Garis Las:Penyebab, Cacat dan Cara Menghindarinya

Memiliki cacat atau cacat pada bagian yang sudah jadi pasti akan membuat siapa pun tidak puas. Dengan bagian yang terbuat dari plastik, itu bisa berarti lebih banyak masalah karena noda dapat menyebabkan kegagalan fungsional bagian tersebut. Contoh cacat seperti itu pada bagian plastik adalah garis las.
Garis-garis ini dapat sangat mempengaruhi produk plastik Anda karena dapat menyebabkan kegagalan seluruh proses produksi. Ini biasanya berarti kehilangan sejumlah besar uang karena prosesnya harus dimulai dari awal. Untuk membantu menghindari hal ini, artikel ini akan membahas penyebab garis las, cacat yang ditimbulkannya, dan cara mencegahnya.
Bagaimana Garis Las Muncul?

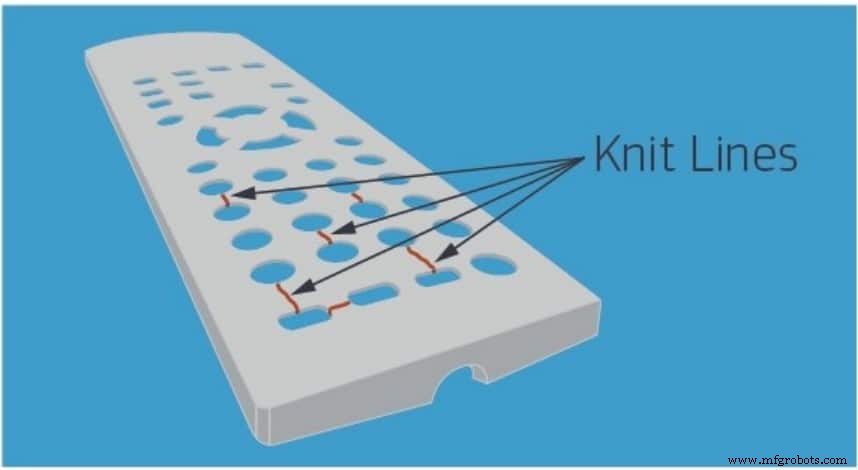
Garis las (juga dikenal sebagai garis rajut) adalah garis di mana dua aliran depan bertemu ketika ada ketidakmampuan dua atau lebih aliran depan untuk "merajut" bersama-sama, atau "mengelas," selama proses pencetakan. Garis-garis ini biasanya muncul di sekitar lubang atau penghalang dan menyebabkan area lokal yang lemah di bagian cetakan.”
Terminologi lain yang populer digunakan oleh masinis dalam kaitannya dengan garis las adalah garis las. Meskipun keduanya mirip dalam penampilan, mereka memiliki satu perbedaan kecil. Perbedaannya adalah sudut pertemuan kedua front aliran. Untuk garis las, sudut pertemuan selalu lebih kecil dari 135 derajat. Setiap sudut pertemuan yang lebih besar dari ini menciptakan garis yang menyatu.
Untuk lebih memahami bagaimana fenomena ini terbentuk, perlu diketahui apa yang terjadi ketika plastik mengalir. Ketika plastik mengalir, mereka membentuk bagian depan aliran kontinu yang halus. Aliran ini tetap lancar jika tidak menyentuh penghalang apa pun.
Namun, jika aliran itu bersentuhan dengan benda atau penghalang, seperti peniti, ia segera membelah menjadi dua bagian yang berbeda untuk mengelilingi benda itu. Sekarang, Anda memiliki dua sisi yang berbeda—satu mengalir melalui satu bagian objek dan yang lainnya di sisi berlawanan dari objek.
Aliran bergabung kembali di depan, meninggalkan sedikit depresi di permukaan. Depresi ringan ini adalah garis kecil yang disebut garis las atau garis rajut. Namun, garis las mungkin tidak berlanjut sepanjang aliran. Jadi, saat aliran berlanjut, kedua aliran depan dapat secara bertahap bergabung kembali untuk membuat satu aliran depan yang tidak terputus. Ini berlanjut sampai garis las dalam cetakan injeksi plastik menghilang.
Penyebab garis las
Seperti banyak cacat bagian, beberapa faktor berkontribusi pada pembentukan garis las selama desain bagian. Beberapa faktor tersebut antara lain:
- Tekanan
- Suhu
- Desain cetakan
- Kecepatan
- Kotoran
- Kelebihan pelepasan cetakan
Tekanan
Jika tekanan tidak cukup untuk mendorong aliran dan menyatu kembali, ini dapat menciptakan garis las yang lebar. Ini dapat terjadi jika mesin rusak atau pengaturannya tidak dilakukan dengan benar. Ini juga dapat disebabkan oleh masalah dengan desain cetakan.
Suhu
Jika suhunya tidak cukup tinggi, Anda mungkin mulai mengalami pengerasan dini. Beberapa bagian mungkin mengeras sementara bagian lainnya masih mengalir. Dengan ini, Anda mungkin akhirnya memiliki garis las.
Suhu yang diperlukan untuk aliran resin terus menerus mungkin turun di tempat yang berbeda. Beberapa tempat tersebut adalah cetakan, pelari ke cetakan, dan mesin cetak injeksi.
Desain cetakan
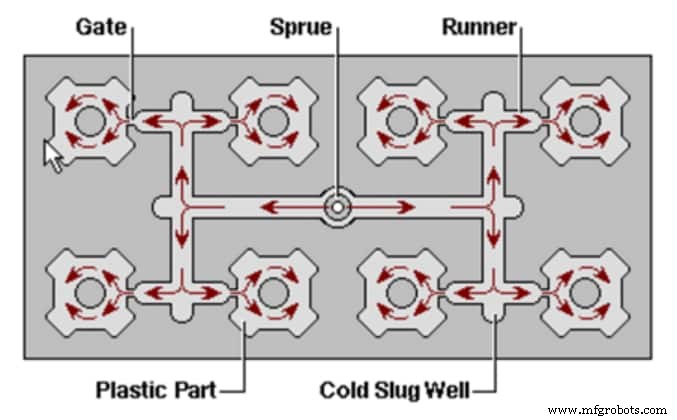
Cetakan dengan desain yang buruk dapat menyebabkan garis las di berbagai area desain Anda. Beberapa kesalahan umum dalam desain cetakan yang dapat menyebabkan garis rajutan adalah ketebalan dinding yang tidak tepat dan gerbang yang tidak ditempatkan dengan benar.
Kecepatan
Dengan kecepatan rendah, resin akan bergerak melalui cetakan secara perlahan. Ini berarti bagian depan mungkin tidak dingin pada waktu yang sama. Jika salah satu mendingin sebelum menyentuh yang lain, ini dapat menyebabkan garis rajut pada cetakan injeksi.
Kotoran
Jika resin mengandung kotoran, tidak akan ada aliran yang lancar melalui cetakan. Ini mungkin berarti bahwa satu bagian dari aliran akan lebih cepat dari yang lain.
Kelebihan pelepasan cetakan
Jika ada terlalu banyak pelepasan cetakan, Anda mungkin memerlukan tekanan yang lebih tinggi untuk mendorongnya melalui mesin. Jika tidak, kecepatannya akan turun, dan itu bisa membuat garis las.
Mengapa Anda Harus Menghindari Garis Las
Garis rajutan dalam cetakan injeksi tidak diinginkan, terutama ketika penampilan permukaan dan kekuatan bagian menjadi perhatian yang signifikan. Oleh karena itu, Anda harus menghindarinya karena alasan berikut:
Kerapuhan

Garis las biasanya merupakan area terlemah di pihak Anda. Dengan demikian, material dapat dengan mudah terlepas dari area seperti itu. Jika bagian tersebut dirancang untuk tujuan yang membutuhkan kekuatan yang baik, kerapuhan yang disebabkan oleh garis las dapat menghalanginya untuk melayani tujuan tersebut secara efektif.
Misalnya, jika Anda memiliki tali rajut di sekitar lubang sekrup di bagian Anda, tali tersebut mungkin putus saat Anda mengemudi dan mengencangkan sekrup melalui lubang tersebut.
Merusak tampilan permukaan
Garis rajutan dapat merusak tampilan desain Anda. Tidak peduli seberapa banyak upaya yang Anda lakukan untuk mendesain agar terlihat menarik, satu garis rajutan mungkin menjadi titik perhatian yang merusak desain.
Tips Menghilangkan Garis Rajut
Anda dapat menghilangkan garis las dalam cetakan injeksi plastik dengan memastikan satu bagian depan selama proses pencetakan. Anda juga dapat menghilangkan rajutan dengan memastikan bahwa garis tertutup dengan baik. Kiat-kiat berikut dapat membantu Anda mencapainya:
- Mengubah desain bagian
- Mengubah desain cetakan
- Sesuaikan kondisi cetakan
Mengubah desain bagian
Anda dapat melakukan ini dengan meningkatkan ketebalan dinding. Ini akan membantu memfasilitasi transmisi tekanan dan juga memastikan bahwa ada suhu leleh yang lebih tinggi. Dinding bagian yang menebal dapat membantu memperlambat kecepatan pendinginan resin. Ini memberi resin lebih banyak waktu untuk menyebar ke bagian yang tidak tertutup sebelum akhirnya mendingin dan mengeras.
Namun, Anda harus berhati-hati agar tidak membuat bagian dinding terlalu tebal. Jika Anda melakukannya, Anda mungkin akan mengalami tanda tenggelam.
Anda juga dapat mengurangi rasio ketebalan bagian. Dengan aliran yang lebih ringan, cairan akan mencakup jangkauan yang lebih luas lebih cepat. Dengan demikian, garis las harus ditutup.
Anda juga dapat menyesuaikan dimensi dan posisi gerbang. Jauhkan bagian penyebab rajutan sejauh mungkin dari tepi desain Anda. Jika Anda menyimpannya terlalu dekat ke tepi, itu dapat dengan mudah putus.
Mengubah desain cetakan
Anda dapat mengubah desain cetakan dengan meningkatkan ukuran gerbang dan pelari. Anda juga harus menghilangkan udara yang terperangkap di dalam cetakan injeksi garis las. Jika Anda tidak menghilangkan udara, itu akan membuat bagian yang tidak terisi dalam desain bagian Anda yang selanjutnya akan menyebabkan lebih banyak pelemahan. Anda dapat mengeluarkan udara yang terperangkap dengan menempatkan ventilasi di area garis las.
Cara lain untuk mengubah desain cetakan adalah dengan mengubah desain gerbang. Ini akan membantu menghilangkan cetakan injeksi garis las atau memastikan bahwa mereka terbentuk lebih dekat ke gerbang di bawah tekanan pengepakan tinggi dan pada suhu tinggi.
Sesuaikan kondisi cetakan
Cara lain untuk menghilangkan garis las dalam cetakan injeksi plastik adalah dengan menyesuaikan kondisi cetakan. Syaratnya adalah suhu, kecepatan injeksi, dan tekanan injeksi.
Jika suhu leleh rendah atau kecepatan dan tekanan injeksi rendah, Anda mungkin akan mendapatkan garis las yang lebih jelas. Dengan demikian, Anda dapat menghilangkan garis las dengan meningkatkan kondisi ini.
Kesimpulan
Memiliki garis las pada setiap bagian plastik jadi adalah cacat manufaktur yang harus dihindari dengan cara apa pun. Selain meninggalkan bekas luka yang buruk pada permukaan produk Anda, produk ini juga memiliki kelemahan fungsional seperti meningkatnya kerapuhan.
Untuk memastikan produk plastik jadi Anda memiliki kualitas tertinggi dan tanpa garis las apa pun, RapidDirect adalah pilihan terbaik untuk Anda. Kami memberikan bagian dari kualitas manufaktur dan fungsional tertinggi yang selalu membuat klien kami puas. Dalam waktu 12 jam setelah menghubungi kami, kami akan mengirimkan Anda kutipan perkiraan biaya untuk produksi suku cadang Anda.
Juga, kami menyediakan analisis DFM profesional dan analisis aliran cetakan dan mengirimkan umpan balik desain secara GRATIS untuk setiap pesanan yang ditempatkan bersama kami. Dengan cara ini, kami dapat mengoptimalkan desain Anda untuk memastikan produk tidak memiliki cacat.
Bersama kami, Anda mendapatkan plastik cetakan injeksi dengan kualitas terbaik.


