

Proses manufaktur

Manufaktur industri
Papan setrika umumnya adalah papan atau logam datar besar yang dilapisi dengan bantalan tahan panas di mana pakaian atau linen dapat disetrika dengan aman. Papan setrika modern mengambil sejumlah bentuk yang mengejutkan. Papan setrika standar Amerika yang murah memiliki dua bagian utama dan termasuk tempat tidur datar untuk menyetrika dan kaki yang dapat dilipat yang berengsel atau tergelincir ke atas dan dilipat untuk memudahkan penyimpanan. Bagian atas papan standar Amerika umumnya adalah panci datar yang mungkin memiliki beberapa lubang untuk menampung limpasan cat selama pembuatan atau untuk menyebarkan panas dari setrika uap yang mengalir di atasnya. Kaki umumnya ringan dan berbentuk tabung dengan kaki empuk sehingga tidak merusak lantai. Papan setrika domestik yang lebih mahal dapat berupa meja jala dengan bagian atas logam yang melebar untuk menampung barang yang lebih besar untuk disetrika. Apapun konfigurasinya, setiap papan setrika yang terbuat dari logam harus memiliki alas dan penutup agar alas besi papan setrika tidak menjadi terlalu panas dari setrika. Sebagian besar papan setrika dijual dengan bantalan busa dan penutup dekoratif.
Banyak papan setrika yang dijual di toko-toko Amerika dibuat di luar negeri di mana tenaga kerja jauh lebih murah daripada di Amerika Serikat. Pada tahun 2001, hanya ada dua produsen papan setrika di Amerika Serikat. Beberapa papan setrika berbasis desainer yang mahal tersedia di negara ini dan berasal dari perusahaan desain rumah Eropa; papan ini mungkin lima kali lebih mahal daripada papan setrika lipat biasa yang dibuat di Amerika Serikat.
Pakaian dan linen ditekan di atas meja atau potongan besar papan yang ditutupi dengan bantalan, sarung bantal, atau selimut setrika sampai hampir tahun 1900. Sebenarnya, lebih logis untuk menyebut permukaan setrika modern sebagai meja setrika tetapi perangkatnya adalah Disebut sebagai papan setrika karena perangkat paling awal terdiri dari papan kayu. Beberapa penasihat rumah tangga abad kesembilan belas mendesak wanita untuk menggunakan papan besar yang dapat ditempatkan di antara meja dan sandaran kursi yang dapat mereka alas dan setrika. Seorang penasihat bernama Catherine Beecher menjelaskan pada tahun 1841 apa yang tampak seperti papan setrika berbentuk yang dikenal saat ini. Dia merekomendasikan agar bentuk kayu ini dipotong lebar di satu sisi dan menyempit di sisi lain dan menyebut jenis papan setrika ini sebagai papan rok. Tentu saja, ini adalah era sebelum setrika listrik dan setrika sedih digunakan dengan papan setrika ini. Besi tuang yang berat ini dipanaskan di perapian atau di atas tungku pembakaran kayu atau batu bara dan besi panas yang berat ini menekan kerutan yang membandel.
Pabrikan dengan cepat menangkap gagasan menawarkan papan rok yang sudah jadi pada akhir abad kesembilan belas. Sekitar tahun 1898, papan rok dilengkapi dengan kaki yang dapat diturunkan dan memungkinkan papan dipasang di mana saja. Papan setrika yang diproduksi awal ini memiliki kaki di setiap sudut yang dapat dibuka tetapi sulit untuk dimanipulasi. Pada tahun 1914, seorang penemu bernama Springer merancang sebuah meja dengan tiga titik penyangga yang lebih mudah diatur. Meja produksi awal ini terbuat dari kayu yang seharusnya tahan terhadap lengkungan meskipun masih melengkung. Pabrikan awal membuat papan atas logam tetapi sering berkarat meskipun dicat. Beberapa tertekuk di bawah panasnya setrika. Perusahaan J. R. Clark dari Minneapolis mulai membuat bagian atas logam dari jaring yang memungkinkan uap keluar dan 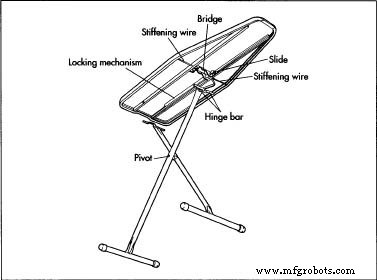 Papan setrika. mencegah tekuk dan karat. Pada tahun 1940, beberapa pabrikan memproduksi papan setrika lipat yang terbuat dari logam. Segera setelah itu semua seluruhnya terbuat dari logam. Desain papan setrika logam biasa yang dapat dilipat tidak banyak berubah selama beberapa dekade berikutnya.
Papan setrika. mencegah tekuk dan karat. Pada tahun 1940, beberapa pabrikan memproduksi papan setrika lipat yang terbuat dari logam. Segera setelah itu semua seluruhnya terbuat dari logam. Desain papan setrika logam biasa yang dapat dilipat tidak banyak berubah selama beberapa dekade berikutnya.
Papan setrika konvensional dan murah buatan Amerika terbuat dari sedikit bahan mentah. Papan menggunakan berbagai lebar baja canai dingin, yang merupakan gulungan panjang baja canai yang memulai proses pembentukan sebagai logam dingin. Lebar bervariasi sesuai dengan bagian yang sedang diproduksi dan mencakup lebar sekecil 0,75 inci (1,9 cm) hingga lebih dari 28 inci (71 cm). Biasanya gulungan mungkin beberapa ratus kaki panjangnya dan beratnya antara 500-9,000 lb (227-20,000 kg) tergantung pada lebarnya. Gulungan ini kemudian diratakan dan digulung atau ditekan menjadi bagian yang berbeda.
Bahan baku lain yang digunakan dalam konstruksi papan setrika termasuk paku keling logam, ujung plastik atau karet pada kaki bagian berdiri papan setrika, cat berbahan dasar minyak (baik dalam bentuk bubuk atau cair) dan bahan pembersih yang disemprotkan ke bagian logam sebelum lukisan yang menghilangkan kotoran berminyak yang menempel pada bagian logam yang dapat mempengaruhi daya rekat cat. Beberapa perusahaan menjahit bantalan kapas dan penutup kapas untuk papan setrika. Sebuah perusahaan mungkin membeli produk semacam itu dari produsen lain dan menyelipkannya ke papan setrika yang sudah selesai sebelum pengemasan.
Kontrol kualitas terbukti dalam semua aspek produksi papan setrika. Pertama, bahan baku yang masuk menjalani pemeriksaan menyeluruh setelah diterima. Pengiriman baja canai dingin dinilai untuk memastikan mereka memenuhi spesifikasi pabrikan. Logam menjalani tes ketebalan dan kekerasan. Permukaan logam diperiksa secara fisik untuk mencari tanda-tanda karat; jika karat ditemukan, batch dianggap tidak dapat diterima.
Semua baja canai dingin diharapkan dikirim dengan lapisan oli halus yang mencegah karat. Akhirnya, logam dinilai untuk memastikan baja bebas dari camber, yang merupakan istilah untuk puntiran logam karena puntiran tersebut melemahkan logam.
Inspektur keliling pada setiap shift menilai semua aspek operasi. Operator pada setiap shift diberdayakan untuk memperbaiki masalah yang terjadi dan memahami bahwa mereka bertanggung jawab atas kualitas dan pemecahan masalah. Mesin yang tidak terpisahkan dengan proses dirawat dengan cermat untuk memastikan tidak ada kerusakan dalam proses atau toleransi dalam pembuatan tidak dapat diterima. Seperti disebutkan di bawah proses manufaktur di atas, operasi utama yang dilakukan oleh mesin, seperti pengelasan tulang rusuk dan mekanisme penguncian ke bagian atas papan setrika, diperiksa ulang oleh operator dengan tangan. Operator memberi tekanan pada lasan kunci untuk memastikan bahwa lasannya kuat. Akhirnya, setelah produk selesai, pemeriksa kualitas di akhir lini memeriksa produk yang telah selesai untuk memastikan bahwa keseluruhan produk dapat diterima.
Kelebihan logam hasil pemotongan potongan dari baja canai dingin dikumpulkan ke dalam hopper bekas dan ketika hopper penuh logam dijual kembali ke pabrik baja yang memasok logam sehingga dapat digunakan kembali. Zat penghilang lemak yang disemprotkan pada bagian logam sebelum pengecatan akan mengalir dan membentuk lumpur yang harus diolah. Ketika lumpur menjadi cukup besar, sebuah perusahaan yang mengkhususkan diri dalam menangani senyawa tersebut memompanya keluar, membakarnya dan membakar lumpur tersebut. Senyawa organik volatil lainnya (disebut sebagai VOC) yang ada dalam cat berbasis minyak yang digunakan pada komponen baja digunakan sesuai dengan spesifikasi yang ditetapkan oleh pemerintah federal; perusahaan harus mengajukan izin untuk penggunaannya.
Beecher, Catherine. Risalah tentang Ekonomi Domestik tahun 1841. New York:Schocken Books, 1977.
Litshey, Earl. Kisah Peralatan Rumah Tangga. Chicago:Asosiasi Produsen Peralatan Rumah Tangga Nasional, 1973.
Ierley, Merritt. Kenyamanan Rumah. New York:Clarkson Potter, 1999.
Wawancara lisan dengan Joseph Deppen, Wakil Presiden Manufaktur, Home Products International. Chicago, Illinois dan Seymour, Indiana. Oktober 2001.
Nancy EV Bryk
Proses manufaktur
Papan distribusi adalah panel atau selungkup yang menampung sekering, pemutus sirkuit, dan unit pelindung kebocoran arde yang digunakan untuk mendistribusikan daya listrik ke berbagai sirkuit individu atau titik konsumen. Papan biasanya memiliki satu sumber daya masuk dan termasuk pemutus sirkuit ut
Atau disebut sebagai papan distribusi, papan panel adalah elemen dari sistem yang digunakan untuk memasok listrik. Fungsi utamanya adalah untuk membagi umpan listrik ke sirkuit tambahan sambil menyediakan pelindung atau sekering pelindung untuk setiap sirkuit di ruang tertutup. Panel dan papan distr
Juga dikenal sebagai papan untai berorientasi atau OSB, waferboard adalah panel kayu yang terdiri dari serpihan yang dikompres untuk membuat bahan bangunan yang kokoh dan bisa diterapkan. Jenis chipboard ini diklasifikasikan sebagai salah satu contoh papan partikel dan terkadang dapat digunakan dala
PCB (papan sirkuit tercetak) memainkan peran mendasar dalam kehidupan saat ini. Ini adalah pangkalan dan jalan raya dari komponen elektronik. Sejauh ini, kualitas PCB sangat penting tanpa diragukan lagi. Untuk memeriksa kualitas PCB, beberapa uji keandalan harus dilakukan. Paragraf berikut adalah p