Pelengkungan Cetak 3D. Perbaikan Mudah dan Cara Mencegahnya!
Jika Anda pernah menggunakan printer 3D, kemungkinan besar Anda pernah mengalami 3d print warping.
Warping terletak sebagai salah satu masalah paling umum yang mungkin Anda temui dalam pencetakan 3D dan sangat membuat frustrasi. Untungnya, beberapa tindakan akan membantu memperbaiki dan menghindari masalah, sehingga menghasilkan model yang lebih sukses.
Cetakan yang gagal tidak dapat dihindari dalam pencetakan 3D, tetapi dengan penguasaan pengaturan yang benar untuk printer 3D Anda, Anda dapat menghilangkan lengkungan melalui berbagai teknik.
Pengaturan printer 3D Anda sepenuhnya bergantung pada bahan yang Anda gunakan sebagai bahan cetak dan kondisinya.
Memiliki pengetahuan untuk menyesuaikan dengan pengaturan, mempertimbangkan semua faktor yang dapat menyebabkan lengkungan 3D tidak diragukan lagi akan menghasilkan hasil cetak yang mengesankan dan memperbaiki lengkungan dalam prosesnya.
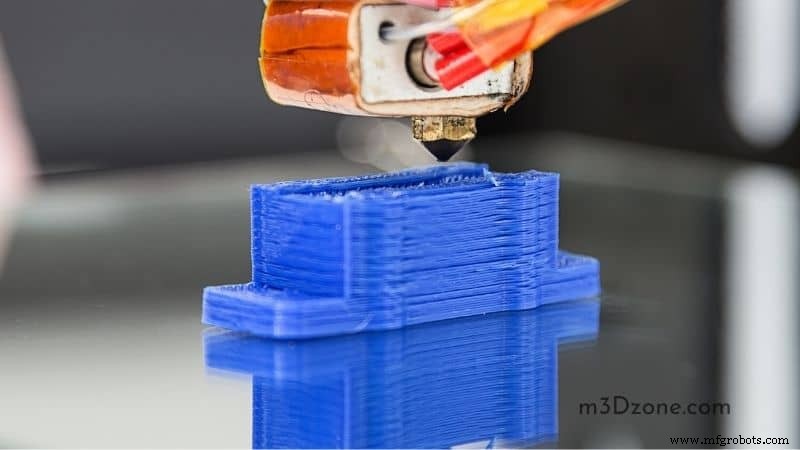
Apa itu 3D Print Warping?
Warping dapat dianggap sebagai sedikit perubahan dari desain asli yang dimaksudkan setelah pencetakan. Dalam beberapa kasus, mungkin ekstrim bahwa seluruh cetakan menjadi tidak berguna dan dihancurkan. Untuk hasil terbaik, Anda harus memeriksa cetakannya.
Karena kelengkungan terdeteksi setelah proses pencetakan, banyak material yang hilang, yang menyebabkan peningkatan biaya produksi.
Tidak ada cara untuk kembali ke warping setelah itu terjadi; membuang adalah satu-satunya pilihan. Dalam panduan ini, kita akan membahas tentang penyebab distorsi dan berbagai cara untuk menghindarinya.
Mengapa Terjadi Warping?
Bahan yang digunakan selama proses produksi 3D adalah termoplastik, yang berarti mereka mengubah sifat pada rentang suhu tertentu.
Prosesnya memerlukan pemanasan filamen di luar titik lelehnya, di mana mereka berubah menjadi bentuk cair yang dapat dengan mudah dipasang pada pelat penyusun.
Selama pemanasan, termoplastik mengembang, dan kemudian saat didinginkan, termoplastik menyusut menjadi padat.
Jika ini terjadi saat lapisan di bawah masih panas dan lapisan atas dingin, cetakan akan kehilangan pegangannya pada pelat penyusun dan, sebagai gantinya, menggulung ke atas; maka terjadi warping.
Mengecewakan, pengeritingan bahkan mungkin muncul saat menyelesaikan apa yang seharusnya menjadi cetakan halus yang sangat baik. Jika hanya suhu seluruh gambar 3D yang dapat dipertahankan pada kisaran yang ditentukan, warping akan dihindari sepenuhnya. Namun, ini hampir mustahil.
Sebagai gantinya, Anda dapat mencoba mempertahankan suhu yang sama persis sebanyak mungkin ke kisaran tertentu. Ini memastikan bahwa model cetak dapat menempel pada permukaan build selama seluruh proses produksi.
Memperbaiki Cetakan dari Tempat Cetak Melalui Suhu Transisi Kaca
Sebagian besar, cetakan yang melengkung tidak dapat diatur, dan seluruh model akhirnya dihancurkan. Atau, jika model cetaknya ringan dan volumenya tidak terlalu tebal, ada cara untuk merombaknya.
Hal ini dapat dicapai dengan memanaskan cetakan secara moderat hampir ke suhu transisi gelasnya sehingga cukup lunak untuk merombaknya.
Anda harus berimprovisasi untuk print bed menggunakan permukaan logam besar, sebaiknya wajan, cukup untuk menahan print bed seperti di print bed.
Pengering rambut normal akan baik-baik saja dalam proses pemanasan. Pengering harus dalam daya penuh dan bahkan memindahkannya untuk memanaskan cetakan Anda.
Setelah pemanasan, Anda dapat merombak cetakan sekarang ke bentuk yang diinginkan dan menekuk. Sebelum pendinginan, Anda harus menahannya untuk menghindari deformitas sekali lagi.
Anda dapat mengulangi prosesnya sampai hasil cetak mengambil bentuk yang Anda inginkan. Pengering sangat berguna karena membawa cetakan kembali ke alas cetak atau memanaskan panci hanya akan memanaskan bagian bawah cetakan. Ini berarti Anda memanaskan seluruh cetakan lagi untuk mendapatkan hasil.
Cara Mencegah Bengkok
a) Gunakan pelat bangunan berpemanas
Sebelum pembuatan yang dipanaskan, pelat jarang ditemukan, dan cetakan 3D yang dicetak cenderung cepat dingin bahkan sebelum produksi selesai. Karena itu, warping dan curling hampir menjadi standar di setiap cetakan. Untuk saat ini, sebagian besar mesin sudah dilengkapi dengan tempat tidur berpemanas.
Salah satu cara yang paling dianjurkan untuk menghindari lengkungan adalah menggunakan pelat bangunan yang dipanaskan. Pelat build berusaha menjaga material pada suhu tepat di bawah saat mengeras. Ini memastikan cetakan 3D Anda tetap rata dan masih terhubung ke pelat build.
Dengan pencetakan 3D yang mendingin lebih lambat, kemungkinan tekanan melengkung yang disebabkan oleh kontraksi berkurang.
Namun, Anda harus memastikan bahwa suhu yang digunakan sesuai dengan bahan yang digunakan. Sifat berbeda untuk bahan dan filamen yang berbeda meskipun faktanya mereka semua adalah bahan bersuhu tinggi.
Ranjang berpemanas bukanlah jaminan total bahwa lengkungan akan dihindari, menggabungkan teknik dengan metode lain untuk menurunkan peluang.
Namun, pada catatan itu, bagian pemanas tidak terdiri dari seluruh tempat tidur, artinya bukan seluruh tempat tidur yang melakukan pemanasan - tepinya mungkin tidak mendapatkan cukup panas dan mungkin berakhir melengkung. Perlu diperhatikan bahwa cetakan yang lebih besar dapat melengkung, tidak seperti cetakan yang lebih kecil.
b) Penggunaan perekat pada lapisan pertama
Daya rekat antara lapisan bawah cetakan Anda dan alas cetak berperan dalam mencegah lengkungan. Ini biasanya dicapai dengan melapisi tempat tidur dengan bahan perekat atau lengket sebelum memulai pencetakan yang sebenarnya.
Sebelum menggunakan perekat, Anda disarankan untuk melakukan uji cetak sebagian kecil untuk memastikannya berfungsi dengan baik. Dengan cetakan yang tersangkut di alas cetak, ini dapat menyebabkan kerusakan saat mengeluarkannya.
Agar teknik perekat bekerja dengan baik, Anda harus memastikan hasil cetaknya halus dan bersih. Jejak minyak dan lemak hanya akan memperburuk dan melemahkan daya rekat.
Perekat harus diterapkan pada pelat kaca. Selain itu, metode adhesi berbeda dari bahan ke bahan, oleh karena itu perlu memahami bahan yang digunakan.
Ada banyak produk yang akan membantu cetakan Anda menempel pada dasar pencetakan. Berikut adalah beberapa di antaranya, Anda dapat bereksperimen terlebih dahulu atau bahkan menggabungkannya untuk hasil yang efektif:
1) 3DLac
3DLac adalah format semprotan yang terdiri dari formulasi kimia khusus untuk pencetakan 3D untuk memadatkan potongan. Pengaplikasiannya cukup sederhana karena Anda hanya perlu menyemprotkan produk pada alas cetak sebelum proses pencetakan.
Ranjang tidak perlu digenangi air tetapi penyemprotan dari jarak tangan memastikan bahan kimia didistribusikan secara efektif. Alternatif untuk 3DLac adalah hairspray Nelly, karena perusahaan yang sama memproduksinya.
Satu-satunya perbedaan adalah bahwa konsentrasi dalam 3DLac adalah formulasi yang lebih baik dan tidak berbau seperti pada pernis Nely.
2) Gigitan Serigala
Wolfbite adalah bahan kimia 3D komersial yang diproduksi secara eksplisit untuk perekat dan cengkeraman bagian pencetakan 3D Anda. Varian produk dari situs resminya; maka perlu untuk menguji produk dan bahan pilihan Anda yang digunakan.
3) lembar PEI
Seprai (periksa di Amazon) datang sudah dilaminasi dan mudah ditempatkan di tempat tidur pencetakan. Mereka datang dalam berbagai ukuran dan merek; maka lebih mudah untuk menemukan salah satu yang akan bekerja untuk Anda dan ukuran yang tepat untuk printer Anda. Bahkan yang tebal pun mudah dipotong sesuai keinginan Anda.
Beberapa datang sebagai stiker dan mudah dipasang dengan menempatkannya di tempat pencetakan. Tidak seperti pita perekat, gelembung tidak menjadi masalah di sini karena akan melekat pada hampir semua bahan.
4) Pita kapton
Pita kapton umumnya digunakan dalam pengelasan dan elektronik karena dapat menahan suhu ekstrem.

Ini dapat digunakan dalam pencetakan 3D untuk memberikan ikatan perekat yang dibutuhkan oleh cetakan. Pita kapton dapat digunakan dengan metode lain seperti semprotan 3DLac untuk meningkatkan daya cengkeram.
Pita Kapton juga berfungsi pada cetakan dengan lebar lebih lebar dan lebih mudah diaplikasikan pada permukaan cetakan.
Namun, beberapa residu mungkin tertinggal setelah proses produksi, tetapi alkohol cenderung menanganinya secara efektif.
5) Selotip
Pada titik tertentu, kita semua pernah menggunakan selotip (periksa di Amazon) untuk perbaikan dan perbaikan cepat, baik di rumah atau di kantor. Ini relatif murah dibandingkan dengan pita Kapton dan menawarkan daya rekat yang baik.
6) Lem tongkat
Lem tongkat (cek di Amazon) adalah alternatif favorit, dan beberapa perusahaan percetakan menawarkan stik sebagai bagian dari produk yang mereka beli. Aplikasi hanya mengoleskan lem ke pelat bangunan, dan hanya itu.
Atau, pengenceran dengan air dapat diterima, dan kuas digunakan untuk mengolesi lem lebih merata pada alas cetak. Ini membuat pembersihan kaca lebih mudah karena hanya sebagian kecil lem yang akan digunakan.
7) Solusi ABS
Beberapa potongan kecil ABS dapat diencerkan dalam aseton dalam wadah untuk membentuk larutan ABS (jus ABS). Aseton memastikan ABS larut seluruhnya dan membentuk bahan seperti pasta.
Dengan menggunakan kuas, (periksa di Amazon) Anda dapat mengoleskan jus ABS ke alas pencetakan. Mencetak pada bahan lain mengharuskan Anda mencari bahan kimia yang sesuai dan aplikasi yang tepat pada permukaan pencetakan.
c) Mengatur suhu selama proses produksi
Pemantauan suhu harus dilakukan pada mesin cetak, dan suhu udara di sekitarnya sangat penting dalam pembengkokan. Hal ini dapat dicapai melalui:
Sesuaikan pendinginan:kehati-hatian ekstra harus diperhatikan di sini karena filamen perlu didinginkan agar plastik yang meleleh memadat untuk penjembatanan yang akurat.
Kipas pendingin dapat dimatikan atau diturunkan kecepatannya hanya untuk lapisan pertama untuk membantu meratakan suhu.
Menggunakan ruang cetak tertutup: Bekerja dengan printer tertutup membantu mempertahankan proses pencetakan yang konstan. Anda juga dapat membuat enklosur jika printer tidak memilikinya.
d) Pilih pengaturan yang tepat untuk beberapa lapisan pertama
Kalibrasi sangat penting dalam mencegah warping. Jarak yang baik antara nosel printer dan pelat penting di lapisan pertama cetakan Anda yang juga mempengaruhi keseluruhan model.
Platform harus sedekat mungkin dengan nozzle untuk mencegah material mendingin sehingga kehilangan kemampuannya untuk menempel pada platform. Semua lapisan berikut harus mematuhi aturan agar mereka saling mematuhi.
Warping kurang umum pada cetakan kecil dibandingkan dengan cetakan yang lebih besar yang terlihat jelas. Saat mencetak cetakan yang lebih besar, disarankan untuk menggunakan filamen dengan penyusutan yang lebih rendah, lebih disukai yang berbasis PLA.
Model cetak dapat disesuaikan dengan bahan ABS (cek di Amazon) bahwa dinding lebih tipis, mengurangi bahan pengisi. Semakin sedikit bahan pengisi, semakin rendah kemungkinan melengkung setelah mendinginkan bahan.
e) Tetap periksa koordinat Z
Beberapa lapisan pertama pada pelat pembuatan adalah kunci model cetak yang sukses. Mencetak lapisan cetak pertama yang sempurna dapat dicapai dengan memeriksa koordinasi keluaran koordinat z dengan benar sebelum pencetakan dimulai.
Jika sumbu Z dimulai pada titik yang lebih tinggi, bahan harus bergerak lebih lama sebelum menyentuh alas cetak. Bahan lebih dingin dan tidak akan menempel pada kaca dengan baik.
Dengan penyesuaian sumbu Z, nozzle printer tidak boleh terlalu dekat dengan model karena dapat menyebabkan komplikasi lebih lanjut.
Jika cetakan Anda memiliki permukaan cetak yang kecil, perekatan akan sulit dilakukan sehingga pinggiran dan rakit dapat ditambahkan untuk perekatan lebih lanjut.
Untuk penyesuaian koordinat yang tepat, sensor level akan berguna. Anda masih dapat melakukan koreksi secara manual, tetapi sensor akan memberikan bantuan tambahan yang diperlukan.
Beberapa printer sudah memiliki sensor penyesuaian diri, dan Anda dapat membelinya dan memasangnya di printer untuk lapisan awal yang baik pada model Anda.
Kesimpulan
Membuat model cetak berkualitas tinggi tidak hanya mendapatkan printer 3D, mengisinya dengan filamen, dan mencetak model yang Anda inginkan. Selama proses tersebut, Anda akan frustrasi karena banyak hal yang bisa salah.
Menyempurnakan pencetakan model 3D yang diinginkan memerlukan pemahaman yang lebih mendalam tentang bagaimana bahan filamen yang Anda gunakan bereaksi terhadap perubahan suhu dan perbedaan suhu filamen.
Keterampilan mudah dipelajari tetapi teknis untuk dikuasai karena membutuhkan usaha.
Memecahkan masalah yang mungkin muncul selama pencetakan membutuhkan bermain-main dan bereksperimen dengan pengaturan printer.
Warping adalah salah satu masalah umum yang akan Anda temui dalam pencetakan 3D. Dengan filamen PLA, ini jarang terjadi tetapi masih bisa terjadi.
Jika Anda mengamati langkah-langkah dan langkah-langkah yang diuraikan di atas, Anda akan dapat menghasilkan cetakan yang sempurna dari dasar dan lapisan. Mengurangi kecepatan lapisan awal juga membantu banyak waktu dalam membatasi warping.


