Memahami Penghitung PLC di Studio5000 Logix Designer
Penghitung adalah instruksi dasar PLC yang melacak berapa kali peristiwa tertentu terjadi.
Dalam panduan ini Anda akan menemukan cara kerja penghitung secara umum dan menjelajahi petunjuk penghitung diagram tangga yang tersedia di Studio5000 Logix Designer.
Kontra konsep
Penghitung menambah nilai akumulasinya (ACC) setiap kali kondisi anak tangga menjadi TRUE. Ketika ACC mencapai atau melampaui nilai preset (PRE) yang ditentukan oleh programmer, counter dianggap SELESAI dan bit DN-nya menjadi ON.
Instruksi reset terpisah dapat mengembalikan ACC ke nol. Penghitung ideal untuk aplikasi seperti pelacakan start motor untuk memicu pemeliharaan prediktif, skenario yang kami bahas di Pelajari Logix7.
Penghitung di Studio5000 Logix Designer
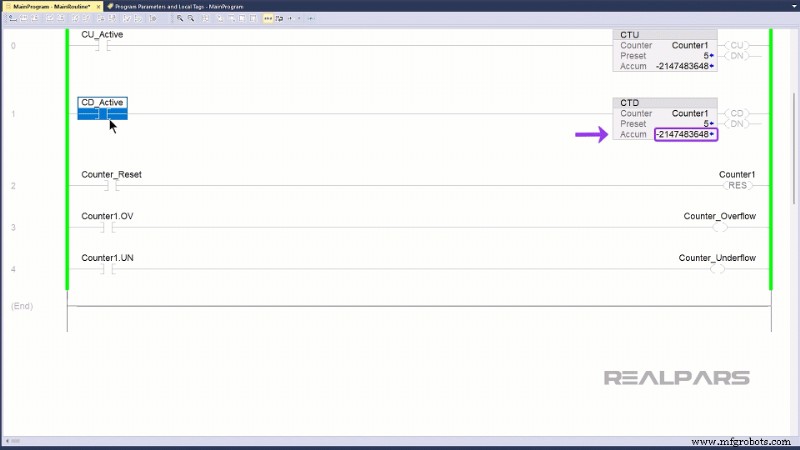
Hitungan Naik (CTU)
Instruksi CTU menghitung dari nol. Setiap kali kondisi anak tangganya TRUE, ACC bertambah satu.
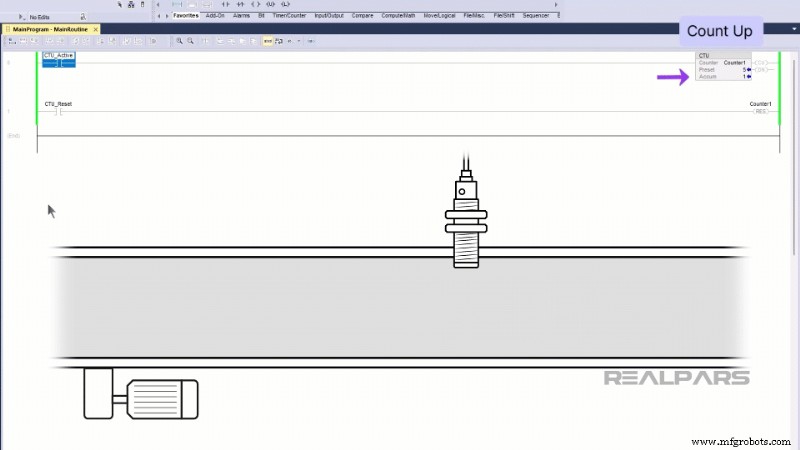
Ketika ACC>=PRE, bit DN menjadi TRUE, menandakan bahwa counter telah mencapai targetnya.
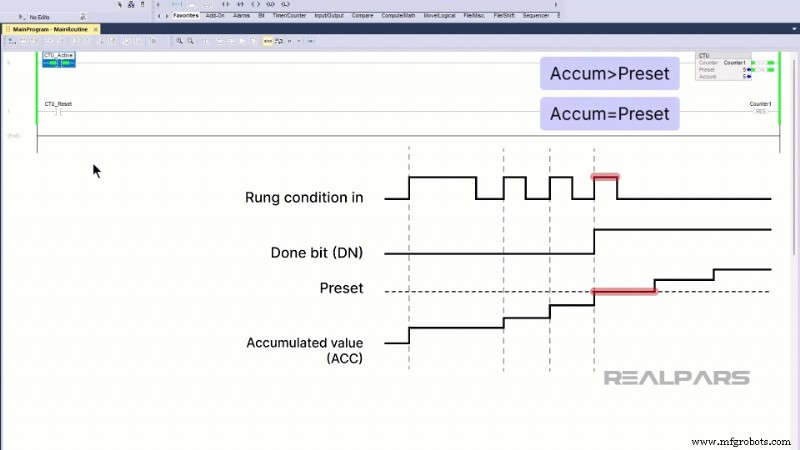
DN tetap berlaku hingga instruksi reset (RES) menyelesaikannya atau ACC turun di bawah PRE.
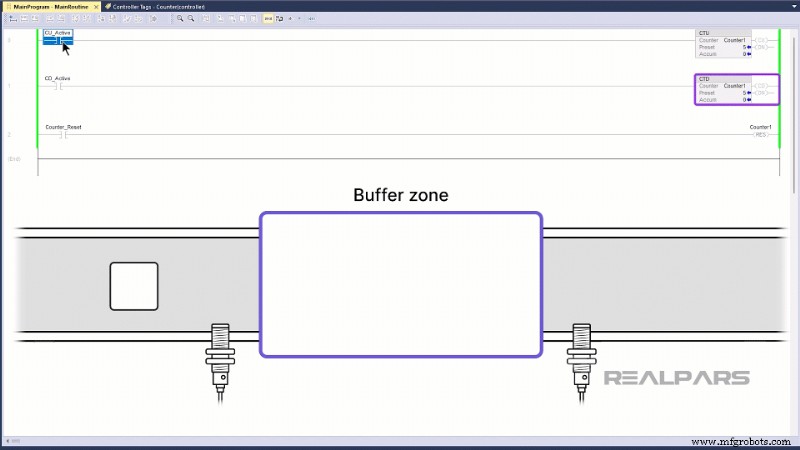
Hitung Mundur (CTD)
Instruksi CTD mengurangi ACC sebanyak satu setiap kali kondisi anak tangganya BENAR. Biasanya dipasangkan dengan CTU pada tag yang sama.
Bit DN tetap TRUE sementara ACC>=PRE. CTD berguna untuk melacak item yang meninggalkan suatu zona, seperti palet yang keluar dari area penyangga.
Penanganan Luapan dan Aliran Bawah
Karena ACC dapat terus berubah bahkan setelah penghitung SELESAI, penghitung tersebut mungkin meluap (melebihi maksimum tag) atau underflow (berada di bawah nilai minimum). Overflow membalik ACC dari angka positif ke angka negatif, yang dapat menyebabkan DN direset secara tidak sengaja. Underflow melakukan hal sebaliknya.
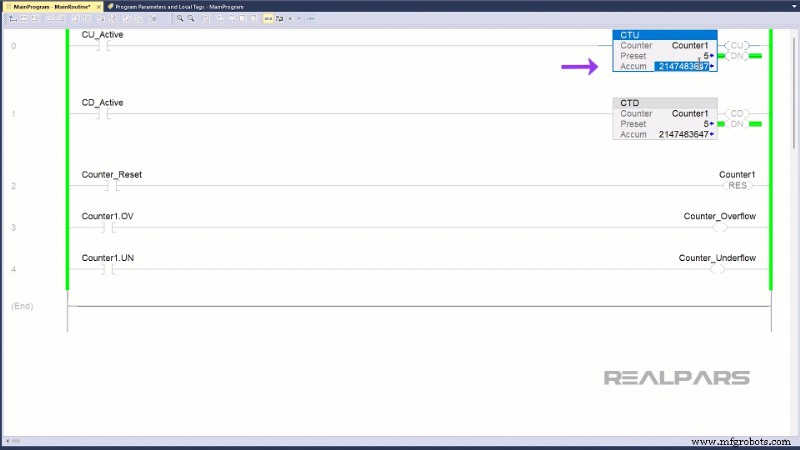
Untuk mendeteksi kondisi ini, setiap tag counter menyertakan bit overflow (OV) dan bit underflow (UN). Memeriksa bit ini memungkinkan Anda merespons dengan tepat.
Penutup
Artikel ini membahas dasar-dasar penghitung PLC dan instruksi spesifik CTU/CTD di Studio5000 Logix Designer. Meskipun bahasa pemrograman lain—seperti Diagram Blok Fungsi dan Teks Terstruktur—menawarkan tipe penghitung tambahan, konsepnya tetap konsisten.


