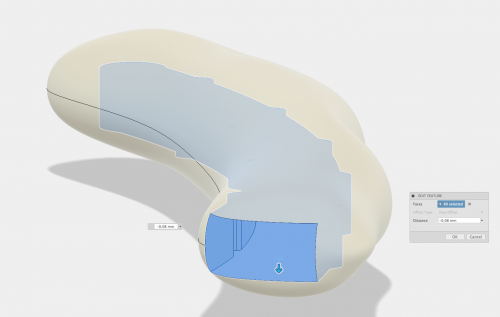
Langkah yang sangat penting untuk diingat saat mendesain bagian cetak 3D Anda adalah memperhitungkan toleransi. Setelah Anda melakukan operasi boolean, Anda harus mengimbangi setiap wajah sekitar 0,08 mm pada setiap wajah untuk memastikan bahwa Anda akan mencapai permukaan rata dengan lapisan bagian ini akan dijeda. Ini juga berlaku untuk dinding rongga – jika Anda tidak dapat memasukkan bagian Anda ke dalam rongga karena rongganya sedikit terlalu kecil, maka Anda tidak akan dapat memperbaikinya kecuali Anda mencetak yang baru! Lebih baik aman daripada menyesal dan rancang rongganya sedikit terlalu besar.
Jika permukaan atas Anda adalah geometri yang aneh, Anda harus mendesain sisipan sekunder untuk ditambahkan ke rongga untuk memastikan kesesuaian yang aman yang terbentuk ke permukaan atas bagian yang disematkan. Proses ini dijelaskan di paruh kedua posting blog kacang tertanam saya dari minggu lalu, dan proses yang sama persis dapat diterapkan untuk komponen lain. Jika Anda tidak ingin melakukan ini, salah satu cara untuk menyiasatinya adalah dengan memiringkan langit-langit rongga di atas bagian yang dimasukkan, tetapi itu berarti komponen tersebut, tergantung pada geometrinya, mungkin longgar di dalam bagian cetakan 3D.
Biasanya, saat mendesain untuk overprinting, saya berusaha menghindari penggunaan material pendukung. Namun, dalam beberapa kasus itu perlu untuk desain, dan itu tidak masalah:bahan pendukung dapat dengan mudah dikeluarkan dari rongga sebelum ditempatkan di komponen tertanam.
Menambahkan jeda di Eiger:
Di menu tampilan internal Eiger, Anda dapat dengan mudah menambahkan jeda setelah lapisan yang dipilih, membuatnya mudah untuk menyematkan bagian ke dalam komponen cetak 3D Anda. Temukan lapisan tepat sebelum atap rongga mulai mencetak, dan klik "Jeda Setelah Lapisan" Pada lapisan itu, Anda dapat mencatat waktu yang diperlukan untuk sampai ke jeda dan menggunakannya untuk menentukan kapan harus check-in pada cetakan Anda pekerjaan.

Ingat, jika suku cadang Anda tidak memerlukan bahan pendukung, sebaiknya matikan penyangga. Namun, jika mereka melakukannya, tidak apa-apa! Anda dapat menghapusnya, seperti yang akan saya jelaskan nanti.

Saat Anda mengarahkan bagian Anda pada pelat build, ingatlah aksesibilitas bagian tersebut. Anda ingin dapat dengan cepat memasukkan bagian dan melanjutkan pencetakan, jadi orientasikan bagian Anda sehingga Anda dapat dengan mudah mencapainya. Untuk bagian ini, saya menempatkannya sepenuhnya di bagian depan sehingga saya dapat dengan mudah menjepit badan tang.

Menambahkan Bagian:
Ketika tiba saatnya untuk menambahkan bagian ke cetakan, waktu dan kecepatan adalah kuncinya. Karena printer Markforged adalah mesin FFF (Fused Filament Fabrication), plastik dipanaskan, diekstrusi, dan didinginkan. Saat mendingin, ia sedikit menyusut, yang, jika pencetakan dihentikan cukup lama, dapat menyebabkan daya rekat lapisan yang jauh lebih lemah pada bidang itu. Saat menempatkan bagian ke dalam pekerjaan cetak, Anda ingin melakukannya secepat mungkin untuk mengurangi risiko ini. Dengan menggunakan Eiger, Anda dapat memperkirakan kapan printer Anda akan dijeda, sehingga Anda dapat muncul tepat waktu dan bersiap ketika printer Anda dijeda. Seperti yang saya jelaskan sebelumnya, materi pendukung mungkin diperlukan karena fitur lain dalam desain Anda. Misalnya, pegangan ini membutuhkan penopang karena memiliki permukaan bawah yang rumit. Dalam kasus saya, kekosongan yang saya rancang akan diisi dengan penyangga, tetapi itu tidak masalah – jika ini terjadi, Anda dapat menariknya keluar sebelum memasukkan bagian.

Sekarang saatnya untuk menempatkan bagian ke dalam cetakan. Inilah mengapa toleransi sangat penting. Anda perlu memastikan bahwa komponen yang disematkan benar-benar rata atau sedikit di bawah lapisan tempat pencetakan dijeda. Jika sedikit terangkat, kepala cetak Anda akan macet pada komponen tertanam dan mengacaukan seluruh hasil cetak, atau filamen akan macet saat mencoba mencetak di atas komponen.
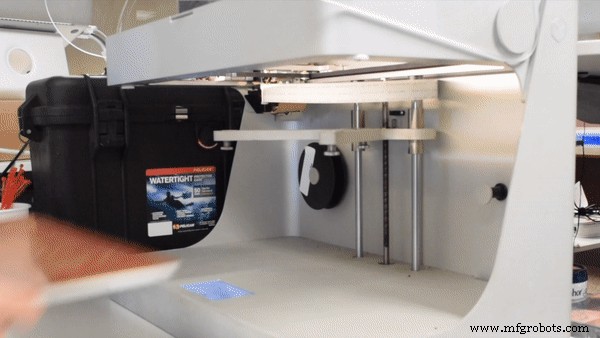
Saat pencetakan berhenti pada printer 3D Markforged, kepala cetak bergerak menyingkir, memungkinkan Anda dengan mudah melepas pelat pembuatan dari printer dan menambahkan bagian Anda. Pelat build yang digabungkan secara kinematis memastikan alas cetak akan langsung kembali ke tempatnya saat Anda ingin melanjutkan.

Jika Anda menambahkan komponen yang bukan merupakan bagian cetakan 3D Markforged, maka Anda perlu menambahkan lapisan lem ke permukaan atas bagian tersebut. Lem ini biasanya diletakkan di pelat pembuatan di awal cetakan untuk membantu adhesi pelat, dan dalam konteks ini kami menggunakannya untuk alasan yang sama persis – nilon akan menempel lebih baik ke permukaan atas bagian.

Dan setelah mencetak dua di antaranya dan memasang pin kecil di sambungannya, kini saya memiliki sepasang tang cetak 3D dengan rahang yang dapat disesuaikan dan dapat ditukar serta pegangan ergonomis!


Jika Anda ingin membuatnya sendiri, ini dia filenya:
Tang dan pin MFP (membutuhkan Onyx dan fiberglass)
Grips MFP (membutuhkan Nylon)
MFP JAW Kustom (memerlukan Nylon)
Tang STL
Sematkan STL
Pegang STL
STL Rahang Khusus
Aplikasi Lain:
Aplikasi dari jangkauan overprinting jauh dan luas karena memungkinkan Anda untuk membuat rakitan terintegrasi yang tidak dapat dibuat dengan cara lain. Meskipun contoh ini menunjukkan penyematan bagian komponen untuk membuat pegangan ergonomis, Anda juga dapat menyematkan seluruh komponen dan aturan yang sama berlaku. Misalnya, Anda mungkin ingin membuat prototipe bagian yang pada akhirnya akan dicetak berlebih, atau Anda mungkin ingin membuat bagian dengan elektronik tertanam untuk sistem elektromekanis terintegrasi. Anda mungkin ingin menyematkan mur atau bantalan tersembunyi ke dalam bagian cetakan 3D, atau membuat bangunan multimaterial dengan printer 3D ekstruder plastik tunggal. Jika Anda telah mencoba mencetak lebih banyak dan menyematkan komponen dalam bagian cetakan 3D, silakan bagikan dengan kami di Twitter, Instagram, atau Facebook!


