Pengantar pencetakan bahan pengaliran 3D
Apa itu Material Jetting?
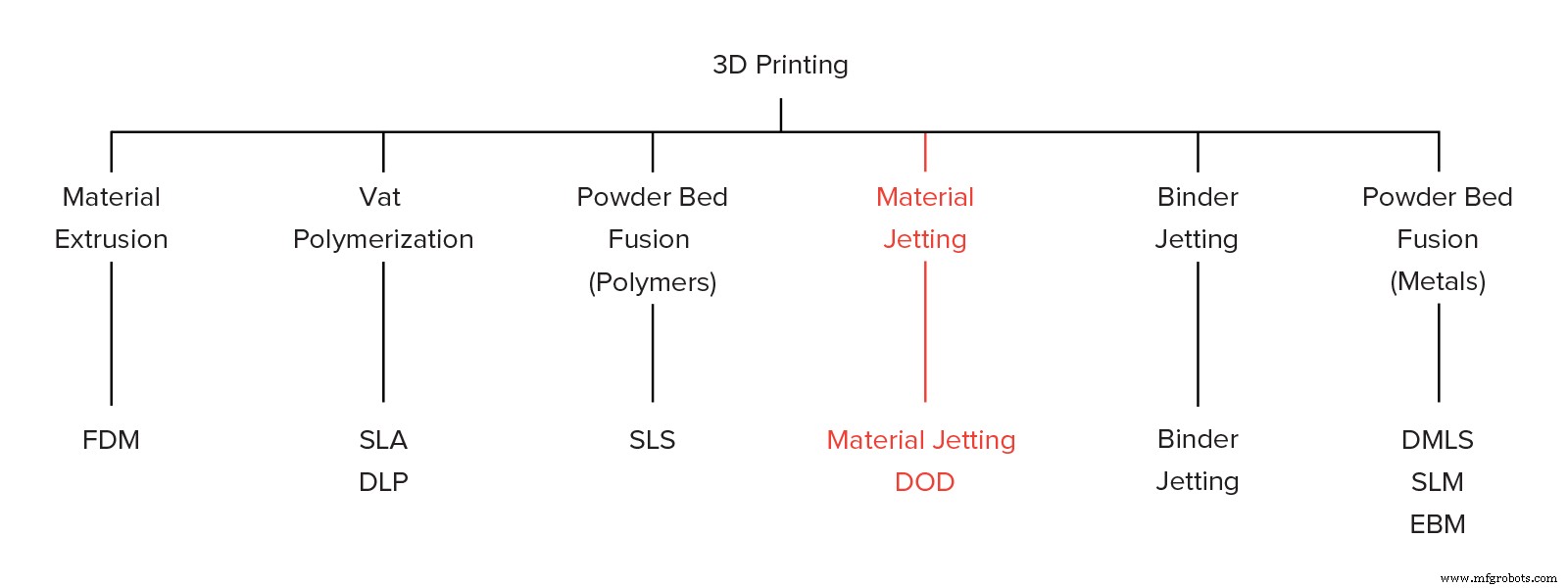
Material Jetting (MJ) adalah proses manufaktur aditif yang beroperasi dengan cara yang mirip dengan printer 2D. Dalam pengaliran material, printhead (mirip dengan printhead yang digunakan untuk pencetakan inkjet standar) mengeluarkan tetesan bahan fotosensitif yang mengeras di bawah sinar ultraviolet (UV), membangun bagian lapis demi lapis. Bahan yang digunakan dalam MJ adalah termoset photopolymers (akrilik) yang berbentuk cair.
MJ 3D Printing menciptakan bagian dengan akurasi dimensi tinggi dengan permukaan akhir yang sangat halus. Pencetakan multi-material dan berbagai material (seperti material seperti ABS, karet, dan sepenuhnya transparan) tersedia di Material Jetting. Karakteristik ini menjadikan MJ pilihan yang sangat menarik untuk prototipe visual dan manufaktur perkakas. Namun demikian, pengaliran material memiliki beberapa batasan utama yang kami sajikan dalam artikel ini.
Variasi proses MJ menggunakan printhead Drop-On-Demand (DOD) untuk mengeluarkan cairan kental dan membuat bagian seperti lilin. DOD digunakan hampir secara eksklusif untuk pembuatan pola casting investasi dan untuk alasan ini kami tidak akan membahasnya lebih lanjut di sini.
Bagaimana cara kerja pengaliran material?
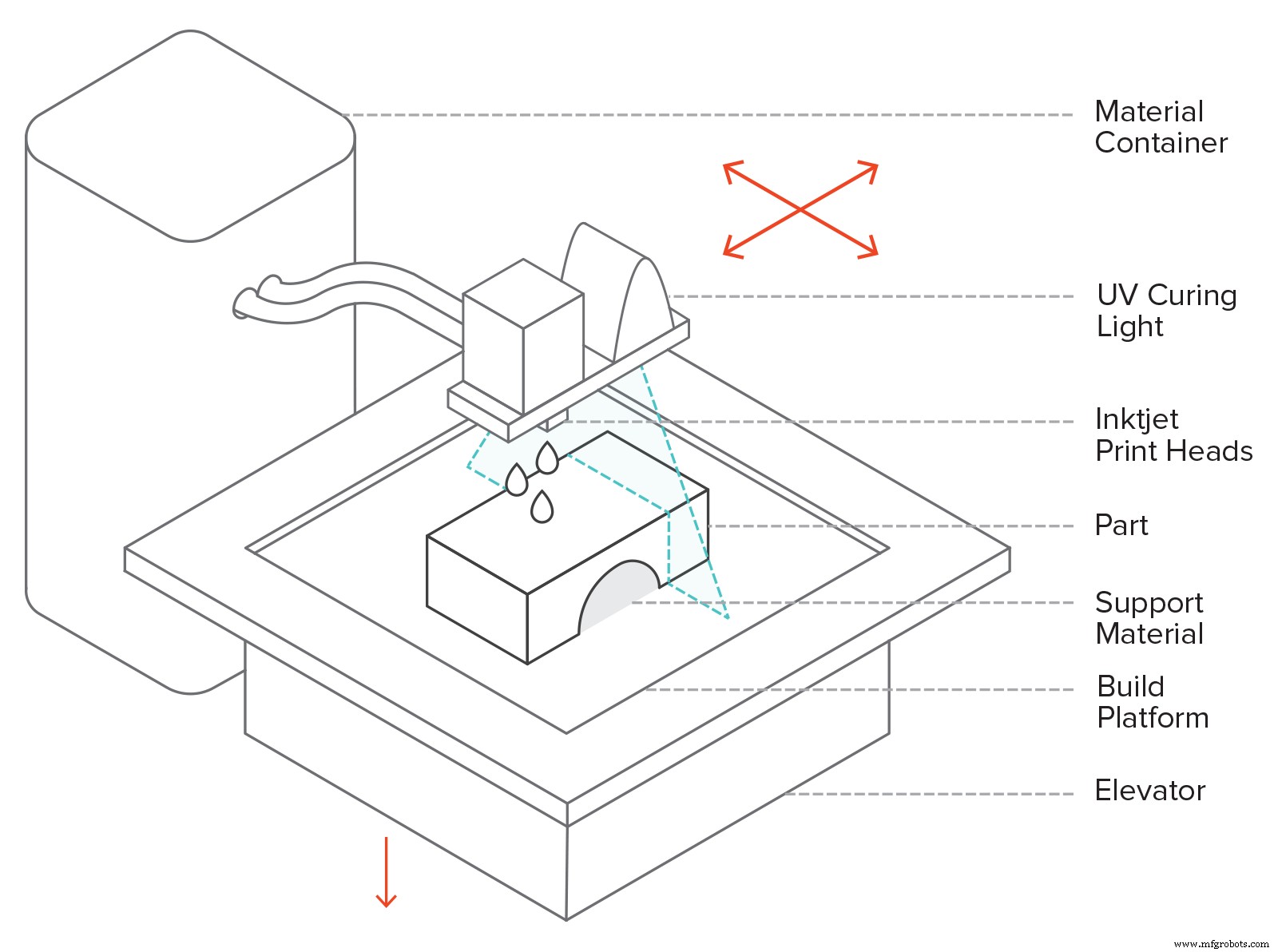
Beginilah cara kerja proses pencetakan MJ:
I. Pertama, resin cair dipanaskan hingga 30 - 60oC untuk mencapai viskositas optimal untuk pencetakan.
II. Kemudian kepala cetak bergerak di atas platform pembuatan dan ratusan tetesan kecil fotopolimer dikeluarkan/didepositkan ke lokasi yang diinginkan.
AKU AKU AKU. Sumber sinar UV yang terpasang pada kepala cetak menyembuhkan material yang tersimpan, mengeraskannya, dan menciptakan lapisan pertama bagian tersebut.
IV. Setelah lapisan selesai, platform pembangunan bergerak ke bawah satu ketinggian lapisan dan proses berulang sampai seluruh bagian selesai.
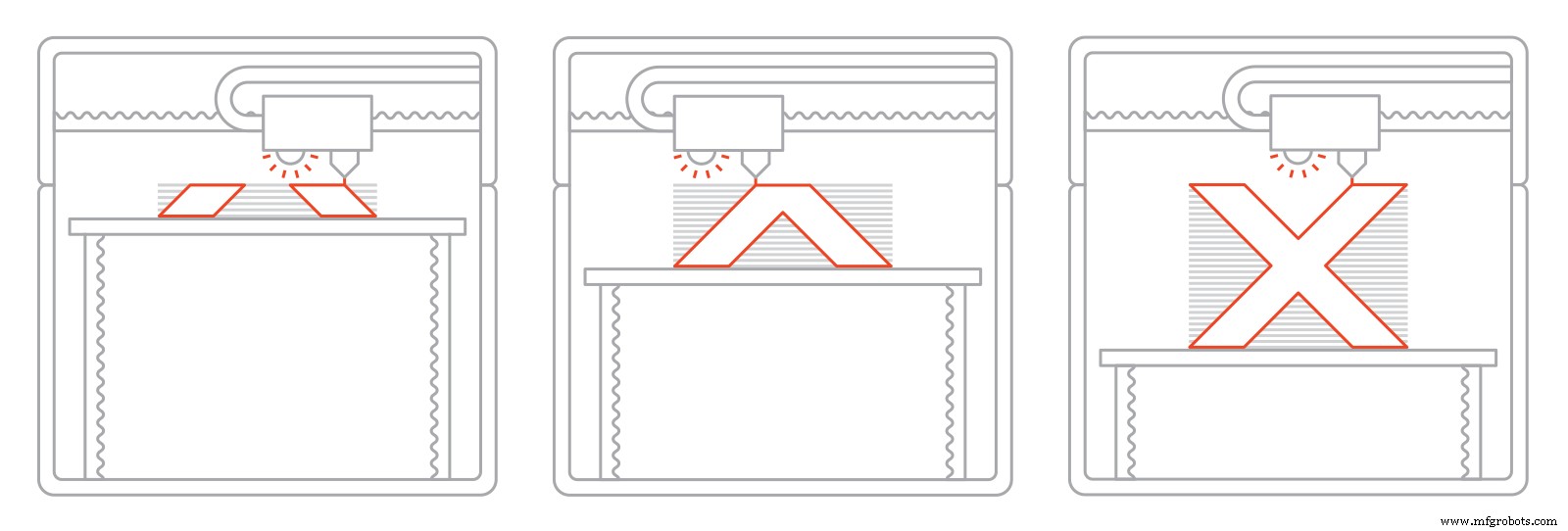
Tidak seperti kebanyakan teknologi pencetakan 3D lainnya, MJ menyimpan material secara garis. Beberapa kepala cetak inkjet dipasangkan ke pembawa yang sama secara berdampingan dan menyimpan materi di seluruh permukaan cetak dalam satu lintasan. Hal ini memungkinkan kepala yang berbeda untuk mengeluarkan bahan yang berbeda, jadi pencetakan multi-bahan , pencetakan penuh warna dan pemberian dukungan yang tidak dapat dipisahkan struktur sederhana dan banyak digunakan. Struktur pendukung selalu diperlukan dalam pengaliran material dan perlu dibongkar setelah pemrosesan.
Dalam Material Jetting, material cair dipadatkan melalui proses yang disebut fotopolimerisasi. Ini adalah mekanisme yang sama yang digunakan dalam SLA. Sama halnya dengan SLA, bagian material yang disemprotkan memiliki homogen sifat mekanik dan termal, tetapi tidak seperti SLA, mereka tidak memerlukan pasca perawatan tambahan untuk mencapai sifat optimalnya, karena ketinggian lapisan yang digunakan sangat kecil.
Karakteristik Pengaliran Material
Parameter Printer
Di Material Jetting, hampir semua parameter proses telah disetel sebelumnya oleh pabrikan mesin. Bahkan ketinggian lapisan terkait dengan setiap bahan tertentu, karena fisika kompleks dari pembentukan tetesan. Tipikal tinggi lapisan digunakan dalam Material Jetting adalah 16 - 32 mikron.
Material Jetting dianggap sebagai salah satu teknologi pencetakan 3D paling akurat. Sistem MJ memiliki akurasi dimensi ± 0,1% dengan batas bawah khas ± 0,1 mm (kadang-kadang serendah ± 0,02 mm). Warping dapat terjadi, tetapi tidak biasa seperti pada teknologi lain, seperti FDM atau SLS, karena pencetakan terjadi pada suhu mendekati suhu kamar. Untuk alasan ini, bagian yang sangat besar dapat dicetak dengan akurasi tinggi. Ukuran bangunan yang khas kira-kira 380 x 250 x 200 mm, sedangkan sistem industri besar bisa mencapai 1000 x 800 x 500 mm.
Pencetakan multi-bahan &penuh warna
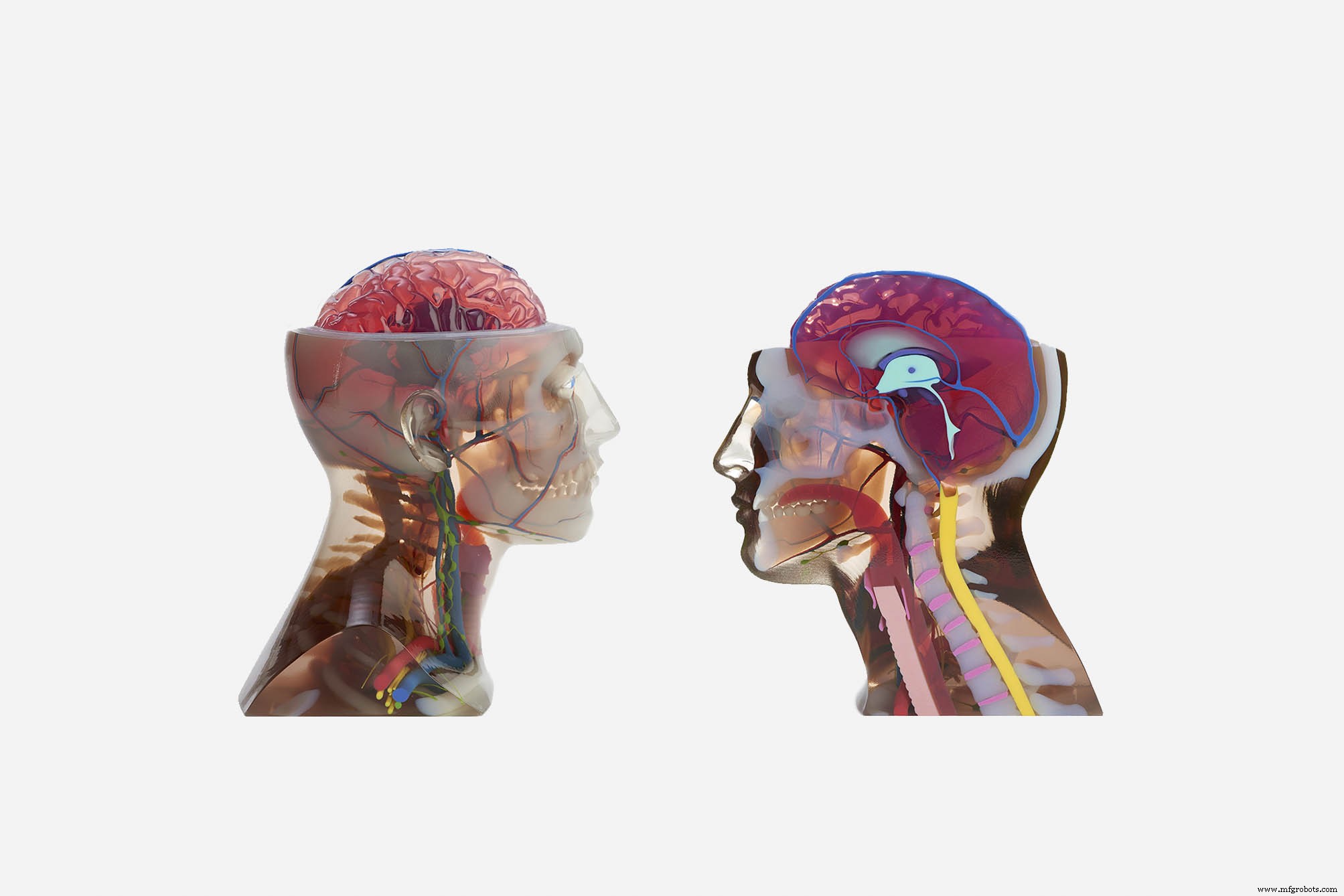
Keuntungan utama dari Material Jetting adalah kemampuannya untuk menghasilkan cetakan multi-material dan multi-warna yang akurat yang mewakili produk akhir.
Multi-materi dan multi-warna pencetakan dalam MJ dapat digunakan dalam tiga tingkat yang berbeda:
- Pada tingkat area bangunan , bagian yang berbeda dapat dicetak dalam bahan atau warna yang berbeda secara bersamaan, mempercepat proses pembuatan.
- Pada tingkat bagian , bagian yang berbeda dari suatu bagian dapat ditetapkan untuk dicetak dalam bahan atau warna yang berbeda (misalnya membuat casing kaku dengan tombol fleksibel untuk membuat prototipe dengan umpan balik haptic).
- Pada tingkat materi , dua atau lebih resin pencetakan dapat dicampur dalam rasio yang berbeda sebelum dikeluarkan, menciptakan "bahan digital" dengan sifat fisik tertentu, seperti kekerasan, kekakuan, atau rona.
Untuk menunjuk bahan atau warna yang berbeda ke area tertentu dari bagian tersebut, model harus diekspor sebagai file STL terpisah. Saat memadukan warna atau properti material untuk membuat materi digital, desain harus diekspor sebagai file OBJ atau VRML, karena format ini memungkinkan penunjukan properti khusus (seperti tekstur atau warna penuh) pada basis per wajah atau per titik. .
Struktur dukungan
Struktur pendukung selalu dibutuhkan dalam Material Jetting. Penopang selalu dicetak dalam bahan yang dapat larut secondary yang dapat dilepas setelah dicetak menggunakan air bertekanan atau direndam dalam rendaman ultrasonik.
Bagian yang dialiri aliran material dapat memiliki permukaan yang sangat halus dengan sedikit atau tanpa indikasi dukungan setelah dilepas.
Orientasi bagian dalam MJ lebih fleksibel dibandingkan dengan teknologi pencetakan 3D lainnya, seperti FDM atau SLA. Ini tetap penting, karena penggunaan material pendukung yang ekstensif juga meningkatkan biaya keseluruhan.
Matte vs. glossy
Material Jetting menawarkan opsi untuk mencetak komponen dalam pengaturan glossy atau matte.
Di setelan mengkilap , bahan pendukung ditambahkan hanya bila diperlukan secara struktural (yaitu untuk overhang). Permukaan yang tidak bersentuhan langsung dengan penyangga akan memiliki hasil akhir yang mengkilap, sedangkan area yang didukung akan menjadi matte. Di setelan matte , lapisan tipis bahan pendukung ditambahkan di sekitar seluruh bagian, terlepas dari orientasi atau persyaratan struktural. Dengan cara ini semua permukaan memiliki hasil akhir matte.
Setelan glossy harus digunakan saat permukaan mengkilap halus diinginkan. Biaya pencetakan glossy lebih rendah, karena lebih sedikit bahan yang digunakan. Kekurangan menggunakan pengaturan ini adalah hasil akhir yang tidak seragam pada bagian yang dicetak dan sedikit pembulatan pada tepi dan sudut yang tajam di bagian atas, permukaan yang mengkilap.
Setelan matte harus digunakan saat akurasi dan permukaan akhir yang seragam adalah persyaratan. Biaya pengaturan matte sedikit lebih tinggi, karena lebih banyak bahan yang digunakan dan waktu pasca-pemrosesan tambahan diperlukan. Khususnya, bagian yang dicetak dalam pengaturan matte juga memiliki kekerasan permukaan yang relatif lebih rendah.

Material Pengaliran Bahan Umum
Material Jetting menggunakan resin termoset photopolymer yang mirip dengan yang digunakan di SLA dalam hal sifat dan keterbatasan (mereka rapuh, memiliki suhu defleksi panas rendah dan rentan terhadap creep). Mereka datang dalam bentuk yang kurang kental, seperti tinta dan memiliki biaya per kilogram yang jauh lebih tinggi (sekitar $300 - $1000).
Pencetakan multi-material adalah kekuatan utama MJ, karena memungkinkan pembuatan prototipe visual dan haptic yang akurat. Bahan khusus yang dioptimalkan untuk industri tertentu juga tersedia, seperti bahan untuk perkakas (cetakan injeksi, thermoforming, dll.) dan aplikasi medis.
Tabel berikut merangkum kelebihan dan kekurangan bahan MJ yang paling umum digunakan:
| Materi | Karakteristik |
| Standar | Plastik buram kaku Mensimulasikan bagian cetakan injeksi rapuh |
| Fleksibel | Seperti karet Kekerasan yang dapat disesuaikan Perpanjangan putus yang buruk |
| Simulasi Polipropilena | Mensimulasikan bagian PP Kekuatan lentur yang baik rapuh |
| Simulasi ABS | Tahan suhu tinggi Digunakan untuk perkakas &cetakan injeksi low-run rapuh |
| Dapat digunakan | Tidak ada abu setelah burnout Dioptimalkan untuk casting investasi |
| Suhu tinggi | Stabilitas suhu yang baik (hingga 80
o
C) Kekuatan tinggi rapuh |
| Transparan | Tampilan seperti kaca Dapat dikirim diproses hingga 100% jelas |
| Tingkat medis | yang dapat disterilkan Biokompatibel jangka pendek Digunakan dalam aplikasi gigi dan medis |
Manfaat &Batasan Pengaliran Material
Keuntungan dan kerugian utama dari teknologi ini dirangkum di bawah ini:
Pengaliran material dapat menghasilkan bagian yang halus dengan permukaan yang sebanding dengan cetakan injeksi dan akurasi dimensi yang sangat tinggi.
Bagian yang dibuat dengan Material Jetting memiliki sifat mekanik dan termal yang homogen.
Kemampuan multi-material MJ memungkinkan pembuatan prototipe visual dan haptic yang akurat.
Bagian-bagian yang disemprot bahan terutama cocok untuk prototipe non-fungsional, karena memiliki sifat mekanik yang buruk (perpanjangan putus yang rendah).
Material MJ bersifat fotosensitif dan sifat mekaniknya menurun seiring waktu.
Tingginya biaya teknologi dapat membuat Material Jetting secara finansial tidak layak untuk beberapa aplikasi.
Panduan desain [](/knowledge-base/how-design-parts-material-jetting-3d-printing/) rinci dari setiap aspek yang dibahas di sini diberikan dalam artikel selanjutnya dari bagian Basis Pengetahuan ini. Karakteristik utama pengaliran material dirangkum dalam tabel di bawah ini:
| Pengaliran Bahan |
| Bahan | Fotopolimer akrilik (termoset) |
| Akurasi dimensi | ± 0,1% (batas bawah ± 0,05 mm) |
| Ukuran bangunan biasa | 380 x 250 x 200 mm (hingga 1000 x 800 x 500 mm) |
| Ketebalan lapisan umum | 16 - 32 mikron |
| Dukungan | Selalu diperlukan (dicetak menggunakan bahan yang dapat larut) |
Aturan Praktis
- Pengaliran Material sangat ideal untuk membuat prototipe visual dan haptic yang realistis dengan permukaan yang sangat halus yang menyerupai bagian cetakan injeksi.
- Pengaliran Material menawarkan material teknik yang dapat digunakan untuk pembuatan perkakas dan cetakan injeksi.
- Pengaliran Material dapat menghasilkan bagian yang sangat besar (sebesar 1000 x 800 x 500 mm) tanpa mengurangi akurasi (biasanya ± 0,1%).
- Untuk cetakan multi-material atau multi-warna, ekspor desain Anda sebagai file STL multi-bagian. Jika gradien diperlukan, gunakan format file OBJ atau VRML.


