Kiat Desain untuk Pencetakan 3D Stereolitografi
Stereolithography (SLA) adalah proses pembuatan dan pembuatan prototipe yang serbaguna dan berkualitas tinggi. Meskipun kurang banyak digunakan daripada teknologi manufaktur aditif berbasis ekstrusi seperti Fused Deposition Modeling (FDM), SLA sebenarnya adalah inkarnasi asli dari pencetakan 3D, pertama kali muncul pada 1980-an. Saat ini, printer SLA desktop telah dipopulerkan oleh merek seperti Sistem 3D dan Formlabs, dan teknologi tersebut digunakan untuk membuat segalanya, mulai dari cetakan perhiasan hingga produk gigi.
Dengan layanan pencetakan 3D 3ERP yang efisien, membuat produk atau prototipe menggunakan SLA menjadi mudah, dan keuntungannya banyak. Pertama, mencetak objek menggunakan printer SLA adalah proses yang sangat cepat, jauh lebih cepat daripada pencetakan berbasis ekstrusi. Lebih baik lagi, hasil akhir pada bagian yang dicetak seringkali sangat halus dibandingkan dengan FDM, terkadang sangat halus bahkan tidak memerlukan pasca-pemrosesan. Keuntungan lain dari SLA adalah banyaknya pilihan pewarnaan yang mencakup bahan tembus pandang, yang secara besar-besaran membuka kemungkinan desain untuk bagian yang dicetak.
Bagaimana cara kerja SLA?
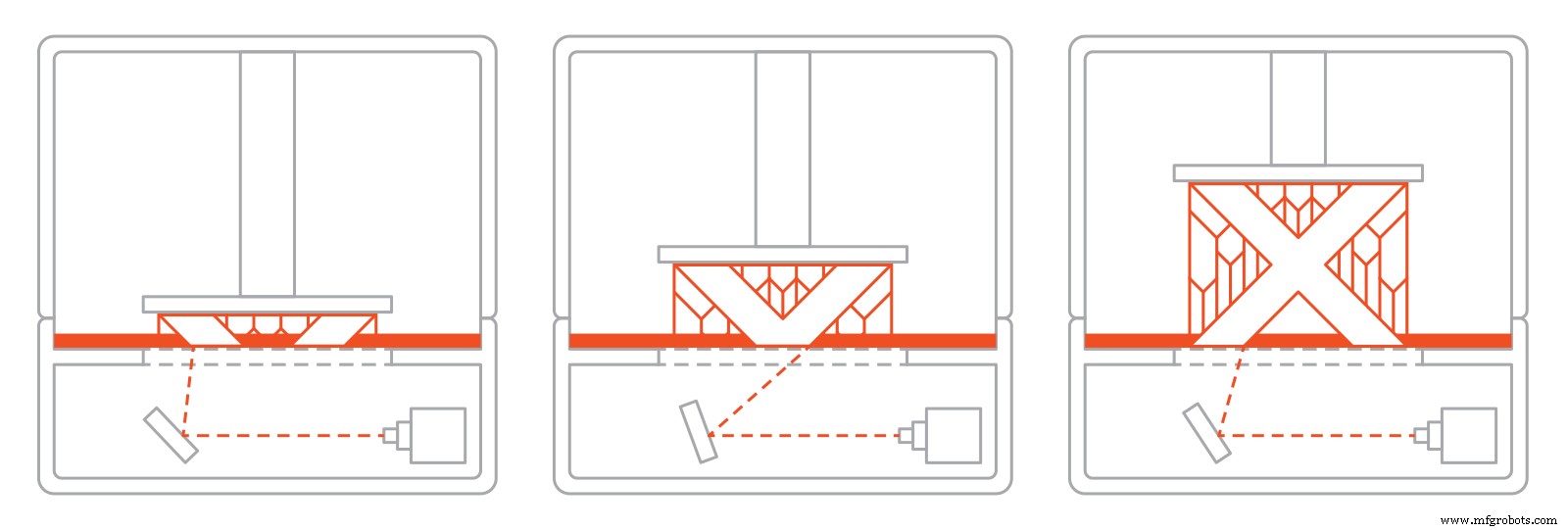
Stereolitografi adalah salah satu dari beberapa varian pencetakan 3D dari fotopolimerisasi tong:sebuah proses di mana sumber cahaya digunakan untuk menyembuhkan resin cair, mengubahnya menjadi plastik keras. Sebagian besar printer SLA menggunakan laser ultraviolet sebagai sumber cahaya, memfokuskan sinar laser dalam pola yang telah ditentukan ke resin cair, kemudian melanjutkan ke lapisan berikutnya setelah lapisan sebelumnya mengeras. Tergantung pada penyiapan printer tertentu, galvanometer cermin dapat digunakan untuk mengarahkan sinar laser ke resin cair.
Proses SLA:
- Tong diisi dengan resin fotosensitif
- Laser UV diarahkan ke resin
- Laser menyembuhkan bentuk 2D dalam resin
- Saat bentuk mengeras, platform build pindah ke lapisan berikutnya
- Laser UV menyembuhkan bentuk 2D lainnya
- Bila semua lapisan disembuhkan, hasilnya adalah objek plastik 3D
Opsi bahan
3ERP menawarkan beberapa pilihan bahan resin untuk pencetakan 3D Stereolithography.
Ini termasuk:
- Resin 8119: Material SLA umum dengan ketahanan suhu hingga 65°C.
- Resin 8118H: Resin seperti nilon dengan keuletan yang sangat tinggi.
- Resin 8228: Resin seperti ABS yang tahan terhadap benturan dan suhu hingga 70°C.
- Resin 8338: Resin kami yang paling tahan suhu, mampu bertahan hingga 120°C.
Mendesain suku cadang untuk SLA
Insinyur yang akrab dengan CAD seharusnya tidak memiliki masalah dalam merancang suku cadang untuk SLA. Namun, ada aturan tertentu yang perlu diikuti untuk memastikan tidak ada masalah selama atau setelah pencetakan. Bagian yang awalnya dirancang untuk cetakan injeksi, misalnya, mungkin tidak berfungsi sebagai bagian SLA.
1. Pastikan SLA adalah proses yang Anda butuhkan
Meskipun SLA adalah proses pencetakan 3D yang cukup serbaguna, orang harus terbiasa dengan opsi manufaktur lain sebelum memutuskan bahwa SLA mewakili opsi terbaik. Secara umum, SLA sangat bagus untuk menghasilkan bagian yang halus dan detail yang ukurannya terbatas. Itu tidak membuat bagian yang sangat kuat.
2. Ketebalan dinding
Kecuali dinding super halus adalah suatu keharusan, yang terbaik adalah menjaga ketebalan dinding minimal 1 mm, yang mengurangi risiko kerusakan pada bagian setelah pencetakan.
3. Lubang
Sejak resin fotosensitif umumnya memiliki viskositas tinggi, mereka tidak terlalu cocok untuk bagian dengan lubang kecil. Mempertahankan diameter lubang 0,8 mm atau lebih adalah cara yang baik untuk memastikan bahwa lubang tidak hilang sama sekali selama proses pencetakan. Tidak memungkinkan? Coba proses pembuatan plastik lain sebagai gantinya.
4. Fillet
Dinding yang tidak ditopang harus diberi alas fillet — bagian melengkung, bukan sudut siku-siku — untuk meminimalkan tekanan dan mempertahankan kekuatan. Mengingat kerapuhan keseluruhan bagian yang dicetak SLA, menggabungkan fillet dapat menjadi perbedaan antara bagian yang berhasil dan yang tidak berhasil.
5. Bagian panjang &tipis
Bagian dari bagian yang jauh lebih besar di sepanjang dua sumbu daripada yang lain dapat rentan terhadap bengkok. Namun, efek ini umumnya dapat dikurangi dengan menggunakan sejumlah besar dukungan. (Anda akan tetap membutuhkan ini.)
6. Detail timbul &terukir
Bagian komersial sering kali perlu ditandai dengan teks timbul atau terukir, baik untuk tujuan pencitraan merek atau informasi. Namun, tidak semua ukuran teks akan dicetak dengan benar dan jelas selama proses SLA. Secara umum, detail timbul harus setidaknya memiliki tinggi 0,3 mm dan lebar 0,4 mm. Detail terukir harus lebar dan dalam 0,5 mm. Jika ini tidak memungkinkan, ada teknik untuk menandai bagian setelah pencetakan.
7. Orientasi
Ini adalah sesuatu yang akan kami tangani di pihak kami, tetapi memilih orientasi pencetakan yang benar untuk suatu bagian sangat penting. Tujuannya di sini adalah untuk mengurangi luas penampang sumbu Z untuk memastikan stabilitas.
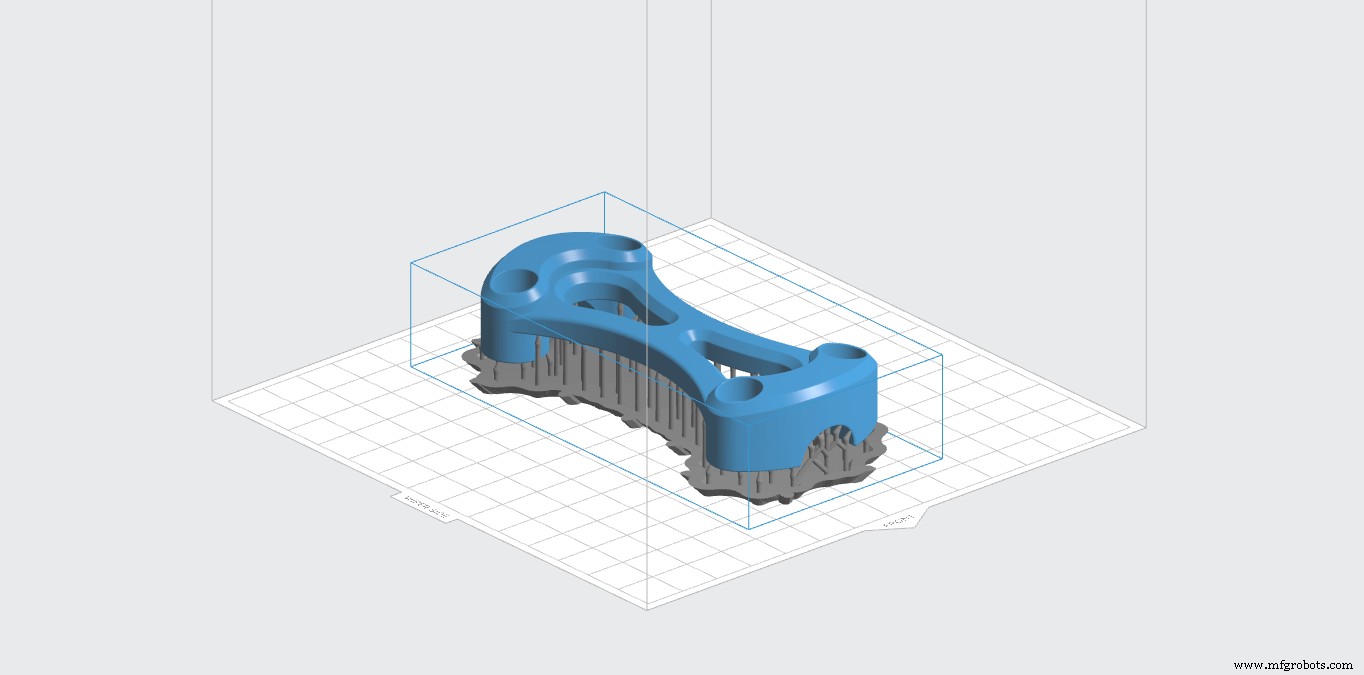
8. Mendukung
Sekali lagi, menggabungkan dukungan terjadi di pihak kami setelah kami mendapatkan desain digital Anda, tetapi penting untuk mengetahui cara kerjanya. Struktur pendukung sangat penting dalam SLA, membantu bagian plastik mempertahankan bentuknya selama pencetakan. Mereka dihapus dari bagian selama tahap pasca-pemrosesan.
Siap Memulai?
Hubungi 3ERP hari ini untuk mendapatkan penawaran pencetakan 3D SLA yang cepat.


