Tips untuk Pencetakan 3D:Selama pencetakan
Mengikuti artikel sebelumnya, di bawah ini adalah tip paling penting selama pencetakan 3D untuk menghindari kesalahan dan kegagalan, seperti kemacetan di ekstruder atau bengkok dan retak, yang dihasilkan oleh draf di luar printer 3D.
1. Pisahkan dari draf
Printer 3D saat ini di luar udara adalah penyebab banyak kegagalan dalam tayangan 3D. Ini karena aliran udara menyebabkan penurunan suhu secara tiba-tiba di bagian yang dapat menyebabkan retak atau bengkok , terutama bila pengguna menggunakan bahan halus seperti ABS. Untuk menghindari masalah ini, printer 3D harus ditempatkan di ruangan tanpa angin , pintu dan jendela tertutup, terutama jika printer 3D tidak memiliki casing pelindung.

Gambar 1:Bengkok

Gambar 2:Crack
2. Suhu luar ruangan yang memadai
Semua mesin memiliki kisaran suhu sekitar di mana mereka harus bekerja. Dalam hal printer 3D terpengaruh saat beroperasi pada suhu tinggi dan jika langsung memengaruhi sinar matahari, dapat menyebabkan dari kegagalan dalam pencetakan 3D, untuk memperlambat pengoperasian elektronik karena kepanasan pada driver. Untuk alasan ini, printer 3D harus ditempatkan di lingkungan sedang (maksimum 30 °C) , kering, bebas dari debu dan sinar matahari yang langsung mempengaruhi printer 3D.
3. Hindari sengatan listrik
Sangat jarang masalah ini terjadi pada pengguna printer 3D, tetapi ketika itu terjadi, printer berhenti bekerja sepertinya tanpa alasan , seolah-olah opsi untuk menghentikan pencetakan telah dipilih. Ini terjadi karena elektronik printer 3D, khususnya mikroprosesor, diblokir oleh arus -menghentikan pencetakan. Untuk mencegah masalah ini, gunakan stopkontak listrik khusus untuk printer 3D dan hindari beberapa basis stopkontak, yang saat menyambungkan dan melepaskan peralatan listrik dapat menyebabkan sengatan listrik ini.
4. Hindari kemacetan di ekstruder
Sebagian besar filamen yang digunakan untuk pencetakan 3D terbuat dari plastik, yang biasanya bermuatan statis. Beban ini menarik banyak partikel debu dan kotoran , yang dapat menyebabkan kemacetan dan keausan ekstruder lebih cepat , terutama nozel. Solusi yang ideal adalah menggunakan pembersih filamen profesional (busa Voltivo), yang menghilangkan beban statis dan kotoran yang mungkin dimiliki filamen.
5. Suhu konstan
Selama pencetakan 3D, pengguna harus memeriksa apakah suhu ekstruder dan alas yang menandai layar printer 3D sudah benar dan bahwa tidak ada variasi lebih dari +/- 4 °C yang dihasilkan. Jika ini terjadi, biasanya karena kabel yang buruk atau koneksi yang buruk ke papan pengontrol printer 3D. Untuk menemukan masalahnya, pertama-tama harus diverifikasi bahwa pengkabelan tidak ada goresan atau kerusakan , terutama di bagian di mana kabel bersentuhan dengan beberapa bagian printer 3D yang bergerak. Jika masalahnya bukan pada kabel, periksa kondisi konektor pada papan yang mengalirkan listrik ke ekstruder dan ke alas. Untuk mengatasi masalah ini Anda harus mengganti komponen yang buruk dengan yang baru. Jika harus mengganti papan pengontrol , disarankan agar selalu oleh yang asli atau yang direkomendasikan oleh produsen printer 3D.

Gambar 4:Kreator 3D
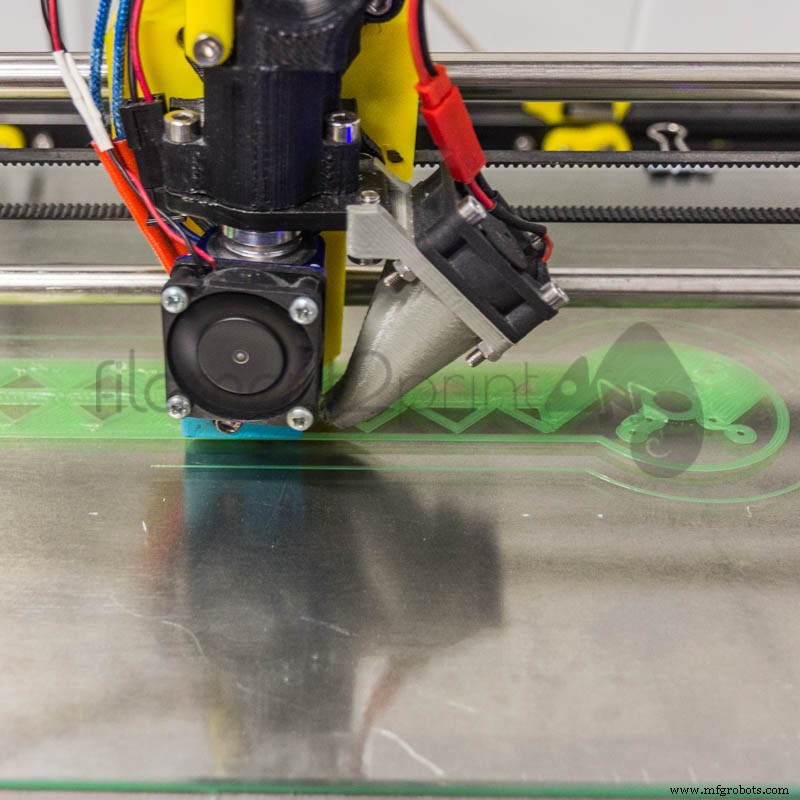
Gambar 5:Lapisan pertama
6. Amati daya rekat lapisan pertama
Tip terakhir ini adalah yang paling sederhana dan sekaligus yang paling penting selama pencetakan 3D. Pengguna harus mengamati lapisan pertama dari setiap tayangan 3D dan pastikan menempel dengan sempurna ke alasnya. Jika hal itu tidak terjadi, biasanya karena parameter suhu dasar panas tidak benar atau tingkat dasar yang buruk. Untuk mengetahui cara meratakan dan mengkalibrasi alas printer 3D, Anda dapat membaca artikel berikut: Meratakan dan mengkalibrasi alas printer 3D.
Ini adalah poin utama yang harus dikontrol selama pencetakan 3D untuk menghilangkan banyak kesalahan yang biasanya ditemui dalam proses pencetakan 3D (FDM/FFF).


