Tukang kayu adalah istilah yang biasanya ditemukan dalam pengerjaan kayu, mengacu pada praktik menggabungkan dua potong kayu bersama-sama dengan membatasinya secara geometris. Tukang kayu yang baik menyediakan koneksi yang kuat dengan sedikit bantuan dari pengencang seperti paku atau sekrup. Bengkel kayu berguna karena memastikan koneksi yang kuat dengan proses perakitan yang tidak terlalu rumit. Namun, biasanya melibatkan bentuk rumit yang membutuhkan waktu untuk mendesain dan membuatnya, sedangkan baut dan sekrup hanya memerlukan lubang dan pengencang yang diproduksi secara massal.

Pencetakan 3D berada dalam posisi yang menarik sebagai metode fabrikasi karena pencetakan geometri yang rumit seringkali tidak lebih mahal daripada pencetakan balok. Sebaliknya, pencetakan FDM dibatasi oleh sifat material dan proses pembangunan berlapis-lapis. Jadi mendesain untuk pencetakan 3D memerlukan pola pikir baru, dan bagian dari pola pikir itu adalah memanfaatkan kebebasan geometris printer 3D untuk mengurangi kerumitan dan biaya perakitan akhir. Salah satu cara untuk melakukannya adalah dengan melihat bengkel tukang kayu yang ditemukan untuk pengerjaan kayu dan cetakan injeksi dan menerapkannya pada kendala pencetakan 3D. Di blog ini, saya membahas pemanfaatan sambungan sederhana seperti pas dan pas untuk meningkatkan desain cetak Anda, dilengkapi dengan beberapa contoh.
Pas
Ketika harus membatasi dua bagian, banyak orang berpikir dengan sudut yang benar. Dan ini efisien, terutama ketika memikirkan tentang pemesinan; sudut siku-siku umumnya jauh lebih mudah dan lebih cepat untuk dibuat daripada sudut ganjil, membutuhkan lebih sedikit pengaturan dan tidak ada bit khusus atau tabel pengindeksan. Namun, untuk printer 3D, pas dan dinding lurus semuanya sama. Tanpa usaha ekstra, Anda dapat membatasi tingkat kebebasan lain. Ini sangat berguna di mana saja, baik Anda menginginkan rakitan geser atau sambungan T tanpa pengencang.


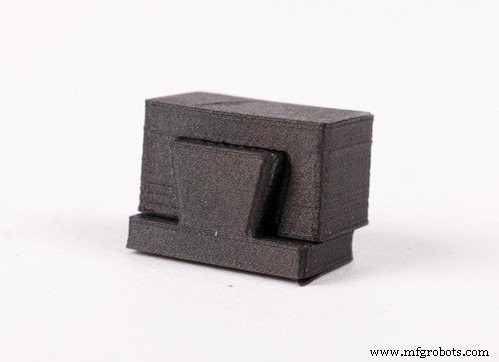
Saat berpikir dalam sudut, ingatlah bahwa bentuk pas yang mapan bukan satu-satunya aplikasi. Kotak geser dua bagian yang ditunjukkan di atas menyelesaikan pengekangan yang sama seperti pas, tetapi lebih terlihat seperti pelat dengan sisi miring. Ini memungkinkannya meluncur bersama dengan separuh kotak lainnya dengan mudah, dan bahkan menyertakan sedikit penahan di ujungnya untuk menutupnya. Bentuk ini akan sangat sulit untuk dibuat dengan cara lain, tetapi dicetak pada Mark Two tanpa bahan pendukung dan mencapai hasil akhir yang pas dan sempurna pada percobaan pertama.
Lihat Panduan Desain Komposit kami
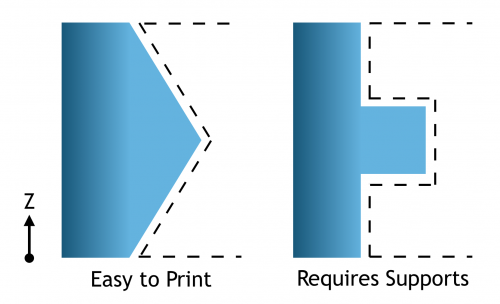
Menjelajahi lebih jauh, geometri bersudut secara umum dapat membantu dalam pencetakan 3D. Misalnya, mencetak profil V menyamping, yang ditunjukkan di bawah di sebelah kiri, dapat membuat batasan yang akan sulit untuk dikerjakan, tetapi mudah untuk dicetak. Sementara itu, sambungan lidah dan alur klasik, seperti yang ditunjukkan di sebelah kanan, sulit dibuat oleh sebagian besar printer karena overhang yang ditimbulkannya. Overhang ini menghasilkan permukaan bawah yang tidak didukung dengan akurasi dimensi yang buruk, dan harus dihindari jika memungkinkan.
Snap Cocok
Metode yang umum digunakan untuk menyambungkan bagian cetakan injeksi dengan murah adalah dengan snap fit. Ini adalah bentuk yang baik untuk plastik karena tetap dalam batasan geometrik pembuatan cetakan dan menggunakan kemampuan plastik untuk berubah bentuk secara elastis dan kemudian kembali ke bentuk semula. Karena snap fit dirancang untuk plastik, mereka dengan mudah diadopsi untuk pencetakan 3D…pada bidang XY. Sebagian besar pengguna printer 3D mengetahui bahwa objek yang dicetak pada printer FDM desktop secara signifikan lebih rentan terhadap kegagalan tegangan di sepanjang sumbu Z (menunjuk keluar dari pelat build) daripada di X dan Y, karena batas antar-lapisan. Karena snap fit biasanya memiliki penampang yang tipis (untuk mengurangi momen lentur klip), snap fit yang dicetak 3D harus dicetak "berbaring" pada pelat build, agar tidak berisiko bergeser setelah digunakan berulang kali.
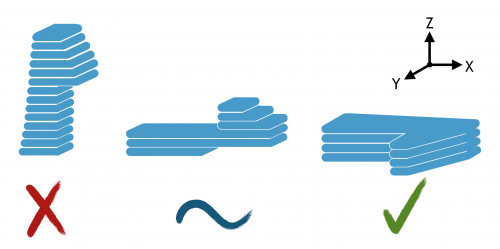
Diagram ini menunjukkan visualisasi berlebihan dari lapisan pas jepret yang dicetak. Saat dicetak tegak (gambar di sebelah kiri), gaya yang membelokkan pas jepret juga menimbulkan ketegangan di antara lapisan, membuatnya lebih mudah pecah. Dicetak di punggungnya (gambar di tengah), snap fit pasti akan lebih kuat, tetapi masih memiliki bidang geser di antara gigi dan lengan. Dicetak berbaring miring (digambarkan di kanan), namun, snap fit tidak memiliki batas lapisan di dalam penampangnya, memberikan kekuatan yang lebih dapat diprediksi. Dan, jika snap fit cukup besar, mencetaknya di sisinya akan memungkinkan serat disalurkan ke gigi, sehingga memanfaatkan kekuatan penuh dari bagian Markforged. Aturan yang sama ini berlaku untuk gigi roda gigi, gigi ratchet, dan tonjolan lain yang perlu menahan beban yang signifikan.
Minta bagian sampel gratis
Ingatlah juga bahwa snap fit dapat mengambil banyak bentuk berdasarkan aplikasi, dan bahwa desain dan orientasi snap fit dapat berubah berdasarkan proyek Anda. Secara khusus, snap fit yang keluar dari printer 3D tidak dibatasi oleh ketebalan atau bentuk cetakan, sehingga Anda dapat berkreasi dengan tempat Anda meletakkannya (lihat di bawah). Printer membuat prototipe menjadi cepat dan mudah, jadi cobalah beberapa geometri sebelum menentukan bentuk akhir.


Menggabungkannya:Dudukan Telepon
Untuk menunjukkan mekanisme geser dan jepret, saya merancang dudukan ponsel ini yang mengaitkan kap Mark Two dan menahan ponsel apa pun dengan lebar antara 2,5 dan 4 inci, sehingga operator dapat merekam video selang waktu atau memantau cetakan sensitif. .

Dudukan telepon ini hanya memiliki tiga bagian, dua antarmuka. Salah satu antarmuka tersebut adalah sambungan puntir yang bertindak sebagai engsel. Meskipun tidak terlihat seperti pas, itu memiliki tujuan yang sama:memungkinkan untuk pas geser yang mudah dicetak, berkat sudut yang saling melengkapi.


Antarmuka lainnya bekerja seperti ratchet linier dengan dinding miring (agar tidak terlepas) dan gigi untuk mengatur lebar dudukannya. Ini akan menjadi antarmuka yang sangat sulit untuk dibuat mesin dengan cara lain, tetapi cukup mudah dan cepat untuk dicetak!



Catatan tentang Toleransi
Seperti apa pun, bengkel tukang kayu membutuhkan desain dalam toleransi Anda. Pada printer 3D komposit Mark Two, untuk sebagian besar tujuan umum, celah 0,08mm antara setiap dinding (diametris 0,16mm) cukup untuk memungkinkan dua bagian secara konsisten mencapai kecocokan geser. Jika salah satu permukaan Anda tertahan oleh material pendukung, coba naikkan celah hingga sekitar 0,15 mm. Tentu saja, bagian cetakan 3D cenderung sangat bervariasi, jadi pastikan untuk menguji unit dan membuat prototipe untuk mencapai kesesuaian yang Anda inginkan.
Ini hanyalah salah satu contoh kecil bagaimana mendesain dengan mempertimbangkan bengkel tukang kayu dapat menghasilkan desain yang lebih sederhana dan lebih sesuai untuk printer 3D Anda. Saat Anda menemukan sambungan yang bagus untuk dicetak, tweet kami @MarkForged untuk membagikan desain Anda!



