Memposisikan dalam pencetakan 3D SLS
Penempatan benda kerja yang benar sangat penting untuk keberhasilan proses produksi. Hal yang paling penting untuk diingat adalah sebagai berikut:
- Konsentrasi panas harus dihindari dan harus memungkinkan untuk menghilangkannya dengan baik :Untuk tujuan ini, penting untuk menghindari pencetakan lapisan yang benar-benar tumpang tindih satu di atas yang lain. Inilah sebabnya mengapa bagian biasanya diposisikan miring ke platform. Selain itu, volume semi-tertutup harus selalu memiliki bukaan menghadap ke atas.
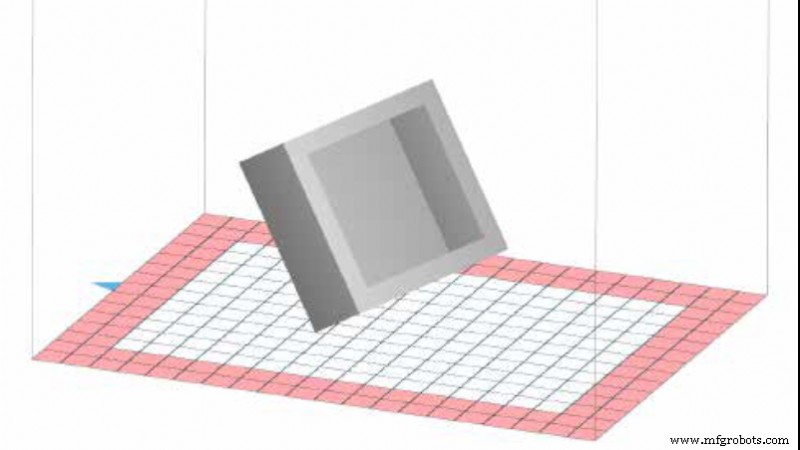
- Permukaan datar yang besar melengkung :Lapisan dengan permukaan saling berhubungan yang terlalu besar harus dihindari. Secara umum, tidak disarankan untuk mencetak permukaan yang lebih besar dari 12 cm
2
atau lebih besar dari 6 cm di sepanjang salah satu sumbu pada satu lapisan.
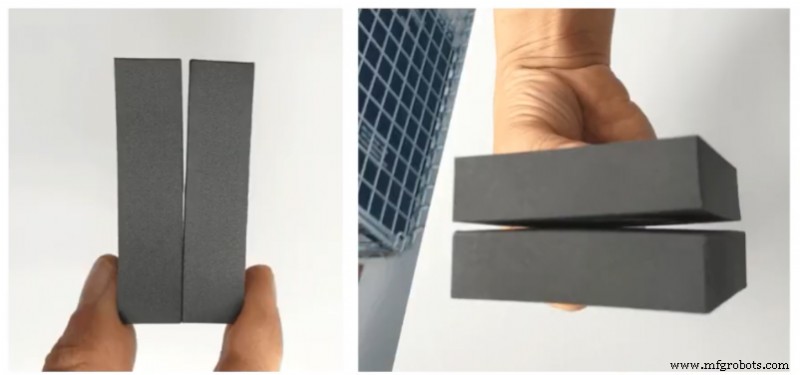
Gambar 1:Contoh bagian yang bengkok karena pemosisian yang buruk. Sumber:Elaborasi sendiri.
- Lapisan harus homogen :Area yang dicetak di setiap lapisan harus serupa, untuk menghindari perubahan mendadak dari satu lapisan ke lapisan berikutnya. Kurangnya homogenitas sering menyebabkan tanda dan cacat estetika pada bagian-bagian tersebut.
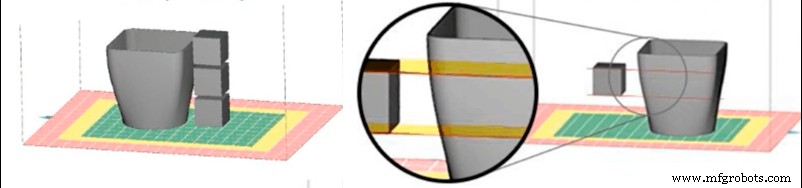
Gambar 2:Pemosisian untuk produksi homogen (kiri) dan non-homogen (kanan). Sumber:Sinterit:Sinterit
- Volume padat yang besar memiliki risiko kegagalan yang tinggi :Bagian bervolume besar, di mana tidak mungkin menggeser lapisan untuk menghindari konsentrasi panas, harus dilubangi atau dicetak dengan pola pengisi.
Tips penentuan posisi
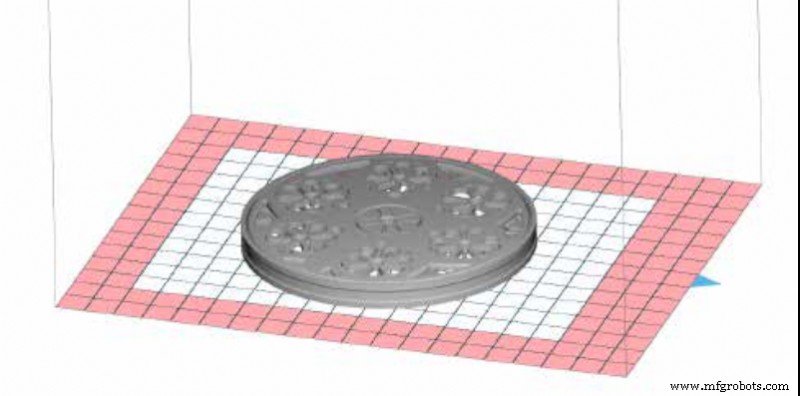
- Permukaan datar :Dianjurkan untuk memposisikannya pada 45º di semua sumbu untuk menghindari deformasi atau penumpukan panas
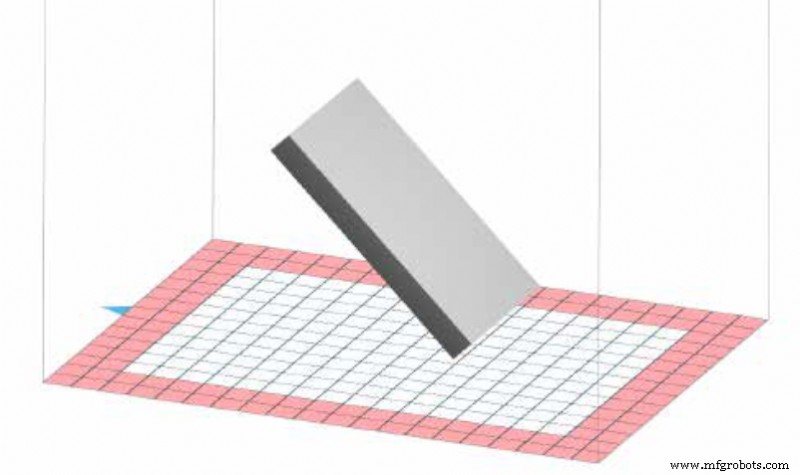
Gambar 3:Contoh pemosisian benda kerja yang benar dengan permukaan datar yang besar. Sumber:Sinterit
- Blok solid :Seperti permukaan datar, mereka harus diposisikan pada 45° di semua sumbu. Kecuali prisma berongga dengan ketebalan dinding kecil, yang posisi optimalnya vertikal, karena ini memungkinkan pembuangan panas dari samping. Untuk prisma besar, disarankan untuk melubangi bagian tersebut.
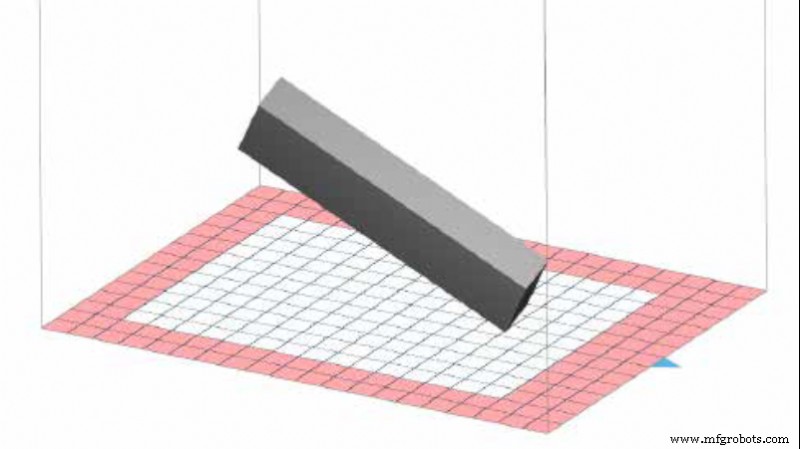
Gambar 4:Contoh posisi prisma yang benar. Sumber:Sinterit
- Volume atau kotak setengah terbuka :Penempatannya diatur oleh aturan di atas, namun, bukaan harus selalu berorientasi ke atas.
Gambar 5:Contoh penempatan kotak yang benar. Sumber:Sinterit
- Detail dengan permukaan halus dan ujung tajam :Permukaan halus atau detail, seperti bola atau elemen bulat, harus diposisikan ke bawah untuk kualitas yang lebih baik, sementara detail dengan tepian yang tajam harus diorientasikan ke atas. Secara umum, wajah yang menghadap ke bawah akan menampilkan detail yang lebih lembut, sedangkan wajah yang menghadap ke atas akan menampilkan detail yang lebih tajam.
- Bukaan, saluran, dan lubang :Jika memungkinkan, mereka harus diorientasikan sejajar dengan sumbu Z untuk kualitas terbaik.
Gambar 6:Contoh pemosisian bagian yang benar dengan lubang dan saluran. Sumber:Sinterit
- Memindahkan bagian :Dalam pencetakan SLS 3D, presisi maksimum selalu diperoleh pada bidang XY, jadi jika memungkinkan, mereka harus selalu diorientasikan dengan cara ini.
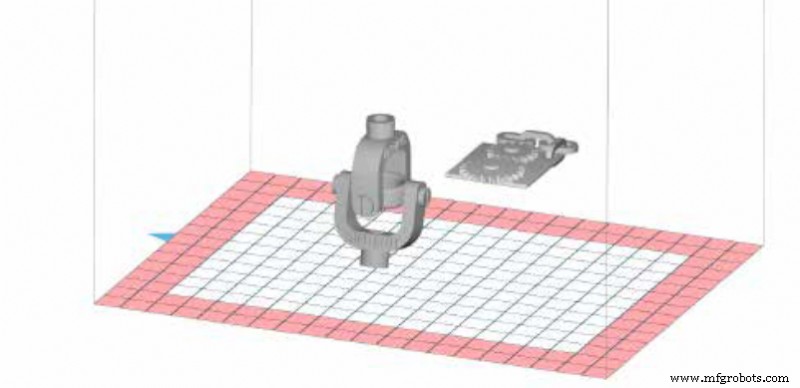
Gambar 7:Contoh pemosisian komponen bergerak yang benar. Sumber:Sinterit
Kiat-kiat ini membantu mengurangi risiko kegagalan, namun didasarkan pada situasi umum. Selain itu, tidak ada satu pun pemosisian yang benar, tetapi dalam pemosisian berisiko rendah, beberapa akan memberikan kualitas yang lebih tinggi dan beberapa akan memberikan waktu cetak yang lebih singkat. Inilah mengapa banyak faktor yang berasal dari pengalaman harus diperhitungkan saat memosisikan suatu bagian.
Panduan ini membahas konsep secara umum dan tidak berfokus pada merek atau model tertentu, meskipun mungkin disebutkan di beberapa titik. Mungkin ada perbedaan penting dalam prosedur kalibrasi atau penyesuaian antara merek dan model yang berbeda, sehingga disarankan untuk membaca panduan produsen sebelum membaca panduan ini.


