Penerapan Annealing Pereda Stres Dalam Pemesinan Presisi
Dalam pemesinan bagian presisi, setelah banyak bagian diproses oleh peralatan presisi, selalu ada beberapa tempat yang "tidak memuaskan". Jelas, mereka adalah master pemrosesan terbaik dan peralatan pemrosesan terbaik. Dipastikan pada mesin bahwa semuanya begitu sempurna, tetapi ketika mesin dilepas dan dikirim ke ruang kontrol kualitas atau proses selanjutnya, ditemukan bahwa ukurannya telah berubah secara diam-diam, dan produk sempurna yang asli menjadi produk limbah .
Sebenarnya, ini adalah masalah pengaturan proses. Kami hanya mempertimbangkan proses pemesinan di atas, tetapi gagal mempertimbangkan karakteristik material itu sendiri, mengakibatkan perubahan struktur internal material setelah bagian diproses, mengakibatkan deformasi pemrosesan, menghasilkan dimensi yang buruk.
Tetapi bagaimana menghindari kejadian yang tidak diinginkan ini? Proses yang sangat penting harus digunakan, yaitu proses “penghilang stres” dari material, yang dalam beberapa kasus disebut perawatan anil.

Apa itu Perawatan Anil Pereda Stres?
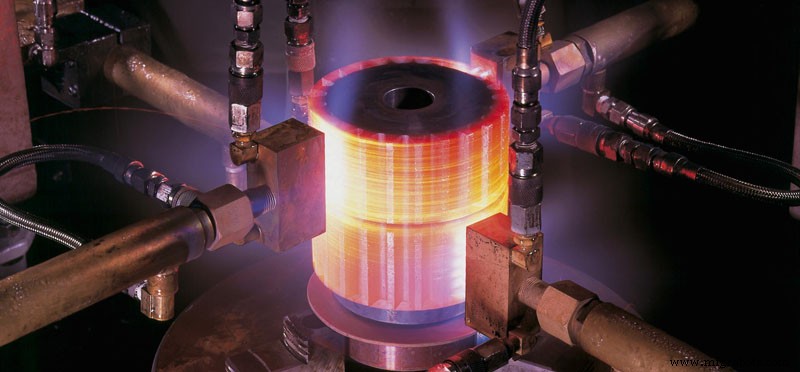
Proses memanaskan benda kerja sampai suhu tertentu, menjaganya untuk jangka waktu tertentu dan kemudian pendinginan untuk mengembalikan benda kerja, sehingga menghilangkan tegangan internal sisa disebut anil pelepas tegangan. Logam cacat dingin dipanaskan di bawah suhu rekristalisasi untuk menghilangkan tegangan internal. Tetapi perlakuan panas yang masih mempertahankan efek pengerasan kerja dingin disebut anil penghilang stres.
Stress relief annealing adalah proses perlakuan panas yang memanaskan baja atau berbagai bagian mekanik logam sampai suhu tertentu, menyimpannya untuk jangka waktu tertentu, dan kemudian mendinginkannya secara perlahan untuk mendapatkan proses perlakuan panas yang mendekati keadaan setimbang. Dalam industri manufaktur mesin, anil biasanya digunakan sebagai proses perlakuan panas awal dalam proses pembuatan benda kerja.
Dalam proses pemrosesan dan produksi yang sebenarnya, penerapan proses anil penghilang stres lebih dari aplikasi yang disebutkan di atas. Penempaan panas, pengecoran, berbagai pemrosesan deformasi dingin, pemotongan atau pemotongan, pengelasan, perlakuan panas, dan bahkan setelah perakitan bagian-bagian mesin, tanpa mengubah keadaan struktur, mempertahankan pekerjaan dingin, pekerjaan panas atau kondisi pengerasan permukaan, baja atau mesin Proses pemanasan bagian pada suhu yang lebih rendah untuk menghilangkan (semua atau sebagian) tegangan internal dan mengurangi kecenderungan deformasi dan retak dapat disebut anil pelepas tegangan. Karena perbedaan komposisi bahan, metode pemrosesan, ukuran dan distribusi tegangan internal, dan perbedaan tingkat penghilangan, kisaran suhu anil pelepas tegangan sangat lebar. Secara tradisional, perawatan penghilang stres pada suhu yang lebih tinggi disebut anil pelepas stres, dan perawatan pada suhu yang lebih rendah disebut penempaan pelepas stres. Esensinya sama.
Prinsip Anil Pereda Stres
Dalam proses pemrosesan tekanan, pengecoran, pengelasan, perlakuan panas, pemrosesan pemotongan dan proses lainnya, produk dapat menghasilkan tekanan internal. Dalam kebanyakan kasus, setelah akhir proses, sebagian dari tegangan sisa akan tetap berada di dalam logam. Tegangan sisa dapat menyebabkan benda kerja retak, berubah bentuk atau berubah ukuran. Tegangan sisa juga meningkatkan aktivitas kimia logam, dan sangat mudah menyebabkan korosi intergranular dan retak di bawah aksi tegangan tarik sisa. Oleh karena itu, tegangan sisa akan mempengaruhi kinerja material atau menyebabkan kegagalan prematur pada benda kerja.
Selama anil penghilang tegangan, logam mengalami deformasi plastis lokal internal (ketika tegangan melebihi kekuatan luluh material pada suhu ini) atau proses relaksasi lokal (ketika tegangan kurang dari kekuatan luluh material pada suhu ini) di bawah suhu tertentu. Tegangan sisa dilonggarkan untuk mencapai tujuan eliminasi. Selama anil pelepas tegangan, benda kerja umumnya dipanaskan secara perlahan hingga suhu yang lebih rendah (500-550 °C untuk besi tuang kelabu, 500-650 °C untuk baja, dan di bawah suhu awal rekristalisasi untuk bagian stamping paduan logam non-ferrous). Setelah menahan selama beberapa waktu, perlahan-lahan Dinginkan untuk mencegah tegangan sisa yang baru.
Anil pelepas stres tidak dapat sepenuhnya menghilangkan tegangan sisa di dalam benda kerja, tetapi hanya sebagian besar menghilangkannya. Untuk sepenuhnya menghilangkan tegangan sisa, benda kerja perlu dipanaskan ke suhu yang lebih tinggi. Dalam kondisi seperti itu, perubahan organisasi lainnya dapat terjadi, dan kinerja materi dapat dikompromikan.
Selain jaminan ukuran, tegangan internal yang ada di bagian jadi sebenarnya sangat berbahaya. Jika tidak dihilangkan tepat waktu, tegangan internal dan gaya pemuatan eksternal, yaitu, ketika gaya yang diterapkan selama penggunaan ditumpangkan, itu akan menyebabkan material terjadi. Istirahat yang tidak terduga. Oleh karena itu, benda kerja setelah pengecoran, pengelasan dan pemotongan harus dikenakan anil penghilang tegangan untuk menghilangkan tekanan internal yang dihasilkan selama pemrosesan, jadi ketika Anda selalu bekerja keras dengan keahlian terbaik dan masih tidak dapat membuat bagian yang baik, atau pelanggan Anda memberi tahu Anda bahwa bagian-bagiannya secara tidak sengaja rusak saat digunakan, Anda dapat mempertimbangkan proses anil stres, proses ini akan membantu Anda memecahkan banyak masalah.


