Tips untuk Pencetakan 3D:Setelah Pencetakan
Untuk menyelesaikan seri "Kiat untuk Pencetakan 3D", artikel berikut berfokus pada kiat setelah pencetakan 3D, termasuk cara memisahkan bagian dari alas dan membersihkan ekstruder setelah menggunakan bahan yang mengandung serat, yang cenderung menimbulkan kemacetan, seperti PLA-Carbon Fiber.
1. Pisahkan bagian dari alasnya
Saat cetakan 3D selesai, jangka waktu (5-10 menit) harus diizinkan sebelum memisahkan bagian dari alas dan memanipulasinya sehingga cukup dingin dan berada di bawah suhu pelunakan. Jika ini tidak terpenuhi, benda kerja akan berubah bentuk dan akan kehilangan beberapa kualitas finishing. Setelah waktu yang ditentukan sebelumnya, bidak tersebut dapat dipisahkan, membantu, jika memungkinkan, dengan spatula. Jika spatula tidak tersedia, tunggu hingga alas berada pada suhu kamar atau gunakan teknik pendinginan cepat yang belum sempurna, seperti memasukkan alas ke dalam lemari es atau freezer atau menuangkan alas melalui sisi alas yang berlawanan dengan potongan dengan air dingin sampai Anda mendengar bunyi berderit, yang menandakan bahwa bagian dasarnya telah terlepas sebagian dan sudah dapat dipisahkan dengan tangan.
Bila bahan sensitif terhadap perubahan suhu mendadak (ABS atau Nilon), digunakan, penurunan suhu dasar secara bertahap harus dilakukan setelah pencetakan 3D selesai untuk menghindari deformasi pada bagian tersebut. Proses ini dapat dilakukan dengan program seperti Simplify3D, memprogram suhu dasar penurunan dalam interval 5 ºC hingga mencapai suhu lingkungan.
Gambar 1: Spatula BuildTak

Gambar 2: Filamen pembersih Smart Clean
2. Membersihkan ekstruder
Setelah menggunakan bahan abrasif yang mengandung serat dan rawan macet , seperti PLA-Carbon Fiber atau Nylon-Carbon Fiber CF15, pengguna harus membersihkan bagian dalam ekstruder sehingga mereka tidak memadatkan puing-puing filamen ini dan tidak ada kemacetan di masa mendatang. Untuk ini, gunakan filamen pembersih Smart Clean dapat digunakan, bahan yang digunakan pada 10 °C lebih dari suhu filamen cetakan 3D terakhir, sedikit lebih dari 1 meter atau sampai filamen meninggalkan nosel bebas dari kotoran dari bahan 3D sebelumnya kesan. Operasi ini mencegah terjadinya kemacetan dan meningkatkan masa pakai ekstruder.
3. Membersihkan alas
Banyak printer 3D memiliki alas kaca atau jenis alas lain tempat semprotan disemprotkan (3DLac o DimaFix) yang membantu daya rekat bagian selama beberapa pencetakan. Setelah beberapa kali penggunaan, semprotan harus disemprotkan lagi , tetapi tidak sebelum mencuci alas dengan air (lebih baik dingin) dan dengan sabun. Cukup mengoleskan sedikit sabun pada alasnya, sedikit air dan gosok dengan tangan, sudah lebih dari cukup untuk membersihkan alasnya. Terakhir, keringkan dengan kertas dan periksa apakah tidak ada bekas semprotan di alasnya.
4. Periksa dimensi dan hasil akhir karya tersebut
Setelah melepas bagian dari dudukan printer, pemeriksaan keseluruhan dimensi dan penyelesaian harus dilakukan untuk memastikan bahwa printer 3D beroperasi dengan benar. Dengan pengukur seseorang harus mengukur dimensi eksternal dari potongan dan celah internal jika ada, jika ini tidak benar, kalibrasi printer 3D, terutama alas dan langkah motor harus diperiksa. Jika permukaan akhir tidak bagus, kemungkinan suhu pencetakan yang digunakan tidak benar atau extruder (atau nozzle) kotor atau dalam kondisi buruk.
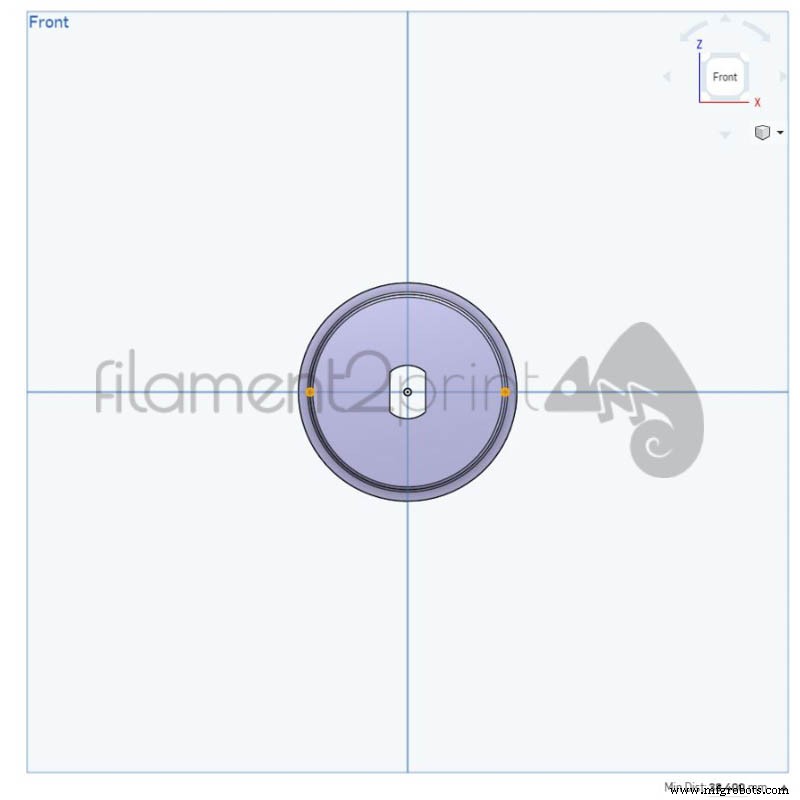
Gambar 3: Pengukuran diameter teoretis

Gambar 4: Pengukuran diameter sebenarnya
5. Finishing permukaan
Saat membuat bagian yang memerlukan penyelesaian permukaan yang bagus, beberapa teknik penyelesaian, seperti mengoleskan aseton atau uap aseton (berlaku hanya untuk komponen yang terbuat dari ABS) atau mengaplikasikan beberapa produk akhir seperti lapisan resin epoksi (XTC) yang, sebagai tambahan, memungkinkan untuk mengampelas atau mengecat a posteriori dan dengan demikian mendapatkan hasil akhir yang praktis mulus sehingga lapisan dalam karya tersebut tidak dihargai.
Vídeo 1:Finishing permukaan dengan XTC
Artikel ini menyimpulkan rangkaian "Tips untuk pencetakan 3D", yang mengungkap masalah paling umum sebelum, selama dan setelah pencetakan 3D FDM/FFF dan menjelaskan solusi utama untuk menghindari atau menyelesaikannya.


