Pencetakan 3D Selektif Laser Sintering (SLS):Panduan Lengkap
Industri manufaktur aditif, senilai $ 13,84 miliar yang mencengangkan, adalah salah satu teknologi manufaktur yang tumbuh paling cepat di era modern. Selective Laser Sintering (SLS) adalah salah satu teknologi pencetakan 3D inovatif yang telah mendorong peningkatan pesatnya dan mengilhami adaptasi industri skala luas.
Dalam panduan komprehensif ini, kita akan membahas berbagai aspek pencetakan SLS, termasuk alur kerjanya, kelebihan/kekurangan, kemampuan material, dan beberapa aplikasinya.
Apa itu Pencetakan 3D Sintering Laser Selektif?
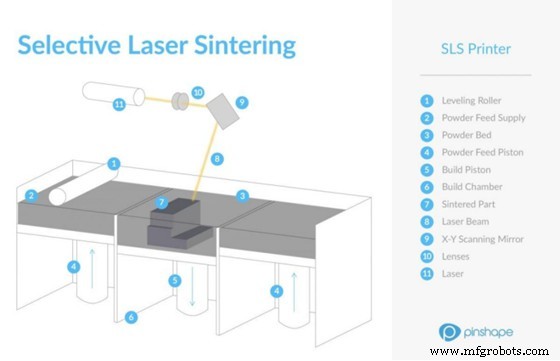
Pencetakan SLS 3D menggunakan laser terpandu sebagai sumber energi panas untuk mensinter lapisan partikel bahan mentah menjadi bangunan yang kuat dan tahan lama. Partikel, ketika dipanaskan, menyatu bersama tanpa meleleh. Inilah sebabnya mengapa disebut sebagai proses sintering, bukan pencairan.
Selain itu, printer SLS 3D hadir dalam berbagai volume build mulai dari desktop hingga industri skala besar. Mereka juga berbeda dalam faktor-faktor seperti jenis laser (serat, dioda, laser CO2, dll.), daya laser, biaya, dan akurasi manufaktur.
Teknik ini dikenal karena kemampuannya untuk membuat bagian-bagian fungsional dan pembuatan prototipe yang cepat. Kualitas material yang diinginkan dari suku cadang printer 3D SLS merupakan faktor yang menjanjikan bagi produsen dan pengembang produk.
Mari selami lebih dalam tentang sintering laser selektif dan uraikan alur kerjanya untuk pemahaman yang lebih baik.
Alur kerja Pencetakan 3D SLS
Pencetakan SLS 3D dilakukan dalam berbagai langkah. Dijelaskan di bawah ini adalah standar prosedur langkah demi langkah untuk sebagian besar printer 3D SLS.
1. Persiapan Model CAD
Cerita dimulai dengan model CAD dari bagian yang akan dicetak. Model akhir ditransfer ke antarmuka pengguna built-in printer SLS atau perangkat lunak pengiris dalam format file yang cocok untuk pencetakan 3D. Format file yang paling umum adalah STL.
Perangkat lunak pengiris menyiapkan file CAD untuk pencetakan 3D, menghasilkan perintah (dikenal sebagai G-Codes) yang dapat ditafsirkan oleh pengontrol printer dalam hal gerakan pemindaian laser. Perangkat lunak ini juga menggabungkan pengaturan yang ditentukan pengguna seperti ketebalan lapisan, daya laser, dan resolusi yang merupakan faktor penentu kualitas pembuatan akhir.
Pada tahap ini, perangkat lunak juga memprediksi informasi penting seperti waktu cetak dan konsumsi bahan.
2. Cek Pra-Cetak
Printer SLS 3D adalah mesin canggih yang membutuhkan pelatihan dan perawatan untuk mengoperasikannya. Sebelum pencetakan dimulai, beberapa pemeriksaan dilakukan untuk memastikan pencetakan berjalan lancar.
Ruang pembuatan (powder bed) diisi ke tingkat yang benar dan dengan bahan yang benar. Selain itu, operator profesional juga melakukan beberapa pemeriksaan CAD pracetak untuk memastikan tidak ada celah yang memengaruhi kemampuan cetak.
Galvanometer, cermin yang mengarahkan sinar laser di sepanjang jalur pencetakan yang diinginkan, harus dikalibrasi. Servomotor yang menggerakkannya juga dibawa ke posisi asalnya untuk meminimalkan kesalahan. Jadwal kalibrasi untuk ini sering direkomendasikan oleh produsen dalam buku pegangan.
3. Bubuk Pemanasan Awal
Bubuk di ruang build dipanaskan terlebih dahulu sebelum pencetakan mulai tepat di bawah titik lelehnya. Dengan cara ini energi panas laser hanya digunakan dalam sintering. Ini memungkinkan pencetakan 3D cepat.
4. Mencetak
Sebenarnya, proses pencetakannya sendiri cukup sederhana dan cerdik. Laser memindai lapisan atas bagian (didefinisikan sebelumnya oleh alat pengiris) di atas permukaan atas bedak.
Daya laser diatur secara tepat untuk mencapai kedalaman sintering yang setara dengan ketebalan lapisan. Kisaran tipikal ketebalan lapisan dalam pencetakan SLS 3D adalah 0,05-0,15 mm.
Kemudian, tempat tidur bergerak ke bawah dengan ketebalan satu lapisan, membawa bangunan bersamanya. Lapisan baru bahan SLS disebarkan di atas alas oleh bilah/rol pelapis. Laser memindai lapisan kedua kali ini, yang bergabung dengan lapisan sebelumnya.
Proses ini kemudian terus berulang hingga seluruh bagian tercetak.
5. Pemulihan Bagian &Pasca Pemrosesan
Setelah pencetakan selesai, dibiarkan dingin di dalam ruangan selama beberapa waktu. Setelah dingin, itu diekstraksi dari ruang build. Karena bagian tersebut dikelilingi di semua sisi oleh bubuk yang tidak disinter, proses ekstraksi sering disebut sebagai “depowdering”.
Keuntungan Pencetakan 3D SLS
Pencetakan SLS 3D menawarkan banyak hal positif, menjadikannya salah satu metode manufaktur aditif yang paling dicari di industri.
1. Bagian Kuat
Bagian cetakan 3D SLS memiliki sifat yang menguntungkan seperti kekuatan mekanik, modulus tarik, tahan panas, dan kedap air dan udara. Ini karena proses sintering, yang mengikat kuat partikel polimer individu.
Kualitas ketangguhan ini memungkinkan printer SLS menjadi peralatan umum untuk mengembangkan dan menguji prototipe fungsional, yang tidak hanya meniru tampilan produk uji tetapi juga fungsinya.

2. Tidak Perlu Dukungan
Struktur cetak 3D dengan fitur seperti overhang atau jembatan memerlukan geometri pendukung untuk mempertahankan elemen ini selama pencetakan. Sebagian besar metode pencetakan 3D, seperti FDM, membuang banyak waktu dan materi untuk mencetak struktur pendukung ini.
Namun, dengan sintering laser selektif, ini bukan masalah. Karena seluruh bangunan terperangkap dalam kumpulan bedak lepas, itu sudah didukung dengan baik selama pembangunan. Ini tidak hanya menghemat waktu tetapi juga mengurangi biaya.
3. Cepat
Mesin ini dianggap sebagai printer 3D cepat, dengan pencetakan komersial, dengan kecepatan hingga 48 mm/jam. Ini mengalahkan sejumlah metode pencetakan 3D alternatif yang layak.
Selain itu, alur kerja proses ini, meskipun dibagi menjadi banyak langkah, cukup efisien waktu. Pemindaian laser hampir seketika, ruang build dapat dilepas dan diganti dengan yang lain saat yang pertama mendingin, dan ada juga kemungkinan pencetakan batch, yang akan kita bahas selanjutnya.
4. Pencetakan Batch
Printer 3D hadir dalam berbagai volume ruang build, hingga 750mm dalam satu arah untuk mesin yang lebih besar. Pendekatan yang produktif adalah memanfaatkan volume ruang build secara efisien dengan mengadaptasi pencetakan batch.
Ini berarti memasukkan sebanyak mungkin bagian di dalam ruang build, sebagai 'batch'. Ini bijaksana karena pemindaian laser itu sendiri sangat cepat. Dalam pencetakan batch, dengan satu pindaian, dapat menyinter lapisan beberapa bagian, bukan hanya satu, menghemat waktu pencetakan.
5. Akurasi Dimensi Tinggi
SLS menghasilkan suku cadang yang sangat akurat. Seperti disebutkan sebelumnya, tinggi lapisan bisa serendah 0,05 mm. Selain itu, sebagian besar printer 3D mampu membuat toleransi dalam +/- 3%. Tekanan pengepakan yang disediakan oleh bedak juga membantu meminimalkan lengkungan.
Karena itu, bagian cetakan 3D SLS berbentuk hampir bersih dan tidak memerlukan pasca-pemrosesan yang ekstensif.
Kerugian Pencetakan 3D SLS
Seperti proses manufaktur lainnya, SLS memiliki kekurangan selain kelebihan. Kami menjelaskan beberapa hal yang harus diingat sebelum memilih SLS.
1. Pilihan Bahan Baku Terbatas
Sintering laser selektif tidak menawarkan katalog bahan yang kuat. Selain beberapa jenis Nylon, elastomer termoplastik, dan TPU (Thermoplastic Polyurethane), bahan yang kompatibel dengan SLS agak sulit didapat. Penampilan fisik juga terbatas pada lapisan metalik keabu-abuan.
Sementara penelitian ilmiah memperluas cakupan materi pencetakan SLS, ini jelas merupakan kerugian untuk saat ini.

2. Permukaan Berbutir
Bentuk akhir, meskipun secara dimensi akurat, tidak memiliki permukaan yang halus dan mengkilap. Dalam banyak kasus, mungkin memerlukan perawatan permukaan lebih lanjut untuk memenuhi persyaratan manufaktur. Teknik bersaing seperti Stereolithography memiliki permukaan akhir yang jauh lebih baik.
Kami akan membahas beberapa metode pasca-pemrosesan populer di bagian berikut yang membantu mengatasi masalah ini.
3. Printer Mahal
Printer SLS umumnya merupakan mesin yang mahal. Orang harus berharap untuk menghabiskan lebih dari $ 5.000 untuk versi yang lebih murah. Versi kelas atas berada dalam kisaran $100.000+.
Harus dicatat di sini, bagaimanapun, bahwa investasi awal sedikit diimbangi oleh biaya bahan dan pencetakan yang relatif lebih rendah. Selain itu, ada gelombang baru printer 3D benchtop inovatif yang memasuki pasar yang tidak semahal itu tetapi dengan spesifikasi yang layak. Pelajari lebih lanjut tentang biaya layanan pencetakan 3d.
4. Bahaya Kesehatan &Lingkungan
Material SLS hadir dalam bentuk serbuk halus dengan ukuran partikel sekecil 20 mikron. Partikel dengan dimensi yang begitu kecil dapat dengan mudah masuk ke sistem pernapasan kita dan menimbulkan masalah kesehatan. Sintering dapat menghasilkan asap yang dapat keluar dari lingkungan kerja dan berkontribusi negatif terhadap lingkungan.
Operator disarankan untuk menggunakan APD yang sesuai seperti masker dan sarung tangan saat menangani bahan-bahan ini.
Material yang Cocok untuk Pencetakan 3D SLS
Polimer bubuk sinterable adalah kelas utama bahan SLS. Rangkuman di bawah ini adalah beberapa materi utama yang termasuk dalam kategori ini.

1. PA12
PA 12 juga dikenal sebagai Nylon 12 dan Polyamide 12. Ia memiliki kekuatan tarik, ketangguhan, dan fleksibilitas yang besar. PA 12 juga tahan bahan kimia dan panas, menjadikannya kandidat ideal untuk produk fungsional.
Ini memiliki permukaan yang agak kasar, seperti matte setelah pencetakan 3D. Secara alami, ia memiliki warna putih yang dapat diwarnai dengan warna lain dengan nyaman.
2. PA11
Poliamida 11/Nylon 11 bersifat biokompatibel, kuat, fleksibel, tahan panas, dan tahan bahan kimia. Ia dikenal karena perilaku isotropiknya, yang sangat bagus dalam aplikasi penahan beban tertentu seperti interior otomotif, prostetik, dan peralatan medis.
3. Alumida
Alumide adalah nilon yang diisi dengan bubuk Aluminium. Campuran ini dibuat untuk kekuatan dan kekakuan yang lebih tinggi. Selain itu, Aluminium juga memberikan tampilan metalik yang mengkilap pada produk akhir, yang tidak sehalus bahan Nylon murni seperti PA12 atau PA11.
4. PA-CF
Nylon yang diisi serat karbon adalah kombinasi performa tinggi dengan kekuatan elit dan ketahanan benturan. Ini sangat ringan, sebagai karakteristik produk serat karbon. Aplikasi umum termasuk jig, perlengkapan, dan suku cadang otomotif ringan.
Opsi Penyelesaian Permukaan untuk Bagian Pencetakan SLS
Pasca-pemrosesan disinggung di atas, tetapi kami tidak menyoroti berbagai teknik yang digunakan para ahli. Namun, permukaan akhir dari bagian yang didepowder tidak ideal. Jadi, tergantung pada persyaratan manufaktur, sejumlah perawatan permukaan dapat diterapkan
1. Pengamplasan/Penggilingan Manual
Permukaan yang sedikit lebih halus dapat dicapai dengan menggunakan teknik manual. Operator menggunakan amplas dari berbagai tingkat atau mesin gerinda untuk menerapkan perawatan permukaan yang rata dan untuk menjangkau semua sudut geometri.
2. Ledakan &Jatuh
Metode ini mencapai permukaan akhir yang bagus. Untuk peledakan manik, media yang umum adalah manik-manik kaca, dan untuk tumbling, keping keramik banyak digunakan. Dalam kedua kasus, partikel-partikel ini bertabrakan dengan permukaan bagian SLS untuk meratakannya.
Namun, kelemahannya adalah beberapa material juga dihilangkan, mengubah dimensi bagian. Selain itu, tepi yang tajam juga dapat terlihat membulat, yang mungkin diinginkan atau tidak diinginkan.
3. Perawatan Kimia
Bahan kimia seperti aseton dapat bereaksi dengan permukaan untuk membuatnya halus. Ini bukan metode yang populer tetapi dapat dilakukan dalam beberapa kasus. Perhatian harus diberikan sehubungan dengan reaktivitas saat memilih bahan kimia.
4. Pelapisan
Berbagai pelapis dapat diterapkan untuk mendapatkan sifat fisik tertentu. Pelapis logam seperti emas atau tembaga terkadang digunakan untuk menambah kekuatan dan estetika. Karena bagian cetakan 3D berpori, lapisan kedap air seperti silikon dapat diterapkan untuk meningkatkan kinerja.
5. Pencelupan / Pernis
Solusi mudah untuk meningkatkan kualitas permukaan adalah dengan menerapkan lapisan cat atau pernis pada permukaan yang kasar. Ini meningkatkan penampilan bagian, memberikan kesan mengkilap, dan tidak memakan banyak waktu.
Aplikasi Pencetakan 3D SLS
SLS telah menemukan aplikasi di beberapa industri penting karena banyak keunggulannya.

1. Pembuatan Prototipe &Pembuatan Cepat
Sifat mekanik suku cadang yang dicetak SLS 3D sebanding dengan suku cadang yang diproduksi melalui proses lain. Namun, produksi lebih cepat dan nyaman. Karena alasan ini, suku cadang SLS banyak digunakan untuk pembuatan prototipe cepat dan pembuatan produk fungsional.
Pengembang produk menikmati kebebasan untuk melakukan iterasi desain dengan cepat berkat kecepatan pencetakan yang cepat dan fungsionalitas suku cadang.
2. Penerbangan &Otomotif
Kedua industri ini terus mencari suku cadang yang ringan dan tahan benturan – kualitas karakteristik pencetakan SLS. Oleh karena itu, pencetakan 3D juga semakin populer untuk pembuatan suku cadang yang disesuaikan dan bergaya untuk perkuatan atau dekorasi mobil.
Komponen tahan api di mesin dirgantara adalah aplikasi lain di mana kualitas spesifik bahan SLS sesuai. Selain itu, ini juga populer untuk membuat saluran udara dan prototipe.
3. Medis
Dalam industri medis, prostetik dan ortotik yang fungsional dan dirancang khusus kini dicetak 3D. Ini karena teknologi pemindaian 3D memungkinkan bagian-bagian ini dibentuk persis sesuai dengan fisik pasien dan SLS membantu mencapai sifat mekanik yang diperlukan.
Layanan Pencetakan 3D SLS WayKen
SLS adalah teknologi manufaktur aditif populer yang digunakan oleh banyak industri untuk presisi, akurasi, dan produktivitasnya. Namun, menguasai teknologi dapat menjadi tantangan, jadi penting untuk bekerja sama dengan penyedia layanan bereputasi baik yang memiliki pengalaman dan keahlian untuk memberikan hasil yang berkualitas.
WayKen adalah perusahaan prototyping cepat bersertifikat ISO dengan tim insinyur berpengalaman yang berspesialisasi dalam pencetakan 3D SLS. Kami menawarkan lead time yang cepat, harga yang kompetitif, dan analisis DFM untuk membantu Anda mengoptimalkan proyek Anda. Saat bermitra dengan kami untuk kebutuhan SLS Anda, Anda dapat yakin bahwa Anda akan menerima suku cadang dan layanan dengan kualitas terbaik. Klik tombol untuk mendapatkan penawaran instan hari ini!
Dapatkan Penawaran Gratis
Kesimpulan
Sintering laser selektif telah membuat tanda yang kuat pada lanskap manufaktur aditif dalam beberapa tahun terakhir. Potensi dan pemanfaatannya terus berkembang karena menarik perhatian lebih banyak industrialis.
Untuk menyelesaikan panduan ini, kami menyarankan pembaca kami untuk menggunakan panduan ini dalam pengambilan keputusan saat memilih pencetakan 3D. Ini masih merupakan pasar yang relatif baru dan seseorang harus mendapat informasi yang baik sebelum menyelesaikan pilihan metode dan pabrikan pencetakan 3D mereka.
FAQ
Apa saja jenis printer SLS 3D?
Printer 3D SLS berbeda dalam berbagai hal:
-Ukuran :Printer desktop dengan volume build 100x100x100 mm hingga printer kelas industri kelas atas dengan volume build hingga 500x500x500 mm.
-Jenis Laser :Printer SLS dapat dilengkapi dengan laser CO2, laser serat, laser inframerah, atau dioda laser.
-Spesifikasi Pencetakan :Spesifikasi seperti kecepatan pencetakan, ketebalan lapisan minimum, kemampuan material, dll. Semuanya berbeda dari satu produk ke produk lainnya.
Apa perbedaan antara pencetakan sintering laser selektif (SLS) dan pencetakan peleburan laser selektif (SLM)?
SLS menggabungkan partikel material dengan mensinternya. Proses ini terjadi di bawah titik lebur material dan partikel-partikel hanya menyatu satu sama lain. SLM, di sisi lain, beroperasi di atas titik leleh dan melelehkan partikel sepenuhnya, yang kemudian memadat sebagai bagian yang homogen.
SLM memproduksi suku cadang dengan sifat mekanik yang lebih baik dan cocok untuk aplikasi yang sangat berkualitas tinggi. SLS juga memproduksi suku cadang fungsional tetapi tidak sekuat SLM.
Bahan apa yang biasa digunakan untuk pencetakan SLS 3d?
Polimer Termoset dan Poliuretan Termoplastik adalah bahan umum yang digunakan dalam pencetakan 3D SLS. Secara khusus, bahan seperti Nylon 12 dan Nylon 11 adalah yang paling populer. Beberapa aplikasi khusus juga menggunakan campurannya dengan logam (Aluminium) atau serat (serat karbon, serat kaca).


