Fabrikasi filamen logam yang menyatu (FFF) adalah jenis teknologi pencetakan 3D logam yang paling mudah diakses, mudah digunakan, dan terjangkau. Akibatnya, berbagai industri — seperti dirgantara dan otomotif — telah memanfaatkan FFF logam untuk komponen fungsional pencetakan 3D.
Metal FFF berbasis di sekitar cetakan injeksi logam (MIM), dan menggunakan proses tiga langkah:cetak, debind, dan sinter. Baca entri blog ini untuk mempelajari apa yang terjadi di setiap langkah penting dalam proses pencetakan logam 3D ini.
Proses Pencetakan 3 Langkah Metal FFF
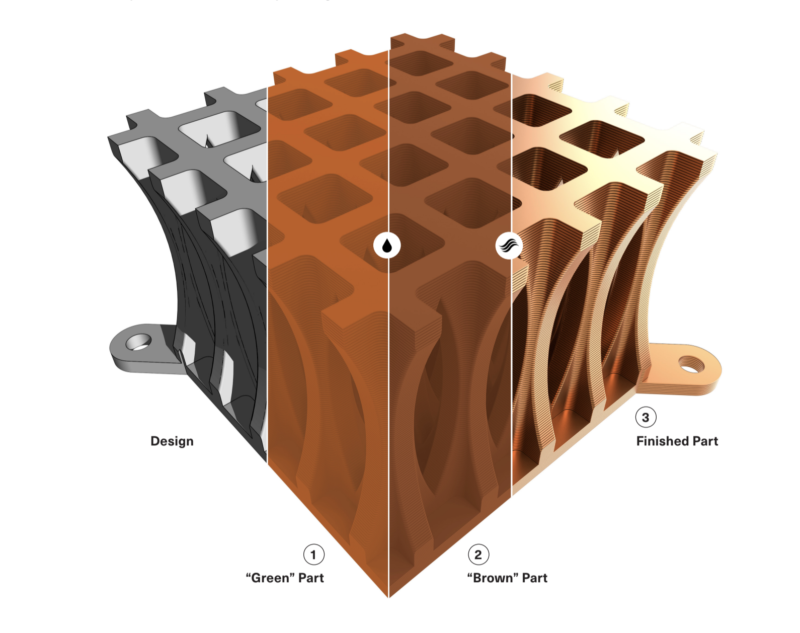
Printer 3D logam ini adalah variasi yang sangat khusus dari printer FFF, dioptimalkan untuk mencetak bahan baku MIM (metal injection molding). Jenis pencetakan ini menciptakan bagian logam "hijau" yang harus dilepas dan disinter sebelum digunakan akhir.
Bagian "hijau" ini selalu ditingkatkan 15-20% dari dimensi bagian akhir untuk memperhitungkan penyusutan berulang dan dapat diprediksi selama sintering.
Mencetak: bubuk logam terikat dalam plastik dicetak lapisan pada suatu waktu ke dalam bentuk bagian Anda. Bagian ditingkatkan untuk mengimbangi penyusutan selama proses sintering, menghasilkan “hijau ” bagian.
Memutuskan: Setelah dicetak, bagian hijau ditempatkan ke stasiun debinding, di mana pelarut organik digunakan untuk melarutkan sebagian besar bahan pengikat plastik. Setelah dicuci, bagian hijau yang dikenal sebagai “coklat ” bagian.
Sintering: Bagian "cokelat" yang sudah dicuci kemudian ditempatkan di tungku, di mana mereka dipanaskan dengan profil khusus bahan — pertama untuk membakar sisa pengikat, kemudian untuk memadatkan bubuk logam menjadi bagian yang sudah jadi.
Langkah 1:Mencetak
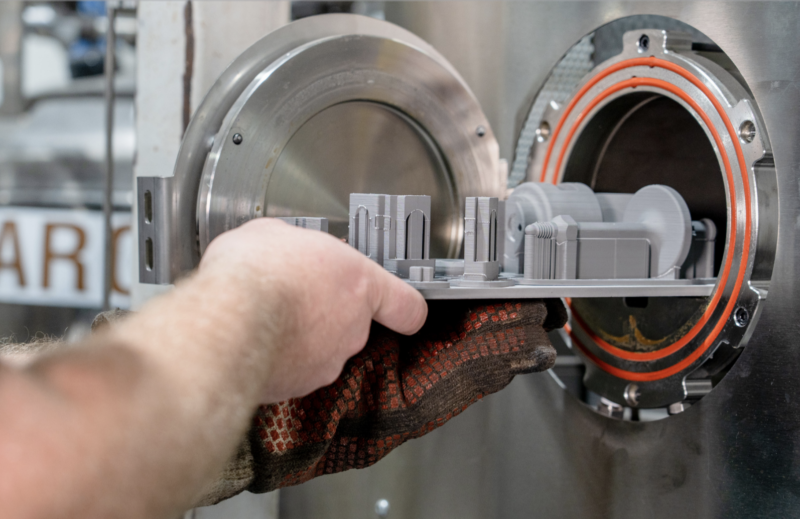
Teknologi pencetakan 3D FFF logam menggunakan proses yang hampir identik dengan printer FFF konvensional. Satu-satunya perbedaan utama adalah bahwa printer FFF logam menggunakan lembaran cetak yang disegel vakum, daripada tempat tidur cetak konvensional.
Untuk pengguna, proses pencetakan meliputi:
Mengiris bagian pada platform perangkat lunak
Menempatkan lembar cetak yang disegel vakum di tempat tidur cetak
Memulai proses pencetakan 3D logam
Melepaskan bagian yang dicetak setelah vakum terlepas
Mengupas bagian "hijau" dari lembar cetak
Ekstrusi Ganda dengan MIM Feedstock: Jenis printer ini mengekstrusi filamen MIM dalam satu nosel, dan filamen antarmuka keramik di nosel lainnya.
Satu nosel ekstrusi dirancang untuk mencetak bahan baku MIM, yang merupakan bubuk logam yang diikat dalam bahan pengikat plastik dua bagian. Ini adalah bahan yang digunakan untuk membentuk bagian itu sendiri, serta penyangga dan rakit. Untuk logam printer 3D industri, Markforged saat ini menawarkan enam penawaran kelas komersial yang berbeda — baja perkakas A2, baja perkakas D2, Inconel 625, Tembaga, baja perkakas H13, dan baja tahan karat 17-4 PH.
Nosel lainnya mencetak bahan pelepas keramik. Ini menyediakan permukaan antara bagian dan penyangga dan rakitnya. Tanpa bahan pelepas ini, bagian logam pencetakan 3D yang memerlukan dukungan tidak akan mungkin dilakukan. Proses sintering mengubah bahan ini menjadi bubuk, yang memungkinkan bagian tersebut mudah dipisahkan dari penyangga.
Langkah 2:Memutuskan
Langkah debinding menghilangkan sebagian besar bahan pengikat. Hasilnya adalah bagian "coklat" yang siap untuk disinter.
Pertama, bagian "hijau" pertama-tama ditempatkan ke dalam bak pelarut yang dipanaskan di stasiun cuci menggunakan larutan pembersih untuk melarutkan bahan pengikat utama. Mesin FFF logam yang ditempa menggunakan Wash-1, solusi pengikatan berbasis pelarut. Ini terutama menggunakan Opteon SF-79 sebagai pelarut, cairan kinerja tinggi yang dirancang untuk menawarkan daya pembersihan yang unggul, efisiensi yang lebih tinggi, dan keamanan dengan cara yang ramah lingkungan.
Secara keseluruhan, proses debinding untuk FFF logam cukup sederhana dan hanya membutuhkan APD dasar. Langkah-langkah pengguna untuk proses debinding meliputi:
Menambahkan bagian hijau ke keranjang cuci
Turunkan ke dalam mesin dengan pelarut dan tutup tutupnya
Membuka tutupnya setelah dicuci, dan mengeluarkan komponen dari keranjang cucian
Menempatkan suku cadang di ruang pengering udara di stasiun cuci
Melepas suku cadang dari stasiun stasiun cuci setelah suku cadang dikeringkan
Jadi, apa yang terjadi pada bagian saat dicuci? Mandi pelarut debinding melarutkan bahan pengikat utama di bagian hijau. Saat melarutkan bahan pengikat, pelarut membuka jalur cairan mikroskopis ke bagian tersebut, yang memungkinkan pelarut mengalir lebih dalam dan lebih larut.
Langkah 3:Sintering
Sintering adalah langkah terakhir yang kritis dari proses pembuatan aditif logam ini.
Sintering menghilangkan bagian "cokelat" dari langkah debinding, membakar sisa pengikat, dan kemudian mensinter bagian pada suhu mendekati leleh. Semua ini dilakukan dalam suasana yang tepat dan terkendali. Proses otomatisnya sangat kompleks dan memerlukan kontrol yang tepat dari lingkungan berenergi tinggi.
Proses sintering melibatkan beberapa tahap kunci. Pertama, bagian tersebut dipanaskan sampai suhu perantara untuk membakar bahan pengikat yang tersisa — yang keluar dari bagian tersebut melalui jalur mikro yang dibuat selama proses pengikatan pelarut. Kedua, bagian dipanaskan hingga suhu sintering di mana ia menyusut dari ukuran "hijau" atau "coklat" yang lebih besar ke ukuran akhir bagian fungsional yang dicetak 3D. Geometri padat menyatu hingga 95%+ porositas sementara pengisi sel tertutup tetap ada. Bahan antarmuka keramik berubah menjadi debu, yang memungkinkan pengguna dengan mudah memisahkan bagian logam yang dicetak 3D dari rakit dan penyangga.
Menggunakan tungku sintering memerlukan langkah-langkah berikut: