Perbaikan Pemisahan Lapisan Pencetakan 3D (Adhesi Lapisan Buruk)!
Saat mencetak, apakah model Anda retak dan apakah lapisannya terpisah? Ini biasanya disebut sebagai pemisahan atau delaminasi lapisan dan pada dasarnya disebabkan karena daya rekat lapisan yang buruk.
Dalam artikel ini, saya akan membahas apa itu delaminasi lapisan, mengapa itu terjadi, dan bagaimana mengatasinya.
Jadi, tanpa basa-basi lagi, mari kita mulai!
Delaminasi atau Pemisahan Lapisan, apa itu?
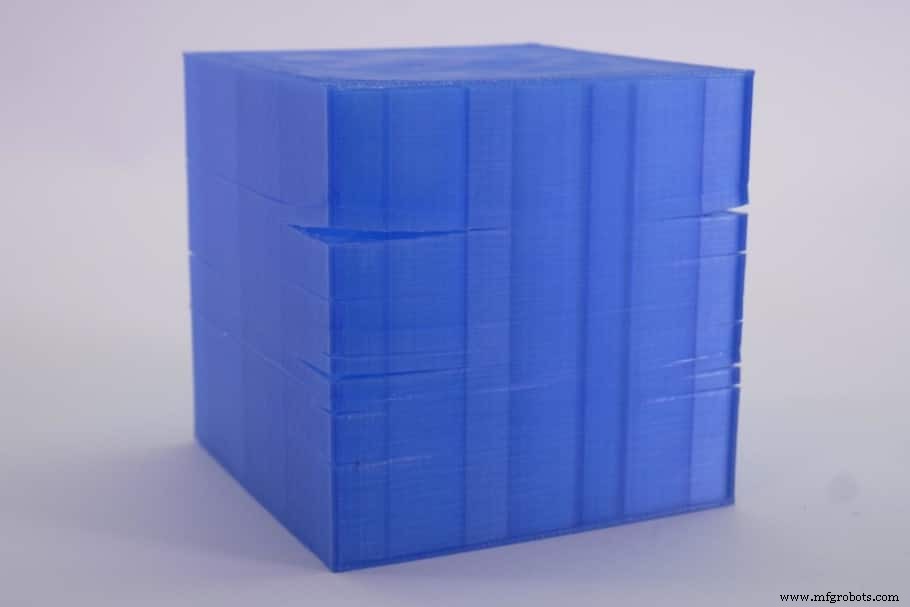
Pencetakan 3D FDM bekerja dengan membangun objek lapis demi lapis, di mana lapisan terakhir dicetak di atas lapisan sebelumnya. Jika daya rekat lapisan tidak cukup kuat, maka bagian tersebut mungkin terbelah atau terpisah di tempat yang berbeda, yang dapat terlihat sebagai potongan atau retakan di bagian luar cetakan.
Hal ini sering terjadi pada ABS karena berkontraksi saat pendinginan dan terkadang dapat memisahkan lapisan jika tidak dicetak dengan penutup atau alas yang dipanaskan dengan benar.
Mari kita lihat lebih dekat mengapa pemisahan lapisan terjadi;
Mengapa Terjadi Pemisahan Lapisan?
Pemisahan lapisan terjadi ketika objek 3D retak karena gaya yang diberikan oleh plastik ketika lapisan didinginkan pada tingkat yang berbeda, dan ini menciptakan gaya yang umumnya disebut sebagai "lengkungan" di tengah cetakan, yang melebihi daya rekat lapisan dan memisahkan lapisan.
Meskipun memperbaiki cetakan yang sudah retak tidak mungkin dilakukan, cukup mudah untuk memastikan bahwa itu tidak terjadi lagi hanya dengan beberapa langkah sederhana, jadi mari kita lihat sekarang.
Cara mengatasi Pemisahan Lapisan
Dalam kebanyakan kasus, pencetakan dengan enklosur karena ini akan menjaga bagian dari pendinginan yang tidak merata dan dengan mengatur suhu tempat tidur dengan benar. Ini akan menyelesaikan masalah di sebagian besar situasi.
Namun, berikut adalah daftar dengan semua solusi yang mungkin untuk menangani pemisahan lapisan dan untuk meningkatkan daya rekat lapisan.
Gunakan enklosur

Apa yang akan dilakukan enklosur adalah membantu menstabilkan suhu di dalam printer 3D, dan ini akan menjaga bagian-bagian dari pendinginan terlalu cepat, yang pada gilirannya akan mengurangi kemungkinan melengkung dan lapisan tidak terpisah.
Tidak semua printer dilengkapi dengan enklosur, tetapi Anda tidak perlu membeli printer yang dilengkapi dengan enklosur atau bahkan membeli enklosur karena Anda dapat membuatnya sendiri. Pastikan saja bahan yang digunakan untuk enklosur tidak mudah terbakar. Anda juga dapat melanjutkan dan membeli enklosur dengan dimensi standar untuk sebagian besar printer!
Jika Anda ingin membuat enklosur sendiri, ikuti panduan ini yang sangat mendalam.
Catatan :Sebagian besar enklosur tidak dipanaskan secara aktif melainkan menyimpan panas yang dihasilkan oleh ranjang dan nozel di dalamnya, dan ini biasanya cukup untuk menyelesaikan masalah apa pun yang terkait dengan ranjang berpemanas.
Saya menulis seluruh artikel tentang mengapa Anda mungkin ingin mempertimbangkan untuk mencetak dengan enklosur, yang dapat Anda temukan di sini.
Kurangi Tinggi Lapisan
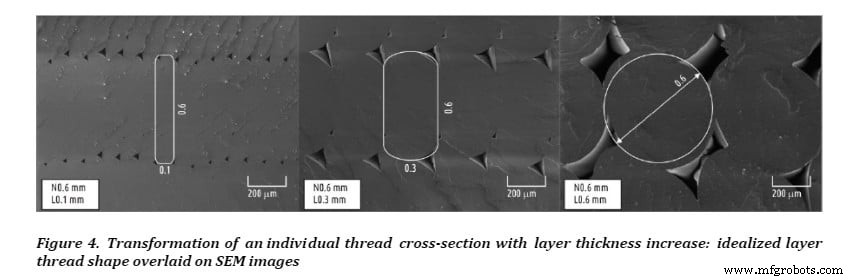
Saat mencetak dengan ketinggian lapisan yang lebih rendah ada area permukaan kontak yang lebih luas, yang berarti bahwa ikatan antara setiap lapisan akan jauh lebih kuat daripada jika Anda mencetaknya pada ketinggian yang lebih besar. Jika lapisan cetakan Anda tidak menempel dengan baik, maka menurunkan tinggi lapisan akan memperkuat ikatan itu.
Seperti yang Anda lihat dari gambar yang saya tautkan di atas, mengurangi ketebalan lapisan secara drastis meningkatkan luas permukaan kontak di antara setiap lapisan, dan ini diterjemahkan langsung menjadi kekuatan yang lebih baik untuk cetakan Anda.
Ketinggian lapisan terkuat :0,1 mm hingga 0,15 mm.
Saya menulis seluruh artikel yang membahas secara mendalam tentang berapa tinggi lapisan terbaik untuk pencetakan 3D, baik dari segi kekuatan maupun detail, jadi pastikan untuk memeriksanya.
Meningkatkan Suhu Pencetakan
Ikatan plastik jauh lebih baik semakin panas dan jika lapisan cetakan Anda tidak saling menempel dengan benar dan pecah, maka tingkatkan suhu pencetakan. Sebagai contoh; ABS umumnya mencetak di sekitar 220-235C yang akan menciptakan ikatan yang bagus antara lapisan, mencetak di bawah ini, katakanlah 200C, kemungkinan besar akan menghasilkan cetakan yang lemah.
Selalu periksa instruksi pada filamen yang Anda beli untuk memastikan pada suhu berapa itu harus dicetak untuk hasil terbaik, tetapi jika Anda merasa bahwa adhesi lapisan bisa lebih baik, coba naikkan secara bertahap sebesar 5C dan lakukan beberapa cetakan uji untuk melihat hasil.
Berikut adalah tabel dengan suhu pencetakan ideal untuk sebagian besar filamen serta suhu alas yang dipanaskan, suhu transisi gelas, dan banyak lagi.
| Filamen | Suhu Nozzle | Suhu Transisi Kaca Tg (C) | Suhu Mencair Tm (C) | Tempat Tidur berpemanas Suhu | Risiko Bengkok | Kemudahan Penggunaan |
| PLA | 180 °C – 230 °C | 60-65 °C | 155 °C | 60 °C tetapi tidak diperlukan) | Rendah | Mudah |
| ABS | 230 °C – 250 °C | 105 °C | 210 °C | Sekitar. 100 °C | Sedang | Menengah |
| PETG | 230 °C – 250 °C | 80-82°C | 200 °C | Sekitar. 100 °C | Rendah | Mudah |
| Nilon | 230 °C – 260 °C | 70-80 °C | 217°C | 80 °C – 100 °C | Sedang | Menengah |
| ASA | 220 °C – 250 °C | 100 °C | 250-260 °C | Sekitar. 100 °C | Rendah | Menengah |
| Polikarbonat | 270 °C – 310 °C | 147°C | 260 °C | 90 °C – 110 °C | Tinggi | Sulit |
| HIPS | 230 °C – 250 °C | 88-92°C | 180 – 270 °C | Sekitar. 100 °C | Rendah | Menengah |
| TPE | 210 °C – 230 °C | 60-130 °C | 150–210 °C | Tidak wajib | Rendah | Mudah |
Sesuaikan kipas Pendingin
Kipas pada printer 3D mendinginkan lapisan plastik yang baru saja diletakkan, namun, jika didinginkan terlalu cepat maka plastik yang baru ditambahkan tidak akan dapat menempel dengan kuat pada lapisan sebelumnya, jadi turunkan kecepatan kipas. berpotensi meningkatkan daya rekat lapisan dan, oleh karena itu, kekuatan cetakan. Jika Anda tidak
Ini mengikuti konsep yang sama seperti poin sebelumnya karena meningkatkan suhu pencetakan akan menghasilkan ikatan yang lebih baik pada lapisan dan mendinginkannya terlalu cepat juga dapat menghasilkan hasil yang tidak diinginkan.
Catatan :Lakukan beberapa uji cetak di mana Anda mengurangi kecepatan kipas sebesar 10% setiap kali sampai Anda mencapai sweet spot.
Meningkatkan Laju Aliran (Pengganda Ekstrusi)
Meskipun printer Anda tidak mengalami ekstrusi, mungkin membantu meningkatkan laju aliran sedikit jika lapisan tidak menempel dengan benar karena ini akan mengeluarkan lebih banyak plastik cair, dan semakin banyak material, semakin baik daya rekatnya.
Under-extrusion dapat dilihat sebagai celah antara lapisan plastik, lapisan kecil yang tidak mencukupi, lapisan yang hilang, atau bahkan titik-titik kecil yang ada pada cetakan, dan under-extrusion pasti memainkan peran penting pada kekuatan bagian Anda juga.
Seperti semua dalam pencetakan 3D, saat menyesuaikan laju aliran (pengganda ekstrusi) jangan lakukan secara drastis melainkan dalam langkah-langkah kecil dan uji hasilnya.
Secara default, laju aliran adalah 100% (atau 1,0), tetapi karena tidak semua filamen dan printer dibuat sama, Anda mungkin perlu menyesuaikan nilai ini ke bawah atau ke atas.
Rekomendasi :Tingkatkan laju aliran dengan peningkatan 5% dan uji hasilnya hingga Anda mencapai sweet spot.
Turunkan Kecepatan Cetak
Sama seperti meningkatkan suhu pencetakan akan memungkinkan plastik yang baru diekstrusi untuk mengikat lebih baik dengan lapisan sebelumnya, menurunkan kecepatan cetak akan memiliki efek yang sama. Jika kepala cetak bergerak terlalu cepat, maka plastik yang diekstrusi mungkin tidak memiliki cukup waktu untuk menempel dengan benar ke lapisan sebelumnya.
Tidak hanya itu, tetapi pencetakan pada kecepatan yang lebih tinggi juga dapat menimbulkan sejumlah masalah lain, seperti ekstrusi yang kurang (yang juga melemahkan bagian), dering, beberapa artefak yang terlihat, dan hanya adhesi lapisan yang buruk secara umum.
Rekomendasi :Turunkan kecepatan pencetakan dalam peningkatan 5mm/s atau 10mm/s dan uji hasilnya hingga Anda mencapai sweet spot.
Gunakan Nozzle yang lebih lebar

Diameter nosel mempengaruhi lebar plastik yang diekstrusi. Pada dasarnya, menggunakan nosel 0,8 mm akan membuat strip plastik dua kali lebih lebar dari nosel 0,4 mm dan meningkatkan luas permukaan kontak, membuat daya rekat antar lapisan menjadi lebih kuat.
Saya telah menyebutkan bahwa menggunakan ketinggian lapisan yang lebih rendah menghasilkan adhesi lapisan yang lebih kuat karena meningkatkan area kontak permukaan. Nah, jika Anda memperbesar ukuran nosel dan masih menggunakan ketinggian lapisan rendah yang sama, semua lapisan akan memiliki lebih banyak area permukaan kontak untuk menciptakan ikatan yang lebih kuat.
Namun, perlu diperhatikan bahwa memperbesar ukuran nosel akan menghasilkan cetakan yang kurang detail secara signifikan pada bidang horizontal (saat melihatnya dari atas atau bawah) karena lapisannya jauh lebih lebar.
Rekomendasi :Tingkatkan ukuran nosel sebesar 0,2 mm dan pertahankan ketinggian lapisan yang sama seperti sebelumnya dan periksa hasilnya. Anda selalu dapat mengganti ke nozel yang lebih lebar jika Anda ingin hasil cetak lebih kuat. Anda juga dapat membeli koleksi nozel murah ini dalam semua ukuran (dengan beberapa alat tambahan).
Catatan Penting :Meningkatkan ukuran nosel mungkin mengharuskan Anda untuk meningkatkan suhu pencetakan. Contoh; Dengan nozzle 1,2 mm, Anda mungkin perlu mencetak PLA biasa pada suhu 240C, bukan pada 200-220C.
Periksa apakah Nozzle Tersumbat
Penyumbatan pada nozel berarti lubang kecil di ujungnya tersumbat, baik itu karena debu atau penumpukan partikel aneh lainnya, pengotor filamen, heat creep, dan penggunaan filamen yang kurang umum, seperti serat karbon. , plastik yang mengandung kayu, dll., dan penyumbatan ini akan menghasilkan ekstrusi yang kurang (lebih sedikit plastik yang mengalir keluar dari nosel) yang menyebabkan cetakan menjadi lebih lemah.
Kabar baiknya adalah memperbaiki nozzle yang tersumbat cukup mudah, dan dalam kebanyakan kasus, karena kebanyakan dari kita mencetak dengan PLA, PETG, atau ABS, penyumbatan tidak terlalu sering terjadi.
Namun, jika hasil cetak Anda memiliki daya rekat lapisan yang buruk, mungkin karena nozel tersumbat.
Cara membersihkan nozzle yang tersumbat
Ada beberapa cara untuk mengatasi masalah ini, tetapi berikut adalah dua cara yang cukup sederhana yang biasanya tidak memakan banyak waktu dan memperbaiki masalah:
Panaskan nozzle lalu gunakan jarum:
Yang satu ini cukup sederhana dan harus sering memecahkan masalah.
- Panaskan hotend ke suhu pencetakan filamen.
- Menggunakan jarum, biasanya disertakan dengan printer 3D, dorong filamen melalui lubang nosel ke dalam hotend.
- Dorong filamen secara manual dan lihat apakah filamen keluar dari nozzle.
Di sini Anda tidak mencoba mengeluarkan partikel yang menyumbat nozzle, tetapi mencoba mendorongnya kembali dan memecahnya.
Cara lain adalah dengan melakukan “tarik dingin” yang berbunyi seperti ini;
- Langkah 1:Panaskan nozzle hingga 220 °C (Jika Anda baru saja mencetak dengan PLA).
- Langkah 2:Masukkan sepotong Abs, Nylon, atau filamen kuat berwarna putih atau berwarna terang dengan ketahanan termal yang baik.
- Langkah 3:Dorong secara manual sekeras mungkin.
- Langkah 4:Amati apakah filamen mengalir melalui nozzle (jika obstruksi total, mungkin tidak ada yang keluar).
- Langkah 5:Biarkan printer mendingin hingga sekitar 90°C untuk PLA dan 160°C untuk ABS. Pertahankan tekanan selama pendinginan.
- Langkah 6:Saat printer mencapai suhu terendah yang disebutkan dalam langkah 5, lepaskan filamen dengan cepat dan kuat dari ujung panas dan periksa bagian filamen yang setengah menyatu. Ini pasti ada sedikit kotoran (bintik hitam). Bintik-bintik hitam itulah yang menyebabkan penyumbatan.
- Langkah 7:Potong bagian filamen yang kotor dan ulangi dari langkah 2 sampai filamen keluar bersih.

Kesimpulan
Delaminasi lapisan bukan masalah besar saat ini karena produsen printer 3D telah menemukan cara untuk mengatasinya dengan cukup berhasil.
Namun, jika itu terjadi pada Anda (lebih umum dengan ABS), cobalah mengikuti langkah-langkah yang saya uraikan dalam panduan ini. Perbaikan terbaik adalah menggunakan penutup atau bahkan menutupi seluruh printer dengan kantong sampah, tetapi ini bisa menjadi bahaya kebakaran yang nyata.
Jika tidak berhasil, cobalah semua opsi berbeda yang saya cantumkan satu per satu sehingga Anda dapat mengukur dengan tepat setelan mana yang memberikan hasil terbaik.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


