Waktu Siklus Pemotongan Gerinda Pinch Ganda Kasar menjadi Setengah

“Kebutuhan akan kecepatan” manufaktur saat ini lebih benar daripada di masa lalu, karena pelanggan menuntut perputaran produk yang lebih cepat. Dan jika satu produsen tidak dapat mengakomodasi, pelanggan akan mencari perusahaan lain yang mau. Oleh karena itu, banyak toko mesin yang menciptakan proses — atau berinvestasi pada peralatan baru dan lebih efisien — untuk memungkinkan
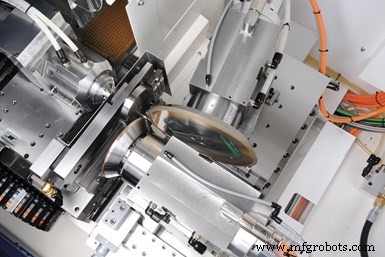
Proses penggilingan mencubit silinder kasar ganda ditunjukkan di kedua foto. Namun, foto atas menunjukkan roda diposisikan pada 10 derajat. Di sini, roda hampir bergerak sejajar dengan sumbu bagian. Roda dapat menggiling lebih efisien jika maju ke dalam material dalam gerakan aksial seperti itu. Namun, pada 90 derajat (foto bawah), roda dapat melakukan gerakan untuk sudut belakang dan ceruk, tetapi lebih banyak getaran akan diperkenalkan dibandingkan dengan posisi 10 derajat. Menurut Rollomatic, posisi 10 derajat harus digunakan jika profil memungkinkan. Kredit foto:Rollomatic Inc.
produksi lebih cepat.
Ini juga berlaku untuk produsen perkakas. Salah satu proses yang dapat membantu mereka melakukannya adalah proses penggilingan cubitan alternatif yang disebut penggilingan silindris cubitan kasar ganda. Proses penggilingan baru tidak hanya memotong waktu siklus menjadi dua dibandingkan dengan penggilingan cubit tradisional, tetapi juga menghasilkan lebih sedikit panas dan merupakan proses yang lebih tenang, untuk menyebutkan beberapa keuntungan.
Metode penggilingan mencubit ganda-kasar ini dirancang oleh Rollomatic Inc. khusus untuk persiapan blanko alat pemotong karbida dan pemotong slot-T. Proses ini telah diintegrasikan ke dalam mesin penggiling cubit/kupas ShapeSmart NP50 perusahaan, yang awalnya dikembangkan pada tahun 1996.
Metodenya berbeda dari gerinda cubit tradisional yang menggunakan roda pengasaran terkemuka untuk menghilangkan sebagian besar material, yang kemudian diikuti dengan roda penghalus yang berlawanan untuk memberikan hasil akhir yang halus. Kedua roda berlawanan satu sama lain selama penggilingan simultan, oleh karena itu melawan tekanan mereka pada bagian tersebut. Sebaliknya, pada saat gerinda cubitan kasar ganda, kedua stasiun gerinda dilengkapi dengan roda berlian dengan ukuran grit untuk gerinda kasar. Kedua roda roughing ini dijalankan secara serempak, tetapi roda terdepan melakukan sebagian besar pemindahan material. Roda lainnya membersihkan material yang tertinggal dari roda pertama. Jarak lag roda kedua bergantung pada posisi sepanjang profil karena proses pengasaran ganda telah dikembangkan secara khusus untuk necking tool blank.
Spindle penggilingan memainkan bagian penting dari proses juga. Spindel penggerak langsung sinkron NP50 masing-masing memiliki puncak 19-hp dengan motor sinkron yang memberikan kecepatan konstan selama operasi. Kurva torsi juga sangat efisien, menurut Rollomatic. Gaya rotasi motor sinkron tidak berkurang dengan rpm yang lebih tinggi.
Spindel sinkron yang efisien pada alat berat juga bermanfaat karena hanya berjalan pada penarikan daya 35% atau kurang. Akibatnya, mereka tidak melepaskan panas apa pun ke dalam mesin atau ke dalam proses penggilingan. Mereka juga dikatakan beroperasi jauh lebih tenang, bahkan di bawah beban, dibandingkan dengan rekan motor induksi mereka.
Poin Kasus
Rollomatic menyarankan metode penggilingan ini paling cocok untuk karbida dan benda kerja baja yang dikeraskan. Kekerasan dan ketahanan panas material ini dikatakan menjadikannya pilihan terbaik untuk kemampuan gerinda.
Misalnya, pada uji produksi 100 buah blanko karbida padat dengan diameter shank 5/8 inci, diameter leher 0,400 inci, dan panjang leher 2,25 inci, penggilingan kasar ganda mengurangi waktu siklus menjadi 5 menit dan 5 menit. detik, dibandingkan dengan waktu siklus sekitar 10 menit dengan penggilingan kasar/selesai konvensional, menurut perusahaan.

Kosong slot-T karbida padat ini digiling menggunakan teknologi penggilingan cubitan kasar ganda. Pada uji produksi yang dijalankan di mesin gerinda cubit/kupas ShapeSmart NP50 menggunakan gerinda cubit ganda-kasar, waktu siklus tanpa bongkar/muat adalah 5 menit. dan 5 detik.
Penyelesaian yang Dapat Diterima, Peningkatan Pengulangan
Penggilingan mencubit dua kali kasar dapat mencapai permukaan akhir 12 hingga 32 mikro inci dibandingkan dengan 1,2 mikro inci menggunakan roda berlian akhir.
Proses berulang dari metode penggilingan ini adalah keuntungan lain. Rollomatic mengatakan operator dapat menyiapkan pekerjaan penggilingan tanpa harus terus menerus dan cermat memutar feed dan kecepatan yang optimal.
Pengulangan teknologi juga memungkinkan produksi batch panjang tanpa perlu sering memperbaiki roda gerinda. Roda yang kasar biasanya memiliki retensi sudut yang lebih baik dibandingkan dengan roda akhir yang lebih halus, kata perusahaan tersebut.
Dengan semua manfaat efisiensi yang ditawarkan oleh gerinda cubit ganda, semakin banyak kemampuan yang tersedia pada mesin gerinda NP50 yang meningkatkan produktivitas.
Meskipun mesin menawarkan teknologi penggilingan cubitan kasar ganda ini, penggilingan cubitan kasar dan selesai masih dapat dilakukan pada mesin. Juga, opsi seperti pengukuran bagian dan unit pemuatan otomatis juga tersedia.
Jika pengukuran bagian dalam proses penting untuk suatu aplikasi, Rollomatic menawarkan pengukur diameter Marposs sebagai opsi pada alat berat. Unit mengukur diameter di satu tempat di sepanjang sumbu pahat, dan umpan balik memberi sinyal ke mesin untuk membuat kompensasi posisi roda otomatis. Menurut perusahaan, koreksi ini berguna dalam kasus perubahan suhu sekitar dan keausan roda gerinda. Pengukur juga dapat digunakan untuk memeriksa bidang datar dan mengatur posisi melingkar bagian sesuai dengan permukaan datar.

Mesin gerinda cubit/kupas ShapeSmart NP50 tidak hanya gerinda cubit/kupas tradisional, tetapi juga telah ditingkatkan untuk menggunakan teknologi gerinda cubit ganda-kasar. Penggilingan cubitan kasar ganda memotong waktu siklus menjadi dua, meningkatkan permukaan akhir dan juga menghasilkan lebih sedikit panas dan kebisingan.
Unit pemuatan otomatis juga dapat diintegrasikan ke dalam mesin NP50 standar. Pemuat alat pick-and-place otomatis tiga sumbu berkecepatan tinggi telah dikembangkan oleh perusahaan dengan mempertimbangkan kecepatan penyetelan yang cepat. Ini menggunakan kaset yang telah dikalibrasi sebelumnya dan desain gripper yang memungkinkan menahan diameter yang berbeda tanpa harus mengatur ulang posisi gripper.
Rollomatik | rollomatic.ch/en


