Cara membuat cetakan 3D yang lebih kuat; panduan langkah demi langkah!
Bekerja pada beberapa potongan cetak 3D, Anda dapat menghadapi tantangan karena harus memperkuatnya secara total atau lokal untuk meningkatkan kekuatan dan daya tahannya. Ini bisa berupa seluruh bagian atau area tertentu yang menerima beberapa jenis beban, seperti tekan, tarik, geser, puntiran, atau tekukan.
Dalam artikel ini, kami akan mengeksplorasi banyak metode yang dengannya Anda akan mendapatkan cetakan yang lebih kuat, seperti meningkatkan kekuatan dalam fase perancangan, mengontrol suhu dan kecepatan pencetakan, atau memilih bahan yang paling cocok untuk cetakan Anda. Namun sebelum melakukannya, mari lakukan ringkasan singkat tentang hal-hal yang dapat Anda lakukan untuk membuat cetakan 3D Anda lebih kuat.
Untuk membuat bagian cetakan 3d lebih kuat, penting untuk menentukan orientasi cetak yang tepat, menambah ketebalan dinding, dan kepadatan pengisi. Selain itu, resistensi juga dimungkinkan dengan menyesuaikan laju aliran, mengurangi kecepatan pencetakan, menambah lebar garis, meningkatkan suhu pencetakan, dan bahkan mematikan kipas pendingin. Last but not least, pertimbangkan untuk mencetak dengan Nylon dan menganil objek.
Mari kita mulai!
Mulai dengan Desain
Di bagian ini, kami akan menunjukkan pentingnya desain sebelum dicetak dan bagaimana desain tersebut dapat digunakan untuk kepentingan kami.
Dengan melakukan analisis tegangan pada bagian tersebut, kita akan dapat mengidentifikasi area dengan tegangan tinggi. Dengan demikian, memperkuat bagian secara lokal dan membuat modifikasi pada area tersebut akan memberikan rasio kekuatan dan berat maksimum, akan mengurangi konsumsi filamen, dan meminimalkan waktu cetak.
Hal pertama yang dapat Anda lakukan adalah memodifikasi kepadatan pengisi dengan meningkatkannya hanya di area dengan tekanan tinggi.
Bekerja pada area spesifik ini, Anda juga dapat memodifikasi perimeter dengan menambah jumlah ke ketebalan yang diinginkan.
Penguatan internal potongan juga dimungkinkan. Jika Anda membuat model lubang internal di area bertekanan tinggi, perangkat lunak pengiris akan memperlakukan lubang tersebut sebagai fitur bagian. Oleh karena itu, ia akan mencetaknya dengan perimeter, menciptakan struktur internal dalam bentuk tabung kecil yang menghasilkan distribusi beban yang lebih baik di area tersebut.
Setelan Pemotong yang memengaruhi kekuatan cetakan
Pemotong adalah perangkat lunak komputer, yang memainkan peran penting dalam proses pencetakan 3D karena ia bertugas mengubah model dalam format STL menjadi perintah printer dalam format g-code.
Dalam perintah ini, Anda dapat mengatur fitur seperti orientasi dan suhu pencetakan atau pola dan kerapatan pengisi, yang dapat memengaruhi kualitas dan kekuatan cetak.
Orientasi Cetak
Orientasi lapisan menentukan seberapa kuat cetakannya.
Penting untuk diketahui bahwa antarmuka antar lapisan adalah titik lemah, yang berarti, jika Anda menerapkan gaya pada titik ini secara langsung ke arah orientasi lapisan, maka Anda mungkin akan mematahkan bagian tersebut dengan hampir tanpa usaha. Kemudian saat memposisikan desain Anda di dalam alat pengiris, Anda harus memperhitungkan beban yang akan dikenakan bagian tersebut, dan memastikan bahwa bidang pencetakan tidak terletak sejajar dengan gaya tersebut.
Jika Anda ingin melihat contohnya, Anda akan menemukan informasi lebih lanjut di artikel ini.
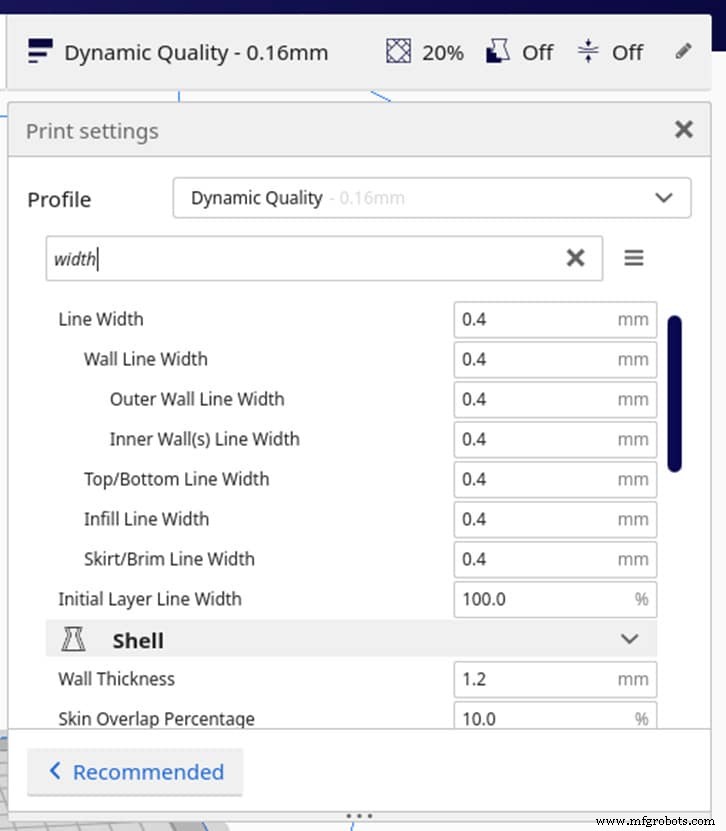
Tebal Dinding (jumlah cangkang/keliling)
Kerang atau perimeter (namanya tergantung pada perangkat lunak pengiris yang Anda gunakan), membentuk bagian luar bagian cetakan 3D. Seperti yang kita ketahui, mesin mencetaknya dengan cara yang sama sekali berbeda dari bagian dalam karya.
Banyak pengaturan berbeda mempengaruhi bagaimana cangkang/perimeter dicetak dan beberapa di antaranya berhubungan langsung dengan kekuatan potongan. Contohnya adalah ketebalan dinding.
Pengaturan slicer untuk ketebalan shell umumnya dibagi menjadi ketebalan dinding dan ketebalan lapisan atas dan bawah. Anda dapat menyetel lebar dinding (dalam mm), yang menentukan lebar kumpulan dinding pada cetakan atau jumlah lintasan yang diinginkan yang harus diambil nozzle untuk dinding. Parameter ini berkorelasi:menyesuaikan satu secara otomatis akan menyesuaikan yang lain.
Pengaturan hampir sama untuk lapisan atas dan bawah. Ketebalan mengacu pada ketinggian lapisan. Untuk bagian yang lebih kuat, Anda harus menggunakan nilai yang lebih besar seperti ketebalan dinding antara 2 dan 3 mm serta ketebalan atas dan bawah antara 1,6 dan 2 mm.
Pola Isi
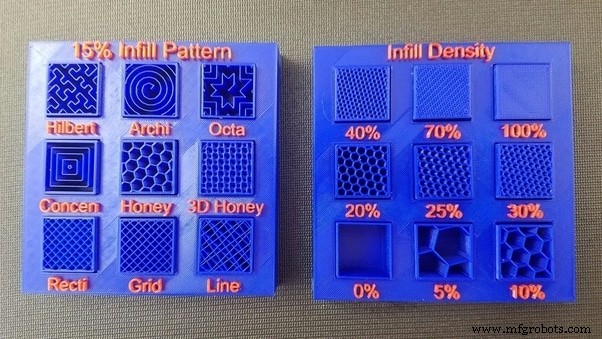
Banyak pola isian yang berbeda tersedia di pengaturan.
Jika tujuannya adalah untuk mendapatkan potongan yang lebih kuat, pola isian seperti kubik, subdivisi kubik, oktet, seperempat kubik, dan gyroid, akan lebih disukai daripada pola seperti Garis atau Zig-Zag yang mewakili kekuatan pengisi yang lebih rendah.
Namun, saat memilih satu atau yang lain, Anda mungkin mempertimbangkan jenis beban yang akan dikenakan bagian, arah penerapannya, dan jumlah bahan serta waktu pencetakan yang dihabiskan setiap pola.
Meskipun setiap bagian melibatkan analisis terpisah, secara umum, sarang lebah dengan isi sekitar 50% kepadatan adalah pilihan yang paling kuat.
Untuk artikel lengkap tentang infill klik di sini
Kepadatan Isi
Selain pola, kerapatan adalah fitur pengisi lainnya yang akan memengaruhi kekuatan potongan Anda. Semakin padat de infill, semakin kuat potongannya. Ini karena ada lebih banyak material yang menahan beban dan Anda mendapatkan distribusi yang lebih baik.
Namun, tidak selalu kepadatan 100% adalah pilihan terbaik. Tergantung pada fitur yang Anda inginkan untuk suku cadang, Anda harus mempertimbangkan bahwa ini juga akan meningkatkan waktu pencetakan, konsumsi filamen, dan Anda juga akan mendapatkan potongan yang lebih berat.
Apa yang dimaksud dengan kepadatan pengisi yang baik?
Secara umum, pengaturan kepadatan pengisi di atas 75% tidak akan meningkatkan kekuatan bagian secara signifikan. Persentase pengisian 50% mungkin sudah memberi Anda kekuatan yang sama dengan 100%, atau sangat mendekatinya, dalam beberapa kasus.
Kurangi Tinggi Lapisan
Tinggi lapisan adalah tinggi setiap lapisan plastik yang diekstrusi pada cetakan 3D. Parameter ini berkaitan dengan tingkat detail atau resolusi yang akan kita peroleh pada hasil akhir.
Sebuah penelitian dilakukan untuk menentukan bagaimana perbedaan ketinggian lapisan dan diameter nozzle akan mempengaruhi kekuatan cetak. Mereka menguji nozel 0.4mm, 0.6mm, dan 0.8mm dan ketinggian lapisan yang bervariasi dan sampai pada kesimpulan bahwa semakin Anda meningkatkan tinggi lapisan, semakin lemah bagiannya, pada kenyataannya, dari ketinggian lapisan minimum ke maksimum ada perbedaan kekuatan sekitar 3,5 kali.
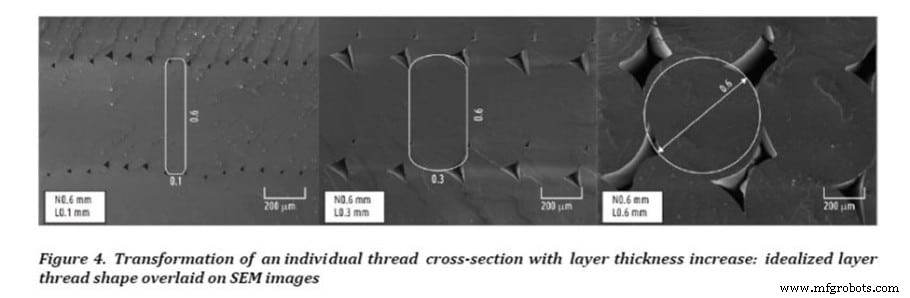
Seperti yang Anda lihat pada gambar ini, diameter nosel memainkan peran utama karena mencetak dengan nozel berdiameter lebih besar tetapi pada ketinggian lapisan yang rendah akan memberikan area permukaan kontak yang lebih luas untuk setiap lapisan untuk menempel pada yang sebelumnya, sehingga secara keseluruhan lebih kuat. bond dan oleh karena itu, cetakan 3D yang lebih kuat.
Meningkatkan Lebar Garis
Lebar garis adalah seberapa lebar garis bahan yang dicetak. Dengan lebar ekstrusi yang lebih tinggi, tekanan di dalam nosel juga harus lebih tinggi untuk menekan material ke samping setelah keluar dari nosel.
Tekanan ini tidak hanya akan menekan material ke samping tetapi juga akan menekan lapisan bersama-sama sehingga menyebabkan daya rekat yang lebih baik di antara mereka. Nilai lebar garis dapat dinyatakan dalam persentase nozzle 0,4 mm.
Dapat diamati bahwa daya rekat dan kekuatan lapisan mencapai maksimum pada 150%. Setelah nilai ini, mereka mulai menurun karena diperoleh pada permukaan yang sangat kasar dan tertekan.
Sesuaikan Kecepatan Aliran
Penyebab bagian yang lemah dapat berupa under-extrusion karena celah, lapisan yang hilang, atau lubang kecil yang mungkin muncul pada cetakan. Masalah ini dapat dikaitkan dengan laju aliran yang tidak memadai. Untuk meningkatkan pengaturan ini secara bertahap sampai melihat beberapa perbaikan mungkin memecahkan masalah.
Anda juga bisa menghadapi masalah sebaliknya; itu berarti ekstrusi berlebihan. Dalam hal ini, solusinya adalah dengan mengurangi aliran secara bertahap sampai Anda melihat beberapa perbaikan. Delaminasi lapisan adalah cara lain untuk kehilangan kekuatan dalam sepotong. Sama seperti sebelumnya meningkatkan aliran mungkin menjadi solusinya.
Kurangi Kecepatan Pencetakan
Tergantung pada kemampuan alat berat untuk menangani kecepatan tertentu, kualitas potongan akan terpengaruh pada tingkat yang lebih besar atau lebih kecil.
Gerakan cepat dari ekstruder menghasilkan getaran yang signifikan dan hasilnya adalah kualitas cetakan yang buruk. Oleh karena itu, dalam beberapa kasus, mengurangi kecepatan pencetakan bisa menjadi solusi yang baik.
Meningkatkan Suhu Pencetakan
Temperatur yang lebih tinggi berarti adhesi yang lebih baik antar lapisan.
Pada saat yang sama, karena suhu yang sangat rendah cenderung menyebabkan ekstrusi yang kurang, potongan yang dicetak pada suhu yang lebih tinggi cenderung lebih berat karena mengandung jumlah material yang lebih besar. Lebih banyak material biasanya berarti lebih banyak kekuatan.
Namun demikian, Anda harus berhati-hati berpikir bahwa suhu yang sangat tinggi adalah yang terbaik untuk meningkatkan kekuatan. Anda bisa mendapatkan bagian yang cukup berserat bahkan dengan rongga dan gelembung di dalamnya, dan menyebabkan degradasi material yang membuat bagian tersebut lebih lemah.
Matikan kipas pendingin
Pekerjaan kipas pendingin adalah mendinginkan bahan setelah keluar sehingga cepat mengeras dan bagian tidak berubah bentuk saat sedang dicetak. Tapi hati-hati karena jika terlalu dingin, Anda bisa mengalami masalah dengan daya rekat antar lapisan dan bisa pecah.
Di sisi lain, ada beberapa potensi masalah dalam melakukan hal ini seperti penjembatanan yang buruk atau panas berlebih yang menyebabkan deformasi bagian akhir.
Setelan Pemotong Ideal untuk Cetakan yang Lebih Kuat
Ini dia tabel dengan pengaturan ideal untuk filamen PLA:
| Parameter | Setelan |
| Suhu pencetakan | 200–210ºC |
| Suhu tempat tidur | 50 – 65ºC |
| Tinggi lapisan | 0,12 mm (lebih rendah lebih baik) |
| Pencabutan | 6mm |
| Isi | 50% atau lebih tinggi |
| Kecepatan | 30 – 50 mm/s |
| Kecepatan lapisan awal | 20 mm/s |
| Tinggi lapisan awal | 0,2 mm |
| Kecepatan kipas awal | 0% |
| Kecepatan kipas | 0% untuk cetakan yang lebih kuat |
| Mendukung sudut overhang | 45° |
Untuk bahan umum lainnya, suhu pencetakan yang ideal adalah:
- ABS:230 – 240 C
- PETG:220 – 230 C
- TPU:220 – 240 C
Suhu Tempat Tidur Ideal:
- ABS:90 – 110 C
- PETG:70 – 85 C
- TPU:50 – 65 C
Gunakan filamen yang lebih kuat
Bahan yang kami gunakan memiliki konsekuensi langsung dalam hal kekuatan dan daya tahan. Dalam hal kekuatan, pemenang tampaknya adalah polikarbonat, yang dinilai sebagai jenis filamen terkuat. Jika dicetak dengan benar dan pada suhu yang tepat, polikarbonat dapat menghasilkan komponen yang sangat kuat dan tahan lama.
Kemudian kami memiliki nilon, yang dapat dibandingkan dengan polikarbonat. Bahan ini tahan benturan, lelah, dan panas, serta memiliki keunggulan lebih mudah dicetak daripada polikarbonat.
PLA dan PETG adalah bahan umum lainnya, yang memiliki keunggulan lebih mudah dicetak daripada polikarbonat misalnya. PLA sering direkomendasikan sebagai bahan awal untuk pemula. PLA lebih kaku sedangkan PETG lebih fleksibel, sehingga lebih sulit patah karena akan lebih bengkok.
Karakteristik ini membuat PETG juga lebih tahan benturan daripada PLA karena menyerap benturan lebih baik. Di sisi lain, PLA lebih kuat dalam hal kekuatan tarik.
Tabel berikut menunjukkan kekuatan impak untuk material yang berbeda pada orientasi yang berbeda (Joule/Meter):
| | Datar | Horisontal | Vertikal |
| Polikarbonat | 354 | 515 | 42 |
| Nilon | 325 | 249 | 60 |
| PETG | 239 | 178 | 35 |
| PLA | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
Untuk perbandingan mendetail antara PLA dan PETG, periksa di sini.
Filamen mana yang tahan di luar ruangan?
Ada beberapa fitur yang diinginkan agar bahan tahan terhadap luar ruangan, seperti sinar UV, suhu, dan tahan air.
Tapi, bahan apa yang paling direkomendasikan untuk aplikasi luar ruangan?
PETG, memiliki ketahanan terhadap sinar UV serta tahan air yang menjadikannya pilihan yang baik untuk digunakan di luar ruangan.
ASA, tahan UV dan tahan terhadap segala kondisi cuaca. Ini memiliki suhu transisi gelas yang tinggi, menghasilkan ketahanan terhadap suhu tinggi dan benturan serta ketahanan terhadap bahan kimia.
Di sisi lain, nilon, PLA, dan HIPS, tidak direkomendasikan untuk aplikasi di luar ruangan karena tidak tahan terhadap sinar UV. Mereka akan kehilangan warna dan rapuh seiring waktu.
Anda dapat menemukan informasi lengkap tentang subjek ini di sini.
Filamen mana yang paling tahan panas?
Tahan suhu adalah suhu tertinggi yang dapat ditahan oleh cetakan sebelum meleleh atau retak.
Polycarbonate dikenal dengan kekuatan, dan daya tahannya, serta memiliki ketahanan panas yang tinggi. Suhu transisi kaca polikarbonat adalah 150 °C, dan cetakan dapat menahan panas hingga sekitar 140 °C.
Filamen populer lainnya adalah ABS yang memiliki ketahanan panas dan kerusakan yang tinggi. Suhu transisi kaca adalah 105 °C dan cetakan yang sudah jadi dapat bertahan pada suhu mendekati 100 °C tetapi tidak untuk waktu yang lama.
Filamen PETG memiliki kualitas yang baik yang berkaitan dengan ketahanan panas juga dan sangat mudah untuk dicetak juga. PETG mampu menahan suhu hingga 75°C.
Informasi lebih lanjut tentang ketahanan panas filamen di sini.
Anneal hasil cetak
Annealing membantu meningkatkan kekuatan dan daya tahan bagian. Proses ini menyebabkan peningkatan jumlah struktur kristal besar dalam plastik. Ini membantu mendistribusikan kembali beban dan energi panas secara lebih merata.
Prosesnya terdiri dari memaparkan bagian ke suhu yang sangat spesifik:di atas suhu transisi gelas tetapi di bawah suhu lelehnya, selama sekitar 30 hingga 45 menit.
Untuk informasi lebih lanjut, lihat artikel ini .
Kesimpulan
Seperti yang telah kita lihat, ada banyak hal yang harus dilakukan untuk mendapatkan barang berkualitas tinggi dan kuat.
Anda biasanya harus menggunakan beberapa dari mereka sekaligus.
Dimulai dari fase desain dengan melakukan analisis tegangan bagian, diikuti dengan pengaturan alat pengiris yang tepat, dan memilih bahan yang paling cocok untuk pekerjaan tersebut, Anda akan dapat memperoleh potongan dengan kekuatan tinggi dan tahan lama.


