Jadilah Hiu:Mendayung &Penggilingan dengan Kecepatan Tinggi dengan MLcube!
Hudson Boat Works adalah produsen cangkang balap dayung yang berbasis di London, Ontario. Jack Coughlan dan saudara iparnya, Hugh Hudson, mendirikan perusahaan tersebut pada tahun 1981. Hudson adalah produsen perahu resmi untuk Tim Nasional Kanada dan perahu mereka telah memenangkan 84 Medali Dunia dan Olimpiade sejak 1984.
Pada bulan Maret 2007, Hudson Boat Works memulai produksi kapal "Hiu" mereka. Cangkang Great White 1x dan Hammerhead 8+ mereka saat ini dirancang oleh Steve Killing (Arsitek Angkatan Laut Kanada). Perahu-perahu ramping ini lebih cepat, lebih stabil, dan lebih nyaman bagi para pendayung. Sejak 2005, Glen Burston, Manajer Operasi, telah menjadi kekuatan pendorong di balik inovasi Hudson. Glen telah menerapkan pengetahuan Magister Teknik dan pengalaman mendayung tingkat Nasional untuk mengubah perusahaan menjadi sukses manufaktur terdepan.
Pada tahun 2015, direncanakan untuk membangun lini kapal yang lebih ringan dan lebih cepat yang terdiri dari semua komponen serat karbon yang diberi nama Ultimate Super Predator (USP). Kemampuan Hudson untuk dengan cepat membawa lini ini ke pasar akan memperkuat keunggulan kompetitif mereka dan posisi mereka sebagai pemimpin industri. Namun, kemampuan mereka untuk melakukan ini terhalang oleh perputaran yang lambat dan biaya tinggi yang terkait dengan outsourcing 90% dari suku cadang mesin mereka. Secara khusus, cetakan aluminium yang diperlukan untuk membuat semua bagian serat karbon yang terdiri dari rangka dayung diproyeksikan akan selesai dalam periode 3 tahun — dan kerangka waktu itu tidak akan berhasil.
Teknisi Teknik Mesin Hudson, Cam Fisher mengenang, “Kami memiliki router CNC 3-sumbu yang cukup besar yang melakukan semua pemangkasan untuk lambung kapal dan semua profil tepi kapal, tetapi tidak memiliki akurasi yang dibutuhkan untuk pembuatan cetakan.”
Jadi, pencarian teknologi permesinan CNC baru dimulai. Segera menjadi jelas bahwa router CNC standar tidak akan memiliki akurasi yang mereka butuhkan untuk pembuatan cetakan, dan dengan bagian terbesar mereka berada di urutan 64 inci dari ujung ke ujung, VMC konvensional mungkin tidak akan memiliki jumlah area kerja yang mereka inginkan. diperlukan. Ini diperparah oleh fakta bahwa ruang yang mereka alokasikan untuk mesin adalah 20′ x 10′ (200 kaki persegi). Namun, ketika Glen Burston menemukan DATRON, tampaknya semua "titik sakit" Hudson Boat Work dapat diatasi. Cam Fisher mengingat “Secara umum, Anda melihat ke mesin Haas Anda karena nama itu selalu ada di luar sana dan kami melihat ke beberapa pabrik besar lainnya. Tapi, Glen menemukan DATRON dan ketika Jack Coughlan berbicara dengan mereka, mesin MLcube mereka sepertinya mencapai semua poin yang kami butuhkan. Jejak adalah salah satu yang besar karena kami tidak memiliki banyak ruang di toko kami untuk menempatkan pabrik yang sangat besar. MLcube tidak akan memakan terlalu banyak ruang dan apa yang dapat kami lakukan dengan area kerja 60″ x 40″ tidak akan nyata.”
Diputuskan bahwa Hudson Boat Works akan mengirim model terbesar mereka ke DATRON agar mereka dapat melakukan tes kecocokan di Pusat Teknologi mereka di New England. Bagian melengkung ini tampak hampir seperti bumerang besar dengan rentang 64 inci di antara kedua ujungnya. Ini berarti bahwa DATRON harus mendapatkan sedikit "kreatif" dengan penempatan bagian dan memindahkan majalah alat di tempat tidur mesin. Namun, dengan bagian ini mewakili “skenario kasus terburuk”, mereka yakin bahwa mereka memiliki solusi yang tepat untuk Hudson.
Pada akhirnya, ini terbukti benar dan Hudson sangat bersemangat untuk membeli DATRON MLcube. Sekarang, lebih dari setahun kemudian, Cam Fisher melaporkan, “Memasukkan mesin DATRON adalah penghindaran biaya yang sangat besar. Awalnya, kami melihat tanda 2-3 tahun untuk mendapatkan semua yang kami butuhkan melalui outsourcing dan biaya cetakan yang sangat besar ini sangat besar. Dengan DATRON, kami sudah berada pada titik di mana kami siap untuk menawarkan segalanya. Dalam waktu kurang dari satu tahun, kami tidak akan berada di tempat kami sampai sekitar 4 tahun dari sekarang. Membawa lini kapal USP ini ke pasar memberi kami keunggulan kompetitif yang sangat besar.” https://www.youtube.com/embed/-gsNvltcJJQ?feature=oembed&enablejsapi=1&origin=https://www.datron.com
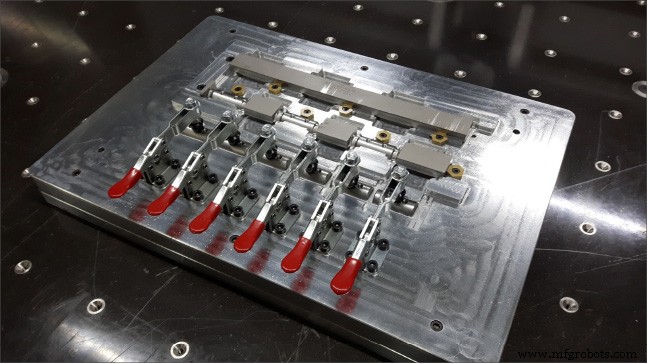
Selain cetakan penggilingan yang telah mereka selesaikan, Hudson Boat Works memproduksi suku cadang aluminium untuk tali-temali pada kapal mereka dan seperti yang direncanakan mereka telah beralih ke fase produksi ini untuk lini baru mereka. Fisher berkata, “Sekarang, saya keluar dari pembuatan cetakan dan saya membawa bagian produksi. Saya masih memiliki perlengkapan cetakan di mesin minggu lalu dan bagian lain masuk dan saya tidak pernah melepas perlengkapan lain dari mesin. Karena kerucut, saya memposisikan bagian baru di tempat yang saya inginkan dan mati dan berjalan.”
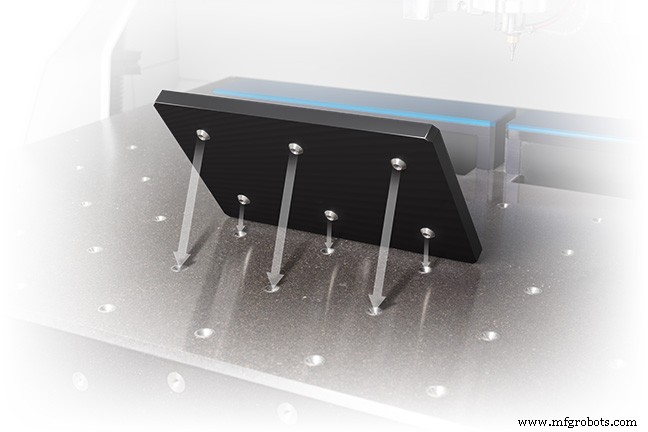
Fisher mengacu pada sistem kerucut yang terintegrasi ke dalam lapisan MLcube. Kerucut ini digunakan untuk memposisikan benda kerja seperti klem, palet, dan chuck vakum. Rongga kerucut digiling oleh mesin itu sendiri di permukaan meja pemesinan. Ini menghasilkan sistem "boss-in-cavity" yang memastikan pengulangan lokasi. Jadi, jika dia berada di tengah-tengah kumpulan suku cadang dan proyek terburu-buru yang tidak terduga datang, dia dapat menghapus satu perlengkapan dan menggantinya dengan yang baru untuk pekerjaan baru. Ketika pekerjaan terburu-buru selesai, dia mengembalikan perlengkapan pertama ke tempatnya dan melanjutkan di mana dia tinggalkan. Karena MLcube memiliki amplop kerja yang begitu besar, dapat menampung lebih dari satu perlengkapan atau pengaturan dan dalam kasus yang disebutkan Fisher, dia baru saja menemukan ruang kosong di tempat tidur untuk bagian baru.
Bagian tali-temali aluminium yang dibuat Fisher sekarang akan dilas pada bagian luar kapal dan dia terkesan dengan bagaimana bagian-bagian itu terlepas dari mesin “Dengan etanol sebagai pendingin untuk bagian-bagian aluminium ini, bagian-bagian itu terlepas dari mesin dan langsung ke pengelasan kami – karena etanol menguap, tidak ada pekerjaan pasca yang harus dilakukan untuk mereka. Mereka baru saja bersih dan siap untuk dilas. Itu sangat menghemat waktu.”
Tapi aluminium bukan satu-satunya logam yang Hudson akan potong pada mesin DATRON dan Fisher berkomentar tentang rencana tambahan, “Kami juga akan membawa titanium. Dengan semua bagian serat karbon, semua komponen logam yang ada di dalamnya adalah titanium. Titanium bukan logam yang menyenangkan untuk dipotong, tetapi untuk satu bagian yang telah saya lakukan sejauh ini di DATRON, saya menggunakan 200-220 ipm yaitu sangat cepat dan saya masih menggunakan feed dan kecepatan.”
Untuk mengoptimalkan program untuk bagian titanium, Fisher berkonsultasi dengan Teknisi Aplikasi DATRON, Dann Demazure, dan mengingat, “Teknisi aplikasi DATRON sangat bagus dan telah mengirimi saya banyak informasi untuk membantu upaya saya untuk menghubungi bagian titanium. Dann melakukan banyak penelitian untukku. Karena saya tidak memiliki banyak pengalaman dengan itu, akan sulit untuk mengetahuinya tanpa banyak percobaan dan kesalahan, tetapi orang-orang DATRON selalu berhasil.”
Hubungan seperti ini antara operator dan Teknisi Aplikasi DATRON adalah umum dan umumnya dimulai selama proses penjualan dan diperkuat selama pemasangan dan pelatihan alat berat. Itulah yang terjadi dengan Fisher dan Demazure dan Fisher berkata, “Kami memiliki 3 hari pelatihan dengan Dann Demazure, di sini di fasilitas kami dan hanya itu yang diperlukan, beberapa hari dan kami siap untuk pergi. Sangat menakjubkan untuk memiliki mesin mendarat dan hari berikutnya kami memotong bagian.”
Instalasi awal termasuk integrasi HSMWORKS yang dibeli Hudson Boat Works bersamaan dengan mesin DATRON. Komentar Fisher tentang kemudahan integrasi, “Selain menghadirkan DATRON, kami juga menghadirkan perangkat lunak 3D CAM yang belum pernah kami gunakan sebelumnya. Kami mengalihdayakan segalanya, jadi meskipun kami membuat cetakan di rumah, kami masih mengalihdayakan semua program. Kami menggunakan HSMWORKS karena kami sangat berbasis SolidWorks di sini. Pos yang datang dengan HSMWORKS untuk DATRON tidak bisa lebih baik. Saya datang sedikit hijau dengan hanya beberapa pengalaman dengan bagian datar 2D, tapi setelah menjalankannya sebentar, saya pikir saya bisa melatih orang lain dalam 2 hari untuk menggunakan mesin ini bahkan jika mereka belum pernah melihat DATRON sebelumnya … atau bahkan tidak pernah melihat mesin CNC sebelumnya. Semudah itu!”