Perbedaan Antara Pengelasan A-TIG dan Pengelasan FB-TIG
Pengelasan Tungsten Inert Gas (TIG) adalah salah satu proses pengelasan berbasis busur yang populer di mana busur listrik dibentuk antara elektroda tungsten yang tidak dapat dikonsumsi dan benda kerja. Ini adalah salah satu proses yang andal dan ekonomis untuk menggabungkan bagian logam secara efisien dan permanen dengan atau tanpa penggunaan logam pengisi. Terlepas dari kemampuannya menghasilkan sambungan suara, tampilan manik las yang indah membuat proses ini sangat dapat diterima di berbagai aplikasi mulai dari domain struktural hingga kedirgantaraan. Meskipun banyak keuntungan, itu dibatasi oleh kedalaman penetrasi maksimum yang dapat dicapai. Memanfaatkan set parameter yang optimal dan semua kondisi yang menguntungkan, ia dapat mengambil penetrasi maksimum hingga 3,5 mm dalam satu lintasan. Oleh karena itu, menggabungkan komponen yang lebih tebal memerlukan persiapan tepi dan banyak lintasan, yang memakan waktu dan dengan demikian memengaruhi produktivitas secara keseluruhan.
Varian pengelasan tungsten inert gas (TIG)
Penetrasi terbatas memicu minat penelitian tentang topik ini dan hasilnya adalah munculnya beberapa varian pengelasan TIG yang menunjukkan peningkatan luar biasa dalam kedalaman penetrasi yang dapat dicapai. Pengelasan gas inert tungsten aktif (A-TIG) dan pengelasan gas inert tungsten terikat fluks (FB-TIG) adalah dua varian yang menggunakan fluks pengaktifan yang sesuai untuk meningkatkan berbagai karakteristik pengelasan TIG konvensional. Proses ini juga disebut pengelasan TIG dengan bantuan fluks karena proses ini secara wajib memerlukan lapisan fluks pengaktif pada komponen yang akan disambung.
Mengaktifkan fluks dan penerapannya pada permukaan logam
Dalam kedua kasus, lapisan tipis (ketebalan biasanya di bawah 50µm) dari fluks pengaktif diterapkan pada permukaan bahan induk sebelum pengelasan. Fluks pengaktif tersebut mencakup sejumlah besar oksida dan halida dari logam seperti titanium oksida (TiO2 ), silika (SiO2 ), kromium oksida (Cr2 O3 ), magnesium karbonat (MgCO3 ), magnesium oksida (MgO), mangan dioksida (MnO2 ), kalsium oksida (CaO), aluminium oksida (Al2 O3 ), zirkonium dioksida (ZrO2 ), dll. Campuran homogen dari fluks tersebut dalam proporsi yang berbeda juga digunakan.
Fluks tersebut pertama-tama dicampur dengan aseton untuk membentuk larutan seperti pasta dan kemudian dioleskan pada permukaan logam induk baik secara manual menggunakan sikat lembut atau secara otomatis menggunakan sistem mekanis. Rasio pencampuran tidak penting karena aseton sangat mudah menguap dan dengan demikian rasio ini tidak akan tetap konstan bahkan selama penerapan lapisan fluks pada logam. Namun, menjaga keseragaman dalam ketebalan lapisan fluks merupakan faktor penting dalam memperoleh pengelasan bebas cacat. Setelah menerapkan pelapisan fluks, pengelasan dilakukan dengan cara yang persis sama seperti pada pengelasan TIG konvensional. Semua parameter proses tetap sama, kecuali bahwa tegangan sirkuit tertutup sedikit meningkat dalam beberapa kasus (biasanya perubahan ini dapat diabaikan).
Pengelasan tungsten inert gas (A-TIG) aktif
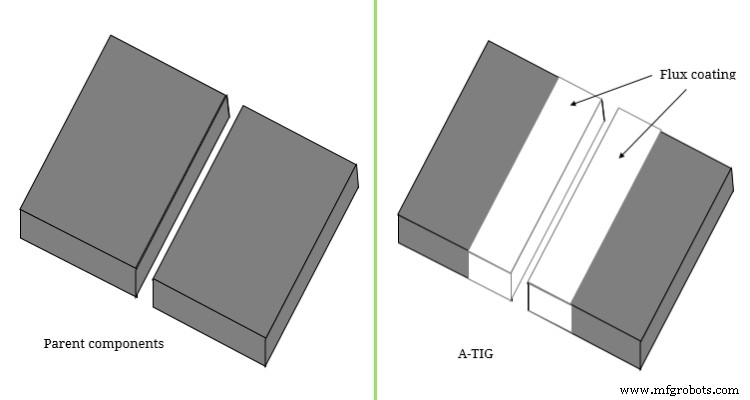
Meskipun A-TIG dan FB-TIG mengikuti prinsip yang sama di atas, mereka berbeda pada posisi penerapan fluks pengaktif pada logam induk. Dalam las tungsten inert gas (A-TIG) yang diaktifkan, fluks diterapkan pada permukaan faying dari logam induk dan sekitarnya. Biasanya flus diterapkan hingga lebar sekitar 4mm dari permukaan faying melintasi celah akar di setiap sisi. Jadi di sini fluks terletak tepat di bawah busur selama pengelasan. Lapisan fluks tipikal pada logam induk untuk pengelasan A-TIG secara skematis ditampilkan di sini.
Pengelasan tungsten inert gas (FB-TIG) terikat fluks
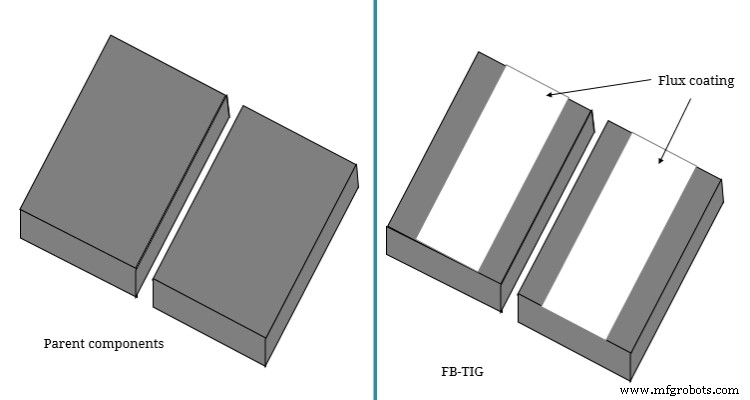
Dalam pengelasan gas inert tungsten terikat fluks (FB-TIG), tidak ada fluks yang diterapkan pada permukaan faying dan sekitarnya; sebagai gantinya, itu diterapkan pada permukaan atas logam induk dengan mempertahankan ruang kecil setelah celah akar. Jadi di sini fluks tidak terletak tepat di bawah busur listrik selama pengelasan. Fluks pengaktifan, cara penerapannya pada permukaan logam dan prosedur pengelasan tetap sama persis dengan pengelasan A-TIG. Satu-satunya perbedaan terletak pada posisi di mana fluks diterapkan. Namun keduanya menunjukkan peningkatan yang nyata dalam kedalaman penetrasi yang dapat dicapai. Lapisan khas fluks pada logam induk untuk FB-TIG secara skematis ditampilkan di sini.
Kelebihan yang ditawarkan oleh A-TIG dan FB-TIG dibandingkan TIG konvensional
Berbagai penyelidikan telah mengungkapkan bahwa penggunaan fluks tersebut dapat mengambil banyak keuntungan dibandingkan dengan pengelasan TIG konvensional. Baik A-TIG dan FB-TIG memberikan hasil yang serupa dan dengan demikian keunggulannya juga sama jika dibandingkan dengan yang konvensional. Keuntungan mereka tercantum di bawah ini.
- Kedalaman penetrasi yang ditingkatkan: Penggunaan fluks pengaktif menyebabkan busur menyempit yang meningkatkan kerapatan panas busur. Banyak pendukung mengklaim bahwa pembalikan Efek Marangoni menyebabkan peningkatan penetrasi tersebut. Pengelasan TIG dengan bantuan fluks biasanya memberikan penetrasi dalam kisaran 6 – 9mm; namun, dengan penggunaan parameter optimal sedalam 11mm, penetrasi juga dapat dicapai dalam satu lintasan. Hal ini menunjukkan peningkatan penetrasi sekitar 3 kali dibandingkan dengan proses pengelasan TIG konvensional.
- Manik las sempit: Busur yang sempit juga menghasilkan manik las yang sempit. Ini memiliki keuntungan tidak langsung tertentu seperti deformasi yang lebih rendah, zona yang terkena panas lebih sedikit (HAZ), dll. HAZ dianggap sebagai titik lemah dalam sambungan las karena sifat metalurginya sangat dipengaruhi oleh pemanasan busur dan HAZ yang lebih sempit selalu diinginkan.
Perbandingan ilmiah antara pengelasan gas inert tungsten aktif (A-TIG) dan pengelasan gas inert tungsten terikat fluks (FB-TIG) disediakan dalam artikel ini. Penulis juga menyarankan Anda untuk membaca referensi berikut untuk pemahaman topik yang lebih baik.
- Babu dkk. (2016); Pengembangan proses pengelasan gas inert tungsten terikat fluks untuk menggabungkan paduan aluminium; American Journal of Teknik Mesin dan Industri; Jil. 1 (3); hal. 58-63.
- Saha dkk. (2018); Penyelidikan pengaruh pengaktifan fluks pada pengelasan gas inert tungsten baja tahan karat austenitik menggunakan polaritas ac; Jurnal Pengelasan India; Jil. 51 (2).


