Setelan untuk pencetakan 3d dengan dukungan:panduan utama
Jika Anda memiliki printer 3d dan telah menggunakannya setidaknya sekali seumur hidup, hampir tidak ada kemungkinan Anda tidak menyadari adanya dukungan. Meskipun mereka adalah fitur umum dalam pencetakan 3D, mereka sebagian besar diparametrikan dengan cara yang kurang optimal. Artikel ini akan menunjukkan kepada Anda cara meningkatkan kualitas dukungan tetapi juga mengurangi kebutuhan untuk menambahkannya sejak awal.
Untuk mencapai hasil yang lebih baik dalam pencetakan 3d, penopang harus ditambahkan jika sudut overhang lebih besar dari 45° atau bila jarak penghubung antara dua struktur melebihi 50mm. Perlu dicatat bahwa nilai-nilai ini diremehkan untuk menjamin pencetakan yang sukses, tetapi peningkatan marjinal dapat dicapai dengan menurunkan suhu ekstrusi ke minimum yang layak, meningkatkan pendinginan lapisan, dan mengurangi kecepatan gerakan. Dengan demikian, sudut 60°-65° dan jembatan hingga 150mm dapat dicapai.
Apa itu dukungan dan kapan kita membutuhkannya?
Saat kita mencetak menggunakan printer 3d, kita harus mengetahui secara detail proses yang diikuti mesin untuk memberikan objek bentuknya. Karena objek terbuat dari plastik cair yang dilapiskan lapis demi lapis, pertanyaan berikut harus selalu ditanyakan:
Bagaimana jika ekstruder menyimpan filamen pada titik tertentu, tetapi tidak ada bahan di bawahnya?
Karena printer 3d hanya membatasi dirinya untuk mengikuti perintah yang dipesan oleh file g-code, tidak mungkin ia dapat memperbaiki situasi seperti ini. Jika parameternya tidak benar, mesin akan terus mencetak di udara, menyebabkan (sebagian besar waktu) hasil cetak rusak dan kami kehilangan waktu dan materi.
Untuk mengatasi masalah itu, dukungan digunakan. Mereka adalah struktur vertikal yang menopang bagian utama, untuk mencegah filamen diekstrusi ke udara. Dukungan ini secara otomatis ditempatkan oleh perangkat lunak pengiris menggunakan parameter berbeda yang dapat Anda modifikasi sesuai keinginan Anda. Atau, Anda dapat secara manual memilih lokasi untuk masing-masing dari mereka.
Area objek yang membutuhkan dukungan dapat berupa overhang atau jembatan. Mereka memiliki pengaturan khusus untuk dipilih dan dimodifikasi untuk mendapatkan hasil akhir terbaik.
Kapan kami membutuhkan dukungan?
Ketika Anda mulai belajar tentang pencetakan 3d, Anda harus selalu mengatur parameter yang paling konservatif. Dengan cara ini, Anda memastikan bahwa Anda dapat mencetak objek tanpa kesulitan besar. Kemudian, saat Anda menjadi lebih terampil dan lebih berpengalaman, Anda akan dapat mengurangi jumlah atau kepadatan dukungan yang digunakan.
Kita harus ingat bahwa setiap printer berbeda, dan apa yang berhasil untuk beberapa mungkin tidak bekerja untuk orang lain. Umumnya, batas yang dikenakan untuk overhang diukur dengan sudut (derajat) dan jarak (milimeter) untuk jembatan.
Apa itu gantung dan jembatan?
Overhang terjadi pada titik-titik di mana sudut draft bagian tertentu terlalu besar. Sehubungan dengan kecepatan cetak, suhu filamen, dan tinggi lapisan, parameter cetak benar-benar dapat menciptakan "tebing" yang menyebabkan filamen meleleh jatuh ke bawah.
Di sisi lain, jembatan (sesuai namanya) adalah koneksi antara dua titik dari sepotong, dipisahkan satu sama lain dengan jarak tertentu. Extruder bergerak dalam satu arah di bidang XY yang memasok material saat bergerak.
Sepintas, sepertinya skenario yang rawan menimbulkan masalah pencetakan, namun, kita akan melihat bahwa beberapa parameter dapat ditetapkan yang memungkinkan melakukan bridge dengan cara yang memuaskan, bahkan tanpa menggunakan dukungan.

Batasan sudut untuk overhang dalam pencetakan 3d dan cara meningkatkannya
Jika kita melihat ini dari sudut pandang struktur, garis filamen akan memiliki dasar dukungan yang cukup jika setidaknya setengah dari lebarnya didukung oleh lapisan sebelumnya. Ini berarti bahwa untuk lebar garis standar 0,4 mm, setidaknya 0,2 mm harus disangga di lapisan bawah.
Satu-satunya cara untuk memastikan ini, untuk setiap ketebalan lapisan yang digunakan, adalah dengan mengatur sudut gantung maksimum 45˚. Sudut ini diukur dari garis vertikal imajiner ke tepi objek. Didefinisikan dengan cara ini, 0 derajat adalah bagian vertikal dan 90 derajat adalah horizontal (jembatan). Dengan demikian, alat pengiris akan menempatkan penyangga di mana sudut gantung lebih besar dari 45 ˚.
Ini adalah aturan yang sangat konservatif dan karenanya akan selalu berfungsi, terlepas dari parameter pencetakan lainnya. Kenyataannya adalah kami dapat lebih meningkatkan sudut ini dengan mengubah beberapa parameter.
Cara meningkatkan sudut overhang
Karena waktu yang ditambahkan ke cetakan hanya karena dukungan yang diperlukan, kita harus jelas tertarik untuk meningkatkan sudut maksimum yang diizinkan tanpa mengorbankan kualitas cetakan kita. Ini juga akan menghemat banyak filamen yang terbuang.
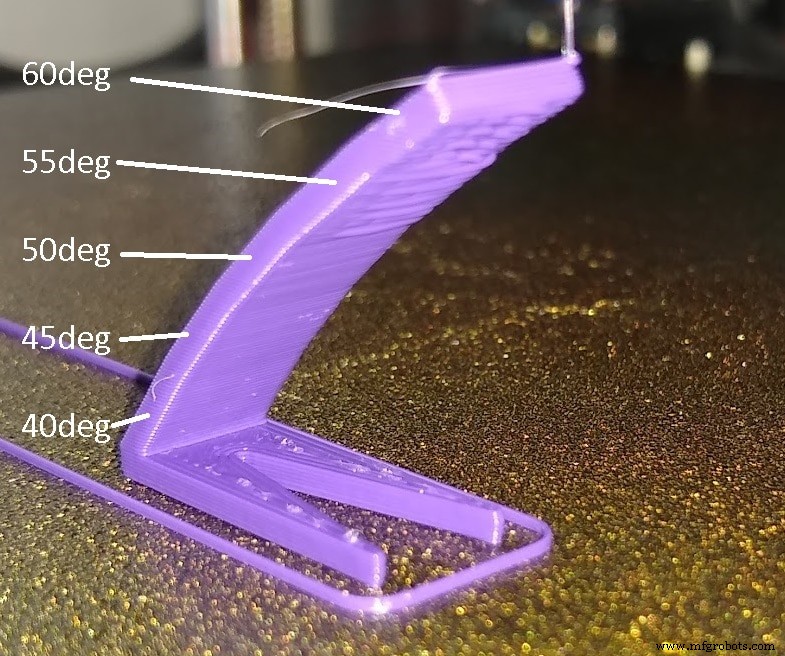
Setelah memodifikasi parameter yang dapat meningkatkan kualitas overhang cetakan Anda, Anda harus mencoba mencetak tes overhang ini. Dengan melakukan perubahan dan peningkatan kecil, Anda akan berhasil mencetak sudut 60°-65°.
Mari kita lihat parameter yang dapat kita modifikasi untuk mengoptimalkan overhang kita!
Kurangi suhu ekstruder
Filamen mengalir ketika mencapai suhu kerja, yang biasanya antara 190 dan 220 derajat C° untuk PLA, tergantung pada pabrikan, pigmentasi, atau komposisi termoplastik.
Setelah ekstruder menempatkan plastik di tempat yang diinginkan, kita perlu mendinginkannya agar menjadi kaku. Dengan demikian, tidak akan sempat menetes atau jatuh ke “tebing” yang tidak memiliki dukungan cukup. Jika bahan terlalu panas, butuh waktu lama untuk menjadi dingin, sehingga kecenderungan untuk tergelincir meningkat, dan bagian itu akan berubah bentuk.
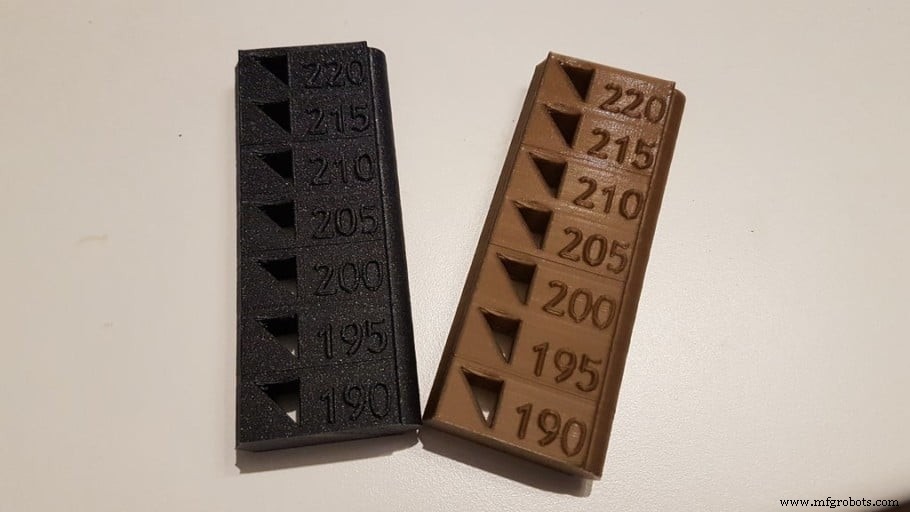
Salah satu cara untuk memperbaikinya adalah dengan menurunkan suhu pencetakan ke minimum absolut. Untuk ini, ada yang disebut "menara suhu", yang memungkinkan kita untuk mengetahui suhu optimal untuk mengerjakan setiap bahan. Saya selalu merekomendasikan mencetak menara setiap kali kami ingin mencoba filamen baru.
Pengujian ini sangat disarankan, karena memiliki file kode-G “siap untuk mencetak” dengan suhu berbeda untuk bagian lapisan yang berbeda.
Kurangi laju aliran
Jika terlalu banyak material yang keluar dari nozzle, akan membutuhkan waktu yang lebih lama untuk menjadi dingin, sehingga parameter ini harus diatur dengan benar. Jika Anda melihat bahwa tepi potongan Anda menetes terlalu banyak alih-alih membentuk garis yang rata dan padat, sekarang saatnya untuk menyesuaikan laju aliran atau bahkan memeriksa apakah langkah-langkah ekstruder sudah benar.
Meningkatkan pendinginan
Parameter ini sangat penting untuk mencapai penghentian yang baik dalam overhang yang sangat menonjol. Menggunakan kipas lapisan yang baik adalah prioritas saat mencetak bagian yang rumit. Ini terdiri dari turbin (kipas tanpa sikat) yang meniupkan aliran besar udara dingin langsung ke outlet nosel. Ini membantu mendinginkan filamen dan membuatnya kaku. Dengan demikian, dinding luar objek akan cenderung mempertahankan bentuk yang seharusnya.
Anda mungkin juga memperhatikan bahwa satu sisi cetakan memiliki detail yang lebih tinggi dan lebih baik daripada bagian lainnya. Ini mungkin karena satu sisi langsung menerima udara dari kipas lapisan sementara yang lain terhalang oleh objek itu sendiri. Dalam kasus seperti itu, arahkan objek sedemikian rupa sehingga detail paling penting dari cetakan memiliki kontak langsung dengan aliran udara dari kipas lapisan.
Batasan jarak menjembatani dalam pencetakan 3d dan cara meningkatkannya
Saat filamen diekstrusi oleh nosel selama gerakan yang ditentukan oleh G-Code, benang plastik mungkin cenderung runtuh karena beratnya sendiri ketika mencoba mencetak jembatan besar antara dua struktur.
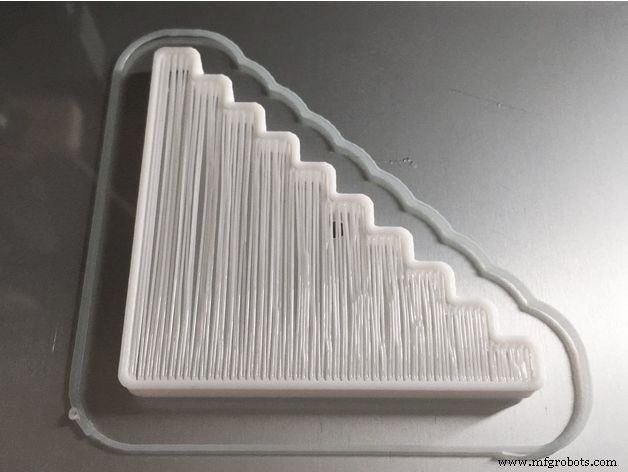
Ini akan membentuk kurva ke bawah jika jarak antara dua titik dukungan melebihi nilai tertentu. Untuk mengetahui kapasitas dan keterbatasan printer 3d, dilakukan pengujian khusus yang menghasilkan jembatan yang semakin panjang dalam file STL yang sama. Anda dapat memulai dengan mencetak tes penghubung ini dari Thingiverse (gambar di atas).
Tes ini tidak hanya berfungsi untuk mengetahui kapasitas printer kami, tetapi juga memungkinkan kami untuk memvariasikan parameter pencetakan untuk meningkatkan kualitas jembatan kami. Untuk melakukannya, Anda harus memodifikasi satu parameter pada satu waktu dan mencetak ulang pengujian untuk mengisolasi efek modifikasi marginal.
Parameter utama saat mencetak jembatan adalah, sekali lagi, suhu ekstrusi. Kecepatan pendinginan material di udara secara langsung berkaitan dengan kualitas jembatan.
Jika printer Anda tidak memiliki kipas lapisan yang terpasang, saya sarankan Anda mendapatkannya dan menambahkannya ke hotend. Hasil terbaik diperoleh dengan kipas lapisan tipe Blower, disetel 100% dari kapasitasnya. Nosel harus memungkinkan udara masuk dan tidak menjadi penghalang.
Itu juga harus berorientasi pada filamen, dan bukan ke arah nosel, karena akan mendinginkannya dan menyebabkan masalah suhu. Kipas blower favorit saya adalah 5015. Ini sangat murah dan sangat efisien.
Jika Anda menggunakan kipas lapisan untuk pertama kalinya, sebaiknya sesuaikan sistem kontrol PID dari alat ekstruder Anda. Ada banyak video tutorial di YouTube yang menjelaskan cara melakukannya.
Setelah Anda berhasil mengonfigurasi printer 3d Anda untuk mencetak jembatan dan overhang dengan memuaskan, Anda mungkin masih menemukan jembatan yang terlalu besar. Untuk kasus tersebut, dukungan datang sebagai upaya terakhir yang berguna yang secara otomatis akan menyelesaikan masalah kita. Kita akan mempelajari cara mengonfigurasi dukungan di Cura Slicer, tetapi pemotong lainnya memiliki opsi serupa untuk disetel.
Pengaturan terbaik untuk pencetakan 3d dengan dukungan
Untuk memulai, kita harus memilih tempat dari potongan yang kita ingin penyangganya dibuat. “Di mana-mana Opsi ” juga dapat menempatkan penyangga di bagian dalam objek, yang mungkin berlebihan dalam beberapa kasus atau benar-benar diperlukan dalam kasus lain. Itu akan tergantung pada desain objek.
Tipe struktur pendukung
Opsi ini memungkinkan kita menentukan struktur penyangga. “Kotak “, misalnya, akan menghasilkan dukungan yang lebih kuat yang tidak memiliki risiko jatuh bahkan ketika itu sangat lama. Pada sisi negatifnya, mereka jauh lebih sulit untuk dihapus dan meningkatkan waktu pencetakan (dan konsumsi filamen) dengan cepat.
“Garis ” adalah pilihan yang jauh lebih cepat, karena terdiri dari struktur yang dibentuk oleh garis tipis filamen satu di atas yang lain. Kerugian utama dari jenis tumpuan ini adalah, karena menurut definisi mereka sangat tipis, mereka juga cenderung miring atau runtuh ketika strukturnya lebih tinggi.
Jarang sekali Anda harus mencetak dengan struktur kisi-kisi karena pola garis hampir selalu lebih dari cukup dan akan menghemat waktu dan filamen Anda.
Sudut menggantung untuk dukungan
Seperti yang kami sebutkan sebelumnya, objek yang berisi tonjolan yang terdiri dari sudut yang lebih besar dari yang ditetapkan dalam parameter ini akan diperkuat dengan penyangga. Nilai ini akan muncul dari uji overhang. Jika Anda belum melakukannya, tetapkan 45 sebagai sudut maksimum sebagai nilai sementara dan failsafe.
Isi jumlah
Parameter ini dinyatakan sebagai persentase dan menetapkan kepadatan material yang akan membentuk dukungan. Dalam kasus "garis", semakin tinggi nilai ini, semakin dekat garis satu sama lain. Mulailah dengan setidaknya 25% beberapa kali pertama. Jika Anda melihat bahwa kualitas output dipertahankan, cobalah sedikit mengurangi nilai ini. Sebagai aturan praktis, nilai optimal harus berada di antara 25% (maksimum) dan 10% (minimum).
Jarak X / Y
Menetapkan jarak antara bagian dan penyangga, pada sumbu horizontal (bidang lapisan). Semakin kecil nilai ini, semakin baik dudukan akan bekerja, tetapi juga akan menempel pada objek, sehingga sulit untuk dilepaskan. Nilai yang disarankan adalah 0,6 mm.
Jarak Z
Menunjukkan pemisahan antara penopang dan bagian, dalam arah vertikal. Nilai yang baik adalah 0.2mm karena memungkinkan dukungan dilepas dengan mudah, dan tanpa mempengaruhi kualitas potongan.
Jika kita tidak meninggalkan ruang antara bagian dan penyangga, penyangga dan model akan menjadi satu kesatuan. Ini akan meninggalkan bekas yang tidak menyenangkan pada objek saat mencoba menghapus penyangga.
Saat mendapatkan lebih banyak pengalaman, Anda dapat meningkatkan jarak antara objek dan penyangga, sehingga Anda dapat dengan mudah menghapusnya setelah pencetakan selesai.
Multi-ekstrusi dan dukungan

Beberapa printer 3d memiliki dua ekstruder, yang dapat dikonfigurasi untuk mencetak dua bagian pada saat yang sama atau salah satunya untuk membuat bagian sementara ekstruder kedua mencetak pendukung. Keuntungan terpenting dari ini adalah memiliki ekstruder kedua memungkinkan kami mencetak penyangga dengan bahan yang larut dalam air. Filamen dengan properti yang nyaman ini adalah PVA.
PVA memungkinkan kita untuk mencelupkan potongan ke dalam air dan mendapatkan hasil akhir yang bagus, tidak peduli seberapa dekat penyangga sebelumnya dengan potongan. Sebagai kerugian, saya harus menyebutkan bahwa harga PVA cenderung cukup tinggi.
Filamen lain yang digunakan untuk penyangga adalah HIPS, yang larut dalam d-limonene (turunan dari buah jeruk yang populer digunakan sebagai insektisida). Ini lebih murah daripada PVA, tetapi membutuhkan biaya pelarut tambahan.
pencetakan 3d dengan dukungan pohon

“Pohon mendukung ” dinamakan demikian karena bentuknya. Mereka mulai sebagai batang yang bercabang saat naik di sepanjang sumbu Z. Cabang-cabang ini membuat kontak dengan bagian pada titik yang sangat kecil, ditempatkan pada titik lokasi terbaik untuk mempertahankan struktur objek.
Beberapa pemotong, seperti Cura, memiliki opsi untuk menggunakan dukungan ini. Untuk mengaktifkan opsi ini, klik roda gigi konfigurasi dan pilih “Eksperimental ” -> “Dukungan Pohon “.
Program pemodelan, seperti Meshmixer, memungkinkan pembuatan dukungan pohon dalam file STL sehingga Anda hanya perlu memotong objek tanpa mempedulikan konfigurasi dukungan.
Keuntungan dan kerugian dari dukungan pohon
Keuntungan utama dari dukungan ini adalah mereka hanya melakukan kontak pada satu titik model, daripada melakukannya dalam garis seperti halnya dengan dukungan tradisional. Ini membuat permukaan akhir objek menjadi lebih halus setelah proses pelepasan.
Keuntungan lain adalah bahwa "pohon" menjauh dari bagian di mana dukungan tidak diperlukan. Ini sangat nyaman saat mencetak model organik seperti manusia atau hewan.
Kerugian utama dari penyangga pohon adalah bahwa penyangga tersebut tidak diindikasikan untuk jembatan atau jembatan gantung yang besar, karena penyangga tersebut tidak dapat menopang dengan baik bidang seperti penyangga garis atau kisi. Selain itu, mereka jauh lebih lambat dan membutuhkan waktu pemotongan yang sangat lama.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


