Pencabutan:konfigurasi dan pengoptimalan
Selama pencetakan, ekstruder mendorong filamen ke hotend, di mana ia akan dilelehkan dan diekstrusi melalui lubang nosel. Selama proses ini, tekanan dibuat di dalam nosel yang memaksa plastik keluar melalui nosel.
Namun, setelah ekstruder berhenti menarik filamen, tekanan di nosel dipertahankan, menyebabkan sejumlah kecil plastik cair terus mengalir keluar hingga tekanan di dalam dan di luar nosel seimbang.
Fenomena ini menyebabkan sejumlah kecil material terus keluar selama gerakan perpindahan di mana tidak ada material yang harus diekstrusi . Ini menyebabkan tetesan kecil dan benang halus muncul di permukaan komponen.
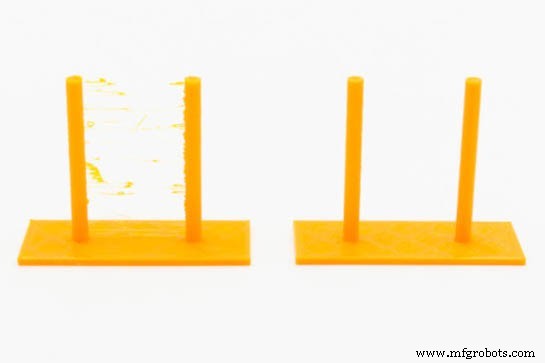
Gambar 1:Efek konfigurasi penyusutan yang buruk (kiri) dan konfigurasi yang benar (kanan) Sumber:Filament2print
Untuk menghindari hal ini, printer 3D FFF menggunakan mekanisme yang dikenal sebagai retraksi. Sebelum melakukan gerakan perpindahan, ekstruder menarik sedikit filamen, melepaskan tekanan di dalam nosel. Ketika gerakan perpindahan berakhir dan gerakan ekstrusi dimulai, ekstruder mendorong kembali sejumlah kecil filamen lagi sampai nosel prima dan tekanan di dalam nosel pulih.
Untuk mengoptimalkan kualitas pencetakan secara maksimal, sangat penting untuk mengatur parameter retraksi untuk setiap bahan.
Parameter penyusutan
Parameter penyusutan dasar adalah:
- Jarak retraksi :Ini adalah panjang filamen yang akan ditarik oleh ekstruder. Nilainya, selain jenis bahannya, akan bergantung pada panjang antara ekstruder dan hotend. Dalam pengekstrusi langsung nilainya akan berkisar antara 0,4 mm hingga 1,2 mm, sedangkan dalam sistem bowden nilainya akan berkisar dari 2 mm hingga 10 mm. Aturan praktis untuk menghitung nilai awal jarak susut dalam sistem bowden adalah menggunakan 1% dari panjang bowden tube. Misalnya, untuk sistem bowden dengan tabung 40 cm, jarak penyusutan 4 mm akan digunakan. Penting untuk berkonsultasi dengan spesifikasi hotend, karena banyak pabrikan menunjukkan jarak retraksi maksimum untuk hotend mereka. Melebihi nilai ini kemungkinan besar akan mengakibatkan penyumbatan.
- Kecepatan retraksi :Ini adalah kecepatan di mana motor ekstruder akan menarik kembali filamen. Kecepatan yang sangat rendah tidak akan mencegah tetesan pada permukaan bagian tersebut, sedangkan kecepatan yang sangat tinggi dapat menyebabkan gigitan pada filamen. Nilai kecepatan ini, secara umum, adalah antara 25 mm/dtk dan 45 mm/dtk, menjadi 30 mm/dtk nilai yang paling umum dalam sistem langsung dan 40 mm/dtk dalam sistem Bowden.
- Jarak deretraksi :Ini adalah jumlah filamen yang akan diekstrusi oleh ekstruder setelah pencabutan filamen. Biasanya nilai yang sama dengan jarak retraksi filamen digunakan. Terkadang perlu menggunakan nilai yang berbeda, terutama dalam sistem Bowden. Jika, setelah penarikan, penurunan kecil diamati pada permukaan bagian, nilai ini harus dikurangi, sedangkan jika celah kecil diamati, maka perlu ditingkatkan. Secara umum, harus ditambah atau dikurangi sekitar 5-10%. Beberapa software menggunakan istilah reset distance, dimana nilai ini merupakan kenaikan atau penurunan dari nilai penyusutan. Misalnya, jarak penyetelan ulang 0 akan menggunakan jarak retraksi dan penyusutan yang sama, sedangkan nilai -0,2 akan mengambil jarak penyusutan minus 0,2 mm sebagai jarak penyusutan.
- Kecepatan retraksi :Ini adalah kecepatan di mana filamen diekstrusi selama gerakan. Secara umum, nilai yang sama dengan kecepatan retraksi atau nilai yang sedikit lebih rendah akan diambil.
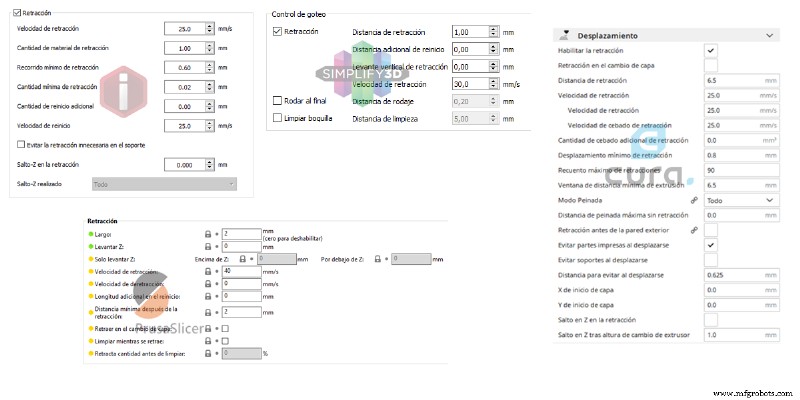
Gambar 2:Bagian konfigurasi penyusutan pada perangkat lunak laminating yang berbeda. Sumber:Filament2print
Selain parameter dasar ini, ada parameter lain yang memengaruhi kualitas karya:
- Jarak minimum setelah pencabutan :Ini adalah jarak perpindahan minimum sebelum retraksi akan dilakukan. Ini menghindari pencabutan yang tidak perlu saat offset sangat kecil.
- Angkat, Z-Lift, atau Z-Hop :Jika nilai selain dari 0 ditetapkan, hotend akan menaikkan jarak yang ditunjukkan saat melakukan retraksi dan kemudian turun lagi setelah offset. Fungsi ini membantu menghindari bekas pada permukaan benda kerja dan mencegah munculnya benang. Nilai antara 100% dan 200% dari tinggi lapisan biasanya sudah cukup.
- Bersihkan sambil menarik kembali, run-in, pembersihan nozel :Melakukan gerakan kecil pada hotend selama retraksi untuk membersihkan nosel dan menyembunyikan sambungan. Di beberapa perangkat lunak, ini adalah kotak centang yang dapat diaktifkan, di perangkat lain nilainya dapat disetel.
Tidak semua perangkat lunak menyertakan semua parameter ini, dan beberapa parameter ini mungkin berperilaku berbeda dari satu perangkat lunak ke perangkat lunak lainnya. Sebelum memodifikasi nilai parameter pencabutan, manual perangkat lunak harus dikonsultasikan untuk memahami bagaimana masing-masing berperilaku.
Kalibrasikan parameter penyusutan
Karena ada banyak parameter,memperoleh kombinasi yang cocok dengan cara yang mudah menjadi rumit. Untuk ini, perlu dilakukan beberapa pengujian secara bertahap hingga diperoleh nilai yang tepat. Parameter penyusutan perlu disesuaikan secara independen untuk setiap bahan, dan untuk ini sebelumnya kita harus menentukan suhu pencetakan yang sesuai untuk setiap bahan.
Pertama-tama, jarak retraksi yang sesuai dan kecepatan retraksi harus diperoleh, sehingga parameter lainnya harus dinonaktifkan atau dengan nilai yang telah ditentukan sebelumnya.
Nilai optimal untuk kecepatan retraksi dan jarak retraksi adalah nilai terendah yang menghindari munculnya ulir selama gerakan perpindahan. Langkah-langkah berikut harus diambil untuk menentukan nilai-nilai ini:
- Kecepatan retraksi rendah harus disetel, sebaiknya 25 mm/dtk.
- Nilai jarak penyusutan menengah harus ditetapkan:0,8 mm untuk ekstruder langsung, 0,75% dari panjang pipa untuk ekstruder bowden.
- Uji penyusutan kemudian akan dicetak. Dimungkinkan untuk menemukan beberapa yang dibuat di repositori file terkenal.
- Hasilnya akan diperiksa:
- Jika tidak ada utas yang muncul, jarak penyusutan akan berkurang setengahnya.
- Jika utas muncul, tingkatkan jarak penarikan sebesar 50%.
- Ulangi proses ini sebanyak yang diperlukan hingga diperoleh hasil yang memuaskan.
Bagaimanapun, jarak tidak lebih dari 3 mm harus digunakan untuk ekstruder langsung dan tidak lebih dari 5% panjang pipa untuk sistem bowden. Jika tidak mungkin mendapatkan hasil yang dapat diterima dalam rentang ini, laju penyusutan harus dinaikkan sebesar 5 mm/dtk dan proses diulang . Tidak disarankan untuk menggunakan kecepatan penyusutan di atas 40 mm/dtk, jadi jika hasil yang memuaskan masih belum tercapai setelah tercapai, kombinasi yang memberikan hasil terbaik harus dipilih.
Dengan beberapa printer dan filamen, benang mungkin tidak dapat dilepas sepenuhnya, bahkan dengan kombinasi kecepatan dan jarak penyusutan terbaik . Dalam kasus ini, disarankan untuk mengaktifkan fungsi lain seperti "Z-lift", "Bersihkan sambil menarik kembali", "Run-in" atau "Pembersihan nozzle" , yang akan membantu meminimalkan atau menghilangkan benang.
Masalah yang terkait dengan setelan pencabutan yang buruk
Konsekuensi dari nilai parameter penyusutan yang terlalu tinggi atau rendah sangat berbeda. Meskipun nilai kecepatan retraksi dan jarak retraksi yang terlalu rendah memiliki konsekuensi estetika murni (penampilan benang dan tetesan pada komponen), menyetel nilai yang terlalu tinggi sering menyebabkan kemacetan di dalam sekat panas. Ini karena jika retraksi terlalu lama, ujung lelehan filamen akan mencapai zona dingin pemecah panas, mengembang dan menghalanginya.
Jika, setelah menyetel retraksi, terjadi kemacetan, terutama pada cetakan panjang, jarak retraksi harus dikurangi sedikit.


