Orientasi Bagian Pencetakan 3D:Bagaimana Ini Mempengaruhi Kekuatan, Akurasi, dan Finishing Permukaan
Tampaknya tidak ada salahnya memilih orientasi yang menawarkan ketinggian z minimum, dan dengan demikian waktu pembuatan tercepat. Namun, orientasi semata-mata untuk z-height mungkin tidak selalu masuk akal dalam hal persyaratan suku cadang Anda. Ada beberapa faktor teknis lain yang berperan saat memikirkan orientasi bagian untuk pencetakan 3D. Saat Anda berpikir tentang orientasi bagian untuk pencetakan 3D—khususnya stereolitografi (SLA)—pikirkan pensil. Apa yang diperlukan untuk mencetak 3D pensil ini lapis demi lapis baik secara horizontal maupun vertikal? Melakukannya secara horizontal akan memakan waktu lebih sedikit, karena lebih rata ketika berbaring miring, dan mencetaknya secara vertikal akan memakan waktu jauh lebih lama, karena berdiri tegak dan membutuhkan lebih banyak lapisan yang digambar yang ditumpuk secara berurutan satu di atas yang lain. Mencetaknya secara horizontal juga akan membutuhkan lebih banyak struktur pendukung dibandingkan dengan mencetak pensil secara vertikal, dan itu akan membutuhkan waktu tambahan untuk melepaskannya untuk mencapai bagian yang sudah jadi. Jadi, pemilihan orientasi Anda bisa turun ke persyaratan kekuatan atau persyaratan penyelesaian permukaan untuk pensil Anda, dan Anda bahkan mungkin ingin mengarahkan bagian Anda pada suatu sudut. Ada beberapa pertimbangan saat memilih orientasi bangun stereolitografi. Mari kita bahas!
Orientasi Bagian Cetak 3D untuk Kekuatan
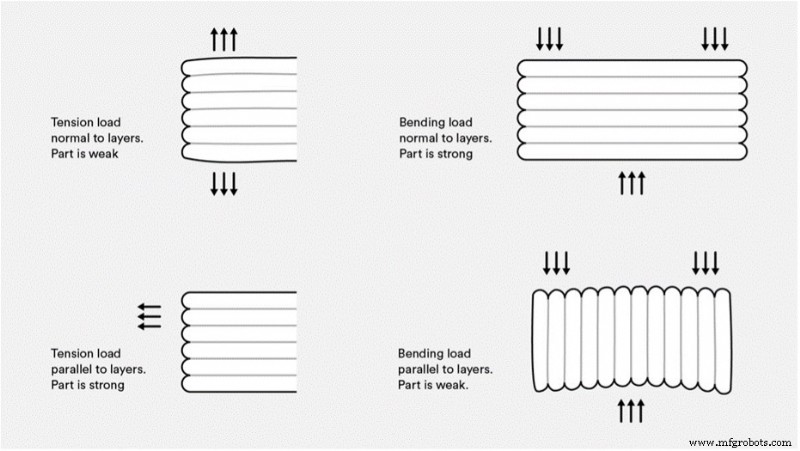
Pertama-tama mari kita lihat ilustrasi singkat yang menjelaskan implikasi umum penumpukan lapisan pencetakan 3d dan gaya bagian eksternal pada bagian. Ketika gaya tegangan normal, atau tegak lurus, terhadap lapisan, kelemahan bagian cenderung terjadi. Ketika gaya tarik sejajar, atau sejajar dengan lapisan, bagian tersebut lebih kuat. Ketika gaya normal pada lapisan, bagian tersebut umumnya mampu menampung lebih banyak kompresi daripada jika gaya sejalan dengan lapisan. Berlaku dua takeaway:
- Cetak dalam orientasi sehingga lapisan sejajar dengan sumbu tempat gaya tegangan tertinggi dan
- Cetak dalam orientasi sehingga lapisan memotong sumbu tempat gaya kompresi tertinggi
Dalam kasus teoretis pensil, orientasi bangunan horizontal kemungkinan besar akan bekerja untuk memperhitungkan gaya tegangan dan tekukan yang akan dihadapi pensil saat digunakan. Perhatikan bahwa panduan ini selalu berlaku untuk bagian Fused Deposition Modeling (FDM). Bagian SLA menunjukkan anisotropi yang jauh lebih sedikit daripada bagian FDM karena lapisan terikat secara kimiawi, dan resolusi yang dicapai dengan SLA jauh lebih tinggi dibandingkan dengan FDM. Namun, bahan termoset mungkin memerlukan pemikiran tambahan seputar orientasi bagian untuk memaksimalkan kekuatan fitur bagian penting.
Penyusutan diferensial hadir dalam bagian cetakan 3D yang diorientasikan seperti yang ditunjukkan di atas. Peralihan yang cepat dari luas penampang kecil ke besar menyebabkan penyusutan pada bagian ini.
Berorientasi untuk Menghindari Penyusutan Diferensial
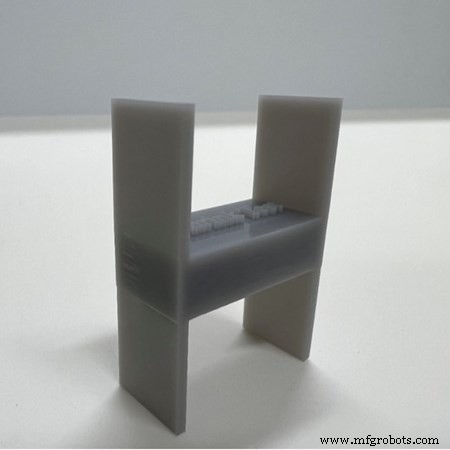
Secara umum, semakin tidak merata distribusi materi di suatu bagian, semakin rentan menjadi korban fenomena yang dikenal sebagai penyusutan diferensial. Geometri dan ukuran bagian tertentu secara inheren cenderung menyusut karena tidak menyertakan dukungan yang memadai dari lapisan material sebelumnya. Untuk mengilustrasikannya, pikirkan huruf kapital “H.” Ketika bagian palang muncul lapis demi lapis di tengah, ia cenderung menarik kaki penyangga ke dalam, menyebabkan bagian tersebut membungkuk di dekat bagian bawah. Untuk mencegah penyusutan diferensial, ada beberapa opsi. Seringkali, kami membangun bagian SLA pada suatu sudut untuk mengurangi luas permukaan, dan dengan demikian tegangan keseluruhan yang dihadapi untuk setiap lapisan. Ini juga membantu meningkatkan dimensi bagian dan akurasi toleransi. Selain itu, kami membangun bagian-bagian yang berbaring sehingga setiap lapisan yang terbentuk memiliki luas permukaan yang sama dengan lapisan di bawahnya, dan tidak ada ayunan penampang yang besar. Ketika dimensi penting atau fitur bagian beresolusi tinggi diperlukan, kami menyarankan agar bagian diorientasikan untuk memposisikan fitur tersebut pada permukaan bagian yang menghadap ke atas. Perlu diingat bahwa membuat bagian miring dapat menghasilkan bagian dengan permukaan akhir yang tidak ideal jika kosmetik adalah kuncinya.
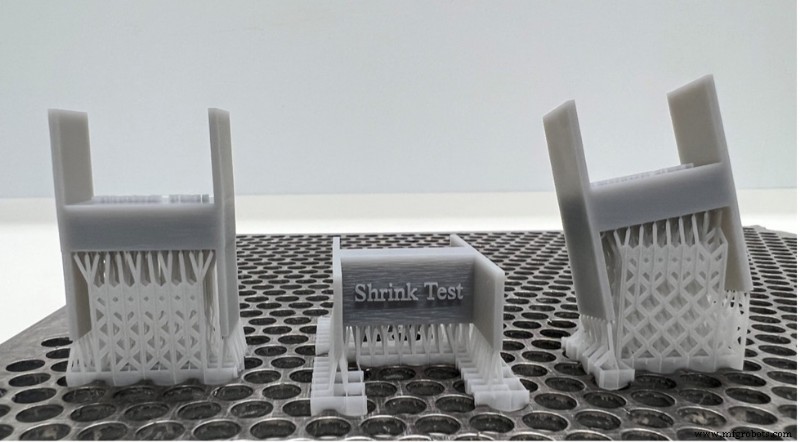
Penyusutan diferensial dapat dihindari dengan mengarahkan untuk mengeliminasi perubahan penampang kecil hingga besar pada bagian (ditunjukkan di atas) atau dengan mengarahkan bagian pada sudut (ditunjukkan di kanan).
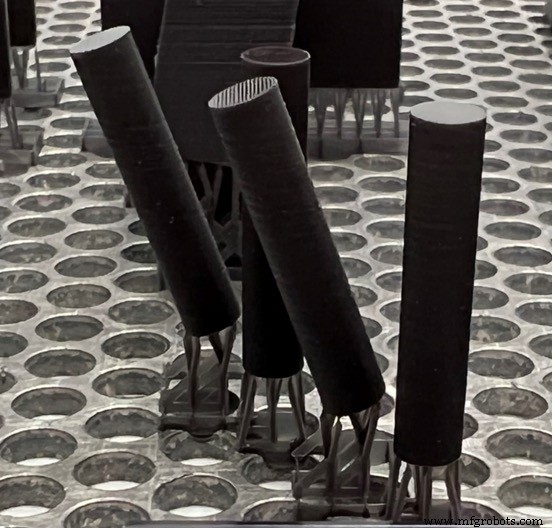
Jika halus, fitur kosmetik adalah tujuannya, buat bagian secara vertikal. Membangun secara miring akan menyebabkan garis lapisan terlihat seperti yang ditunjukkan pada silinder miring.
Berorientasi untuk Mencapai Finishing Permukaan yang Diinginkan
Jika penting bagi bagian Anda untuk memiliki penyelesaian kosmetik untuk digunakan dalam pameran dagang atau dipajang, kami akan cenderung membuat bagian tersebut rata dan tidak miring. Setiap fitur penting harus menghadap ke atas, karena permukaan atas akan mulus dan lebih rentan terhadap akurasi dimensi. Di sisi lain, jika bagian Anda dibuat menghadap ke bawah, struktur pendukung yang perlu dilepas dan diledakkan akan menghilangkan efek glossy.
Efek glossy ditunjukkan pada huruf “H” yang dibangun dengan posisi mendatar. "H" yang dibangun pada suatu sudut menyoroti garis lapisan dan efek visual yang dapat ditimbulkannya pada teks.
Sebagai aturan praktis, tim kami dapat memilih orientasi yang berbeda untuk memberi Anda suku cadang dengan kualitas terbaik. Satu hal penting yang perlu diingat adalah bahwa jika Anda tidak menentukan orientasi bagian yang diinginkan (horizontal vs. vertikal), kami akan secara otomatis memilih orientasi untuk memenuhi waktu pembuatan tercepat. Memberi tahu kami aspek apa yang paling penting untuk komponen cetak 3D Anda membantu kami menentukan cara terbaik untuk mengarahkan komponen Anda selama proses pembuatan. Secara keseluruhan, takeaway terbesar adalah bahwa jika Anda memiliki kebutuhan khusus untuk komponen cetak 3D, apakah itu fitur penting, pertimbangan biaya, atau penyelesaian permukaan tertentu yang diinginkan, pastikan untuk memberi tahu tim teknisi kami sebelumnya sehingga kami dapat memastikannya bagian Anda memenuhi tujuan spesifik Anda.


