Apa itu Pengelasan TIG :Prinsip, Cara Kerja, Peralatan, Aplikasi, Kelebihan dan Kekurangannya
Hari ini kita akan belajar tentang apa itu pengelasan TIG prinsipnya, cara kerjanya, peralatannya, aplikasinya, kelebihan dan kekurangannya dengan diagramnya. TIG adalah singkatan dari tungsten inert gas welding atau terkadang pengelasan ini dikenal dengan istilah gas tungsten arc welding. Dalam proses pengelasan ini, panas yang dibutuhkan untuk membentuk las disediakan oleh busur listrik yang sangat kuat yang terbentuk antara elektroda tungsten dan benda kerja. Dalam pengelasan ini digunakan elektroda non-konsumsi yang tidak meleleh. Sebagian besar bahan pengisi tidak diperlukan dalam jenis pengelasan ini tetapi jika diperlukan, batang las dimasukkan ke dalam zona las secara langsung dan dilebur dengan logam dasar. Pengelasan ini banyak digunakan untuk pengelasan paduan aluminium.
Pengelasan TIG:
Prinsip:
Pengelasan TIG bekerja dengan prinsip yang sama dengan
pengelasan busur . Dalam proses pengelasan TIG, busur intens tinggi dihasilkan antara elektroda tungsten dan benda kerja. Pada pengelasan ini sebagian besar benda kerja dihubungkan ke terminal positif dan elektroda dihubungkan ke terminal negatif. Busur ini menghasilkan energi panas yang selanjutnya digunakan untuk menyambung pelat logam dengan
las fusi . Gas pelindung juga digunakan untuk melindungi permukaan las dari oksidasi.
Peralatan
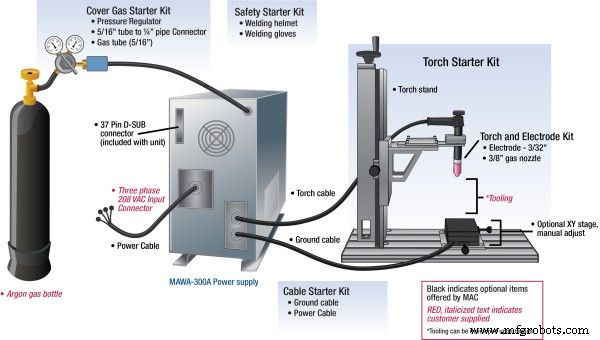
Sumber Daya:
Unit pertama peralatan adalah sumber daya. Sumber daya arus tinggi yang dibutuhkan untuk pengelasan TIG. Ini menggunakan sumber listrik AC dan DC. Sebagian besar arus DC digunakan untuk baja tahan karat, Baja Ringan, Tembaga, Titanium, Paduan Nikel, dll. Dan arus AC digunakan untuk aluminium, paduan aluminium, dan magnesium. Sumber daya terdiri dari transformator, penyearah dan kontrol elektronik. Sebagian besar 10 – 35 V diperlukan pada arus 5-300 A untuk pembangkitan busur yang tepat.
TIG Torch:
Ini adalah bagian terpenting dari pengelasan TIG. Obor ini memiliki tiga bagian utama, elektroda tungsten, collet dan nozzle. Obor ini baik berpendingin air atau berpendingin udara. Pada obor ini, collet digunakan untuk menahan elektroda tungsten. Ini tersedia dalam berbagai diameter sesuai dengan diameter elektroda tungsten. Nosel memungkinkan busur dan gas terlindung mengalir ke zona pengelasan. Penampang nozzle kecil yang memberikan busur intens tinggi. Ada melewati gas terlindung di nozzle. Nosel TIG perlu diganti secara berkala karena aus karena adanya percikan api yang kuat.
Sistem Pasokan Gas Perisai:
Biasanya argon atau gas inert lainnya digunakan sebagai gas terlindung. Tujuan utama gas terlindung untuk melindungi lasan dari oksidasi. Gas terlindung tidak memungkinkan masuknya oksigen atau udara lain ke zona las. Pemilihan gas inert tergantung pada logam yang akan dilas. Ada sistem yang mengatur aliran gas terlindung ke zona las.
Bahan Pengisi:
Sebagian besar untuk pengelasan lembaran tipis tidak menggunakan bahan pengisi. Namun untuk las yang tebal digunakan bahan pengisi. Bahan pengisi digunakan dalam bentuk batang yang langsung dimasukkan ke dalam zona las secara manual.
Bekerja:
Cara kerja pengelasan TIG dapat diringkas sebagai berikut.
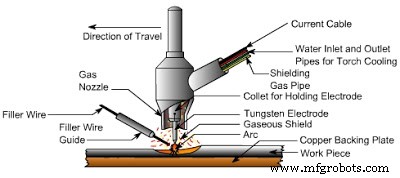
- Pertama, suplai arus tinggi tegangan rendah dipasok oleh sumber listrik ke elektroda las atau elektroda tungsten. Biasanya
elektroda dihubungkan ke terminal negatif sumber listrik dan bekerja potong ke terminal positif.
- Arus ini disuplai membentuk percikan api antara elektroda tungsten dan benda kerja. Tungsten adalah elektroda yang tidak dapat dikonsumsi, yang memberikan busur yang sangat kuat. Busur ini menghasilkan panas yang melelehkan logam dasar untuk membentuk pengelasan bersama.
- Gas terlindung seperti argon, helium disuplai melalui katup tekanan dan katup pengatur ke obor las. Gas-gas ini membentuk perisai yang tidak memungkinkan oksigen dan gas reaktif lainnya masuk ke zona las. Gas-gas ini juga menghasilkan plasma yang meningkatkan kapasitas panas busur listrik sehingga meningkatkan kemampuan pengelasan.
- Untuk mengelas bahan tipis tidak diperlukan logam pengisi tetapi untuk membuat sambungan tebal digunakan bahan pengisi berupa batang-batang yang diumpankan secara manual oleh tukang las ke dalam zona las.
Aplikasi:
- Sebagian besar digunakan untuk mengelas aluminium dan paduan aluminium.
- Digunakan untuk mengelas baja tahan karat, paduan dasar karbon, paduan dasar tembaga, paduan dasar nikel, dll.
- Digunakan untuk mengelas logam yang berbeda.
- Ini sebagian besar digunakan dalam industri kedirgantaraan.
Kelebihan dan Kekurangan:
Keuntungan:
- TIG memberikan sambungan yang lebih kuat dibandingkan dengan pengelasan busur pelindung.
- Sambungan lebih tahan korosi dan ulet.
- Veritas luas dari desain gabungan dapat terbentuk.
- Tidak memerlukan fluks.
- Ini dapat dengan mudah diotomatisasi.
- Pengelasan ini sangat cocok untuk lembaran tipis.
- Ini memberikan permukaan akhir yang baik karena percikan logam atau percikan las yang merusak permukaan dapat diabaikan.
- Sambungan yang sempurna dapat dibuat karena elektroda yang tidak dapat dikonsumsi.
- Kontrol parameter pengelasan lebih baik dibandingkan pengelasan lainnya.
- Arus AC dan DC dapat digunakan sebagai catu daya.
Kekurangan:
- Ketebalan logam yang akan dilas dibatasi sekitar 5 mm.
- Ini membutuhkan tenaga kerja yang terampil.
- Biaya awal atau penyiapan tinggi dibandingkan dengan pengelasan busur.
- Ini adalah proses pengelasan yang lambat.
Ini semua tentang pengelasan TIG, prinsip, cara kerja, peralatan, aplikasi, kelebihan dan kekurangan. Jika Anda memiliki pertanyaan tentang artikel ini, tanyakan dengan berkomentar. Jika Anda menyukai artikel ini, jangan lupa untuk membagikannya di jejaring sosial Anda. Subscribe channel kami untuk artikel menarik lainnya. Terima kasih telah membacanya.


