Pemanasan Ulang Tungku dan Jenisnya
Memanaskan Ulang Tungku dan Jenisnya
Tungku pemanas ulang digunakan di pabrik penggilingan panas untuk memanaskan stok baja (Billet, mekar atau lempengan) ke suhu penggulungan sekitar 1200 derajat C yang cocok untuk deformasi plastik baja dan karenanya untuk penggulungan di pabrik. Proses pemanasan dalam tungku pemanas ulang adalah proses yang berkesinambungan dimana stok baja diisikan di pintu masuk tungku, dipanaskan di dalam tungku, dan dibuang di pintu keluar tungku. Panas dipindahkan ke stok baja (Gbr 1) selama lintasannya melalui tungku terutama melalui konveksi dan radiasi dari gas pembakar dan dinding tungku.
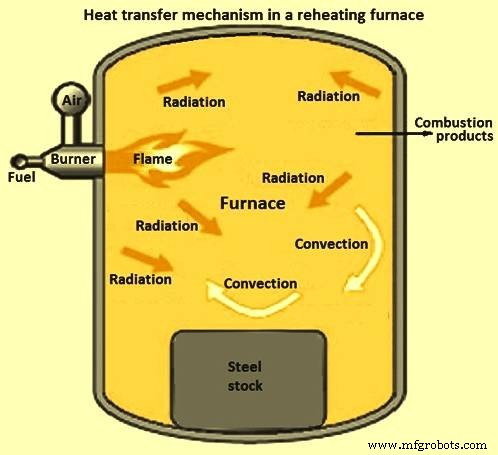
Gbr 1 Mekanisme perpindahan panas dalam tungku pemanas ulang
Suhu pengisian stok baja dapat berkisar dari suhu sekitar hingga 800 derajat C. Suhu keluar target stok baja diatur oleh persyaratan proses penggulungan yang bergantung pada kecepatan penggulungan, dimensi stok, dan komposisi baja. Aspek kualitas baja memberikan batasan pada gradien suhu dan suhu permukaan. Bahan bakar yang digunakan dalam tungku ini dapat berupa bahan bakar padat, cair, atau gas. Diagram skema tungku pemanas ulang tipe pendorong ditunjukkan pada Gambar 2.
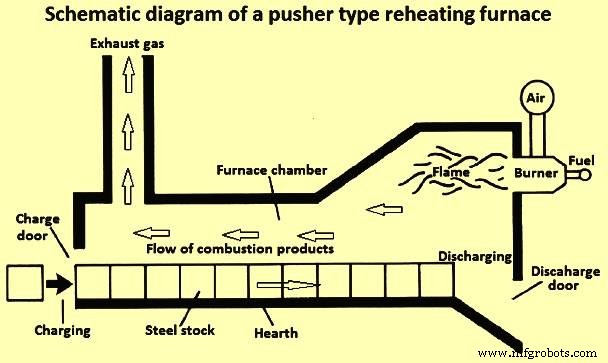
Gbr 2 Diagram skematik tungku pemanas ulang tipe pendorong
Ukuran tungku pemanas ulang biasanya dinyatakan sebagai kapasitas untuk memasok stok baja panas ke rolling mill dari stok dingin dan dinyatakan dalam ton per jam. Efisiensi energi tungku pemanasan ulang biasanya didefinisikan sebagai peningkatan kandungan panas stok baja ketika dipanaskan dari 10 derajat C menjadi 1200 derajat C dibagi dengan energi bahan bakar (panas laten ditambah panas sensibel) yang digunakan untuk itu. Bagian memanjang khas dari tungku pemanas ulang ditunjukkan pada Gambar 3.
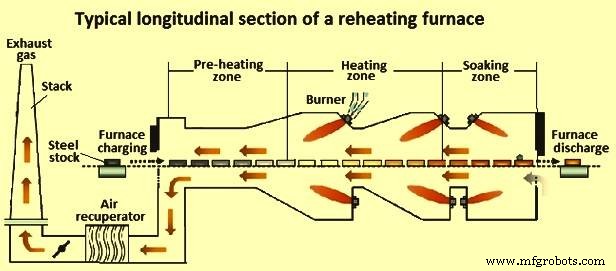
Gbr 3 Bagian memanjang khas dari tungku pemanas ulang
Banyak fitur desain tungku mempengaruhi efisiensi energi. Ini termasuk (i) jenis burner, (ii) dimensi tungku, (iii) jumlah zona tungku, (iv) jenis insulasi dinding dan atap, (v) desain skid, dan (vi) pemanasan awal bahan bakar dan udara pembakaran di recuperators oleh gas buang panas yang keluar dari pintu keluar tungku. Tungku yang efisien dirancang sedemikian rupa sehingga dalam waktu tertentu stok baja sesuai kapasitas tungku dipanaskan sampai suhu yang seragam dengan bahan bakar dan jam kerja seminimal mungkin. Parameter penting untuk desain tungku meliputi (i) jumlah panas yang akan diberikan ke muatan, (ii) pembangkitan panas yang cukup yang tersedia di dalam tungku untuk memanaskan stok baja serta untuk mengatasi semua kehilangan baja, ( iii) transfer panas yang dihasilkan ke permukaan stok baja yang akan dipanaskan, (iv) pemerataan suhu di dalam stok baja, dan (v) kehilangan panas dari tungku seminimal mungkin.
Praktik operasional juga penting untuk efisiensi energi. Situasi yang ideal adalah menjalankan tungku pada kapasitas terukur dengan satu jenis stok baja dengan komposisi yang sama dan dimensi yang seragam. Namun dalam praktiknya, hal ini tidak terjadi dan faktor-faktor yang mempengaruhi efisiensi tungku adalah (i) stok baja dengan dimensi yang berbeda, komposisi dan suhu awal dapat berada di tungku pada saat yang sama, (ii) penundaan penggulungan dapat melambat atau menghentikan pergerakan stok baja di tungku, (iii) komposisi dan ketersediaan bahan bakar dapat bervariasi, dan (iv) kondisi internal tungku dan burner telah menurun.
Efisiensi energi tungku biasanya digambarkan dengan diagram Sankey. Diagram Sankey tipikal untuk tungku pemanas ulang dengan pengisian dingin ditunjukkan pada Gambar 4.
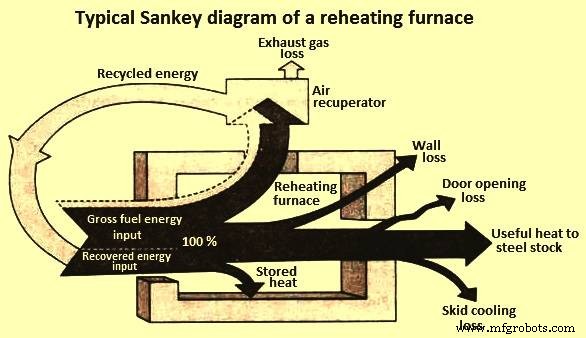
Gbr 4 Diagram Sankey khas dari tungku pemanas ulang
Klasifikasi tungku pemanas ulang
Klasifikasi tungku pemanas ulang dapat dilakukan dengan empat cara yaitu (i) berdasarkan metode pemanasan, (ii) berdasarkan metode pengisian tungku pemanas ulang, (iii) berdasarkan pergerakan stok baja di tungku pemanas ulang, dan ( iv) berdasarkan metode pemulihan panas.
Berdasarkan metode pemanasan, tungku pemanas ulang dapat berupa jenis pemanas pembakaran atau jenis pemanas listrik. Tungku jenis pemanas pembakaran dapat menggunakan bahan bakar padat, cair, atau gas.
Berdasarkan metode pengisian, tungku pemanas ulang dapat diklasifikasikan sebagai tipe batch atau tipe kontinyu. Dalam tungku batch, bahan yang diisi tetap dalam posisi tetap di perapian sampai dipanaskan hingga suhu penggulungan / penempaan sementara di tungku kontinu, bahan yang diisi bergerak melalui tungku dan dipanaskan hingga suhu penggulungan saat berlangsung melalui tungku.
Berdasarkan pergerakan stok baja di dalam tungku, tungku terus menerus dapat diklasifikasikan lebih lanjut sebagai tungku pendorong, tungku perapian putar, tungku balok berjalan, tungku perapian berjalan, dan tungku perapian rol.
Berdasarkan pemulihan panas, tungku pemanas ulang dapat berupa tipe regeneratif atau tipe penyembuhan. Tungku pemanas ulang tipe regenerasi menggunakan pembakar regeneratif sedangkan tungku tipe pemulihan menggunakan recuperator untuk pemulihan panas dari gas buang.
Berbagai jenis tungku pemanas ulang dijelaskan di bawah ini.
Tungku batch
Ini adalah jenis tungku yang lebih tua yang mampu memanaskan semua jenis dan ukuran baja. Stok baja yang akan dipanaskan dalam tungku jenis ini diisi dan ditarik melalui pintu depan oleh mesin pengisi daya. Tungku ini bervariasi dalam ukuran mulai dari tungku kurang dari satu meter persegi dengan pintu akses tunggal hingga tungku dengan kedalaman sekitar 6 meter (m) dan panjang sekitar 15 m dan dengan 5 hingga 6 nomor pintu akses. Tungku batch dapat dioperasikan untuk memanaskan bahan hingga suhu sekitar 1320 derajat C lebih memuaskan daripada tungku kontinu. Mereka juga dapat digunakan sebagai reservoir untuk menampung material panas langsung dari pabrik utama untuk kemudian digiling di pabrik akhir.
Kerugian dari tungku batch adalah (i) investasi modal yang tinggi per unit produksi, (ii) efisiensi area perapian yang rendah, (iii) jam kerja yang dibutuhkan per ton produk yang dipanaskan, (iv) praktis tidak ada fleksibilitas, dan (v) keterbatasan pada panjang potongan yang akan dipanaskan.
Tungku jenis pendorong
Dalam jenis tungku pendorong, stok baja dingin didorong ke depan dengan bantuan pendorong di sisi pengisian. Sebelumnya, tungku ini dirancang untuk memanaskan billet atau bagian bunga yang lebih kecil. Perapian tungku sebelumnya panjangnya pendek dan miring ke bawah secara membujur ke arah ujung pelepasan untuk memungkinkan lewatnya stok baja dengan mudah melalui tungku. Saat ini tungku pendorong lebih panjang dengan panjang tungku sekitar 25 m sampai 30 m. Tungku ini dilengkapi dengan pembakaran atas atau pembakaran atas dan bawah. Furnace ini biasanya memiliki tiga zona yaitu (i) zona pemanasan awal, (ii) zona pemanasan, dan (iii) zona perendaman. Beberapa tungku zona seperti tungku pemanasan ulang pelat lima zona juga telah dirancang dan dioperasikan.
Stok baja dingin dapat diisi dalam tungku tersebut baik dari ujung atau melalui pintu samping. Dalam kedua kasus, stok baja dipindahkan ke depan dengan mendorong potongan terakhir yang diisi dengan pendorong di ujung pengisian. Dengan masing-masing mendorong stok baja dingin terhadap garis material yang kontinu, bagian yang dipanaskan dibuang di ujung pembuangan baik secara gravitasi melalui pintu ujung di atas meja rol yang memberi makan gilingan giling, atau didorong melalui pintu samping ke rol gilingan. meja dengan cara manual atau mekanis yang sesuai, atau ditarik melalui pintu ujung oleh ekstraktor mekanis.
Keuntungan dari tungku tipe pendorong termasuk (i) produksi tinggi per unit investasi modal, (ii) efisiensi area perapian yang tinggi, (iii) produksi spesifik yang lebih tinggi per unit ruang yang digunakan, (iv) biaya perawatan yang rendah, (v) kemudahan pengisian dan pengosongan bahan, (vi) perbedaan suhu yang lebih rendah antara dua bagian bahan yang didorong, (vii) lebih banyak kontrol laju pemanasan di semua tingkat suhu, (viii) kenaikan suhu secara bertahap memungkinkan pengisian semua tingkat bahan dingin, dan (ix) dapat dibuat untuk panjang yang lebih besar dari potongan yang akan dipanaskan untuk mendapatkan hasil penggilingan yang lebih tinggi.
Kerugian dari tungku tipe pendorong termasuk (i) membatasi penampang stok baja karena permukaan kontak harus persegi untuk mencegah penumpukan stok baja di tungku, (ii) praktis tidak memiliki fleksibilitas untuk memanaskan secara efisien jumlah kecil atau ketebalan stok baja, (iii) perawatan skid berpendingin air sulit, (iv) skid berpendingin air menghasilkan garis-garis yang lebih dingin pada stok baja yang dipanaskan, (v) membatasi ketebalan stok baja hingga maksimum 300 mm hingga 350 mm saat berpendingin air penyaradan digunakan, (vi) penumpukan kerak di perapian menyebabkan masalah dan pengosongan tungku di akhir jadwal mahal, (vii) tidak diinginkan untuk mendorong stok baja ukuran campuran melalui tungku.
Tungku perapian putar
Tungku perapian rotari digunakan untuk memanaskan billet bulat di pabrik penggulung pipa dan untuk memanaskan mekar pendek atau billet di pabrik penempaan. Tungku perapian putar terdiri dari tungku dan peralatan tambahan untuk pengisian dan pemakaian. Tungku memiliki atap tungku tetap, didukung pada dinding tungku tetap, dan perapian melingkar berputar, seperti yang ditunjukkan pada Gambar 5. Tekanan positif dipertahankan dalam tungku untuk mencegah udara dingin eksternal memasuki tungku. Tungku memiliki segel air internal dan eksternal untuk menjaga tekanan dalam tungku.
Pembakar dipasang di dinding eksternal dan internal atau atap tungku. Dinding luar tungku memiliki pintu tungku pengisian dan pengosongan, dan pengisian dan pengosongan dilakukan dengan bantuan mesin pengisian dan pengosongan. Pengisian dan pengosongan berlangsung secara bersamaan. Ketika billet bundar ditempatkan di tungku, bagian bawah berputar pada sudut tertentu. Billet bundar mengikuti jalur radial di dalam tungku dan disusun dalam satu baris atau dalam beberapa baris. Perapian putar tungku dibagi menjadi zona pemanasan awal, pemanasan, dan perendaman. Tidak ada pembakar di zona pemanasan awal. Bukaan cerobong asap diatur di dinding samping dekat pintu tungku pengisian. Gas buang suhu tinggi mengalir ke arah yang berlawanan melalui perapian putar, masuk ke cerobong asap dan cerobong asap di luar tungku, dan keluar ke atmosfer. Selama proses aliran gas buang suhu tinggi, billet di zona pemanasan awal terutama dipanaskan oleh konveksi. Panjang zona pemanasan awal menyumbang sekitar seperempat dari panjang perifer tungku putar. Panjang zona perendaman sekitar tiga per dua puluh dari panjang perifer tungku perapian putar. Selain itu, tidak ada billet bulat dan burner di antara pintu tungku pengisian dan pengosongan. Sebuah dinding partisi ditempatkan di tengah. Jarak antara pintu tungku pengisian dan pengosongan sekitar sepersepuluh dari panjang periferal tungku putar.
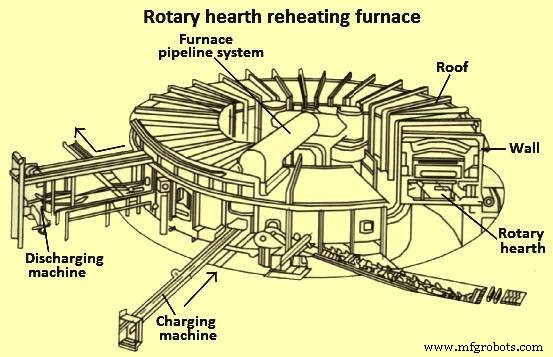 Gbr 5 Tungku pemanas ulang perapian putar
Gbr 5 Tungku pemanas ulang perapian putar
Stok baja di tungku perapian putar bergerak maju baik di perapian horizontal atau miring sedang. Oleh karena itu, tungku ini tidak memiliki kelemahan dari tungku penekan kontinu yang terlalu miring. Tungku ini memiliki cara yang lebih baik untuk mengendalikan laju pemanasan pada semua tingkat suhu bila dibandingkan dengan tungku tipe batch. Kerugian dari tungku ini meliputi (i) biaya modal yang tinggi per unit produksi, (ii) rasio ruang per unit yang tinggi, (iii) efisiensi area perapian yang rendah, dan (iv) dinding refraktori dan segel di tingkat perapian membutuhkan tingkat perawatan yang tinggi. .
Tungku balok berjalan
Awalnya tungku balok berjalan dirancang dengan balok baja paduan yang terpapar langsung ke panas tungku dan juga mengalami korosi panas. Oleh karena itu tungku ini dioperasikan pada suhu maksimum 1065 derajat C. Tungku ini tidak cocok untuk memanaskan baja di mana suhu pemanasan ulang mencapai 1320 derajat C.
Saat ini walking beam terbuat dari anggota baja berpendingin air yang dilapisi dengan refraktori sehingga hanya refraktori yang terkena panas tungku. Sebagai alternatif, balok dan penyangga dibuat dari bagian pipa berpendingin air dengan kancing di permukaan atas untuk menjauhkan material panas dari kontak langsung dengan pipa berpendingin air. Tungku balok berjalan sekarang digunakan untuk memanaskan kembali billet, bloom, dan slab.
Tungku balok berjalan memiliki dua set balok. Stok baja bertumpu pada balok stasioner atau tetap. Untuk bergerak maju, stok baja diangkat dengan menggerakkan balok yang bergerak maju pada jarak yang telah ditentukan dan menempatkan stok ke langkah berikutnya di perapian. Setelah menempatkan stok pada langkah berikutnya di perapian, balok bergerak kembali ke posisi semula. Ini ditunjukkan pada Gambar 6.
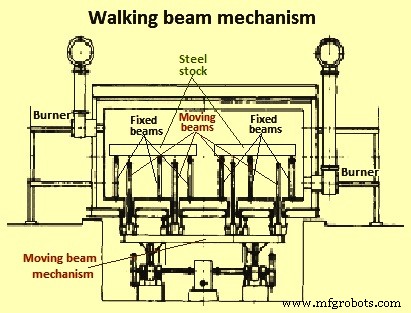
Gbr 6 Mekanisme balok berjalan
Tungku balok berjalan biasanya dirancang dengan pengisian dan pengosongan ujung atau samping. Balok dapat digerakkan baik secara hidrolik maupun mekanis. Penembakan silang dengan pembakar dinding samping di atas dan di bawah stok bahan yang sedang dipanaskan sedang digunakan. Di beberapa tungku, material dipanaskan dengan pembakar atap tipe radian atau dengan pembakar yang ditempatkan di atap dan di bawah material.
Keuntungan dari walking-beam furnace adalah (i) bahan yang akan dipanaskan dapat dipisahkan satu sama lain untuk menghindari stiker, (ii) tumpukan di tungku dan waktu retensi di tungku berkurang, (iii) itu layak untuk mengosongkan tungku dari kedua sisi dengan mengaktifkan mekanisme balok, (iv) tidak ada tanda selip karena tidak ada kontak saluran dengan selip berpendingin air, (v) keausan tungku dan kerusakan material praktis tidak ada karena tidak ada gesekan antara bahan dan dengan perapian, (vi) pemanfaatan perapian yang lebih baik dapat diperoleh saat mengisi ukuran campuran dengan memilih jumlah balok jalan yang tepat, dan (vii) ada potensi yang tersedia untuk perpanjangan panjang tungku keseluruhan untuk meningkatkan pemanfaatan gas limbah tungku dan untuk mengurangi konsumsi bahan bakar.
Kerugian dari tungku balok berjalan adalah (i) kompleksitas sistem, (ii) biaya modal yang tinggi, (iii) pemeliharaan segel perapian dan refraktori perapian yang tinggi dan (iv) masalah yang disebabkan oleh kerak yang turun selama pemanasan material .
Tungku perapian berjalan
Ini mirip dengan tungku balok berjalan sehubungan dengan lewatnya stok baja melalui ruang pemanas. Perbedaannya terletak pada metode pengangkutan di kedua tungku ini. Di tungku perapian berjalan, stok baja bertumpu pada tiang tahan api tetap. Tiang-tiang ini memanjang melalui bukaan di perapian dan puncaknya berada di atas permukaan perapian selama bahan tidak bergerak di dalam tungku. Dengan demikian, gas tungku dapat bersirkulasi di antara sebagian besar permukaan bawah pekerjaan dan perapian.
Untuk pergerakan material menuju ujung pelepasan tungku, perapian dinaikkan secara vertikal untuk pertama-tama menyentuh material dan kemudian dinaikkan lebih jauh untuk jarak pendek di atas pilar. Perapian kemudian bergerak maju ke jarak yang telah ditentukan, berhenti, menurunkan material ke posisi barunya di pier, terus turun ke posisi terendah dan kemudian bergerak mundur ke posisi awal menuju ujung pengisian tungku untuk menunggu tungku berikutnya. pukulan. Keuntungan dan kerugian dari tungku perapian berjalan mirip dengan tungku balok berjalan. Mekanisme tungku pemanasan ulang tungku berjalan ditunjukkan pada Gambar 7.
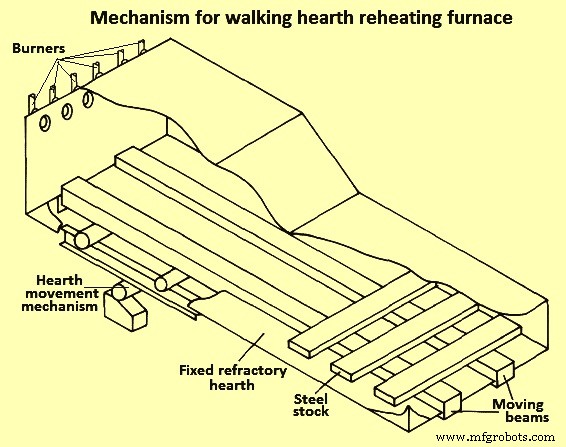
Gbr 7 Mekanisme tungku pemanas ulang tungku berjalan
Tungku pemanas ulang perapian rol
Tungku perapian rol digunakan untuk keuntungan saat memanaskan billet, mekar atau pelat yang sangat panjang dalam situasi di mana tidak praktis untuk pemanasan dalam tungku pendorong atau balok berjalan. Dalam tungku perapian rol, perapian terdiri dari satu set rol penggerak berpendingin air di mana stok baja bergerak maju. Penampang tungku perapian rol ditunjukkan pada Gambar 8.
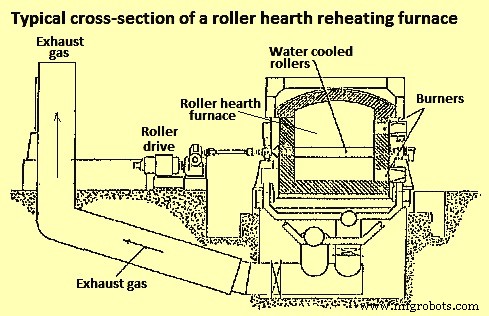
Gbr 8 Penampang melintang khas tungku perapian rol
Keuntungan dari tungku pemanas ulang tungku rol adalah (i) memiliki kemampuan untuk menangani potongan yang sangat panjang, (ii) kontrol zona dalam tungku ini lebih sederhana ketika pembakaran silang digunakan, (iii) bahan mengalami sedikit atau tidak ada kerusakan mekanis, (iv) tidak ada tanda selip, dan (iv) tungku perapian rol mengosongkan sendiri.
Kerugian dari tungku perapian rol termasuk (i) biaya awal yang tinggi per unit kapasitas, (ii) jika rol tidak diisolasi dengan benar maka ada peningkatan kehilangan panas karena pendinginan air dari rol, dan (iii) perapian rol tungku lebih sempit dan lebih panjang dari jenis pendorong atau tungku balok berjalan dengan kapasitas yang sama.
Masalah umum yang terkait dengan pemanasan ulang tungku
Ada beberapa masalah umum yang terkait dengan tungku pemanasan ulang terus menerus. Tungku dengan pembakaran zona tunggal dikaitkan dengan kerugian skala yang lebih tinggi. Tungku pembakaran zona tunggal juga memiliki kecenderungan lebih tinggi untuk menyebabkan dekarburisasi baja karbon tinggi daripada tungku pembakaran atas dan bawah karena baja terkena gas tungku dengan kombinasi hidrogen dan uap air untuk durasi yang lebih lama. Penskalaan baja terkadang dilakukan dengan sengaja untuk menghilangkan lapisan permukaan yang telah didekarburasi. Tungku dengan pembakaran atas memiliki perapian yang lebih panjang untuk produksi yang sama jika dibandingkan dengan tungku yang memiliki pembakaran atas dan bawah. Tungku pelepasan samping memiliki infiltrasi udara yang lebih sedikit di ujung panas daripada tungku pelepasan pintu ujung. Pelepasan pintu ujung dari tipe gravitasi biasa menginduksi udara dingin ke dalam tungku dengan efek cerobong asap di ujung pelepasan tungku. Namun pelepasan pintu ujung secara mekanis lebih sederhana untuk menghilangkan bahan yang dipanaskan. Perapian yang rata menghilangkan efek cerobong dari perapian yang miring ke atas menuju ujung pengisian. Efek cerobong asap ini menarik udara dingin ke tungku di ujung panas dan karenanya menyebabkan konsumsi bahan bakar yang lebih tinggi dan kehilangan kerak.


