Cara Mengatur Posisi Proses Perlakuan Panas Dalam Pemesinan Presisi
Untuk meningkatkan kelangsungan hidup dan daya saing perusahaan permesinan presisi, di antara banyak faktor, kuncinya adalah mengandalkan teknologi canggih. Dengan perkembangan industri modern, semakin banyak perusahaan mulai memperhatikan pengerjaan. Dokumen kerajinan adalah dasar dari perusahaan pemesinan presisi, dan kebenarannya sangat penting. Sekecil satu simbol dan satu data dalam file proses, sangat penting, seperti persyaratan ukuran dalam file teknologi manufaktur mekanis, persyaratan toleransi geometrik, simbol dan kode program pemesinan CNC, dll. Khusus untuk pemrosesan bagian mekanis presisi, penggunaan dokumen proses yang benar secara langsung mempengaruhi kualitas pemrosesan dan keamanan produksi produk. Kadang-kadang karena kelalaian pengrajin, bahkan kesalahan kecil, hal itu juga dapat menyebabkan terkikisnya bagian-bagian mekanis yang presisi, yang menyebabkan kerugian ekonomi tertentu bagi perusahaan.

Dalam proses pemesinan presisi, untuk meningkatkan kinerja produk secara efektif, perlu untuk memastikan bahwa sebagian besar bagian yang tersisa telah dihilangkan saat mengatur lokasi proses perlakuan panas. Ini tidak hanya memastikan bahwa bagian-bagiannya dapat dipadamkan dan dikeraskan, tetapi juga bahwa ada margin untuk memenuhi pemrosesan selanjutnya, sehingga kualitas produk dapat lebih terjamin. Perlakuan panas dalam proses pemesinan presisi secara kasar dapat dibagi menjadi perlakuan panas awal dan perlakuan panas sesuai dengan tujuan aplikasi. Tujuan perlakuan panas pendahuluan adalah untuk meningkatkan sifat mekanik, menghilangkan tegangan internal, dan mempersiapkan perlakuan panas. Ini termasuk anil, normalisasi, pendinginan dan temper, dan perawatan penuaan.
1 . Perlakuan Panas Awal
Tujuan dari perlakuan panas awal adalah untuk menghilangkan tegangan internal yang dihasilkan selama proses pembuatan blanko, meningkatkan kinerja pemotongan bahan logam, dan mempersiapkan perlakuan panas akhir. Perlakuan panas pendahuluan meliputi pendinginan dan temper, anil, normalisasi, dll., yang umumnya diatur sebelum dan sesudah pemesinan kasar. Pengaturan sebelum hidup seadanya dapat meningkatkan kinerja pemotongan material. Pengaturan setelah pemesinan kasar bermanfaat untuk menghilangkan tegangan internal sisa.
Lokasi proses untuk anil dan normalisasi
Biasanya diatur setelah produksi blanko dan sebelum proses pemotongan.
Untuk bagian presisi, untuk menghilangkan tegangan sisa dalam proses pemotongan, anil pelepas tegangan juga harus diatur di antara proses pemotongan.
Posisi proses pendinginan dan temper
Perlakuan panas semacam ini dapat digunakan sebagai perlakuan akhir, dan juga dapat mempersiapkan organisasi untuk pendinginan permukaan berikutnya atau pendinginan keseluruhan bagian yang mudah berubah bentuk. Biasanya diatur setelah pengerjaan kasar dan sebelum finishing atau semifinishing.
2. Perlakuan Panas Akhir
Perlakuan panas akhir umumnya harus diatur setelah pemesinan kasar, semi-finishing, dan sebelum dan sesudah finishing. Perlakuan panas dengan deformasi besar, seperti karburasi dan pendinginan, pendinginan dan temper, dll., Harus diatur sebelum finishing, untuk memperbaiki perlakuan panas selama finishing. Cacat. Perlakuan panas dengan sedikit deformasi, seperti nitriding, dapat diatur setelah selesai. Setelah perlakuan panas semacam ini, kekerasan bagian-bagiannya lebih tinggi dan harus sejauh mungkin ke belakang. Umumnya, mereka disusun setelah setengah jadi dan sebelum digiling.
Pengaturan posisi proses pendinginan keseluruhan dan pendinginan permukaan pada dasarnya sama.
Deformasi, oksidasi, dan dekarburisasi bagian yang dipadamkan harus dihilangkan selama penggilingan, jadi tunjangan penggilingan harus disediakan (misalnya, untuk bagian yang didinginkan dengan diameter 200mm atau kurang dan panjang 1000mm, tunjangan penggilingan umumnya 0,35 ~0,75mm).
Untuk bagian permukaan yang dikeraskan, untuk meningkatkan sifat mekanik inti dan mendapatkan struktur permukaan yang dipadamkan dari struktur martensit berbutir halus, seringkali perlu dilakukan perawatan normalisasi atau pendinginan dan temper terlebih dahulu. Karena deformasi bagian permukaan yang dikeraskan kecil, kelonggaran penggilingan juga harus lebih kecil daripada bagian yang dikeraskan secara keseluruhan.
Untuk Contoh:
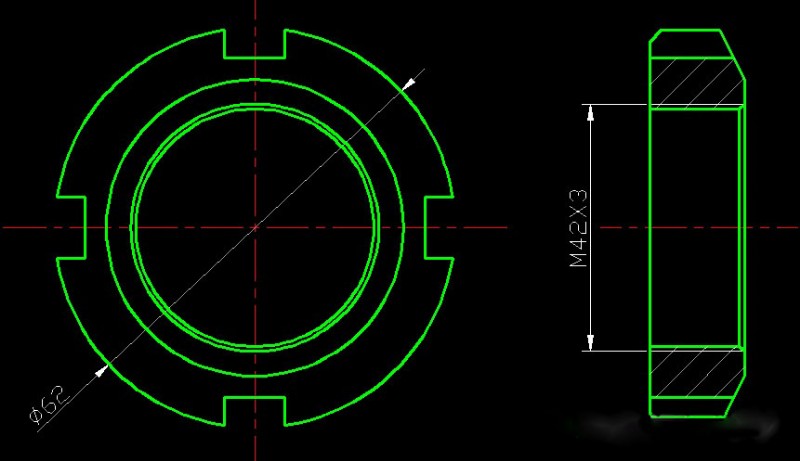
Gambar di atas adalah mur pengunci yang terbuat dari baja 45, dan kekerasan takik harus HRC35~40. Jika takik dan ulir internal semuanya diproses dan kemudian dipadamkan dan ditempa secara keseluruhan, meskipun kekerasan takik dapat memenuhi persyaratan, ulir internal berubah bentuk dan akurasi tidak dapat dijamin; jika dipotong setelah perlakuan panas, kekerasannya akan lebih tinggi dan kemampuan mesinnya akan buruk. .
Jika metode perlakuan panas dan urutan pemrosesan diubah menjadi:quenching dan tempering-processing ulir internal pemrosesan quenching frekuensi tinggi takik, persyaratan teknis dapat dipenuhi dan deformasi bagian dapat dikurangi.
3. Perawatan Penuaan
Tujuan perawatan penuaan adalah untuk menghilangkan tegangan internal dan mengurangi deformasi benda kerja. Perawatan penuaan dibagi menjadi tiga kategori:penuaan alami, penuaan buatan dan perawatan dingin. Perawatan penuaan umumnya diatur setelah pemesinan kasar dan sebelum finishing. Untuk suku cadang dengan persyaratan presisi yang lebih tinggi, perawatan penuaan dapat diatur setelah semi-finishing. Perlakuan sedingin es umumnya diatur setelah perlakuan temper atau setelah selesai atau di akhir proses.
4. Perawatan Permukaan
Untuk anti korosi permukaan atau dekorasi permukaan, terkadang permukaan perlu dilapisi atau dibirukan. Perawatan permukaan ini biasanya diatur di akhir proses.
Di atas adalah konten yang relevan dari pemesinan presisi dan pengaturan lokasi proses perlakuan panas, semoga dapat membantu Anda.


