Apa itu Membentuk? Jenis Proses Pembentukan [Catatan &PDF]
Forming adalah salah satu teknik manufaktur penting dalam rekayasa modern. Hampir banyak objek yang digunakan dalam kehidupan kita sehari-hari dibuat dari metode atau proses pembentukan.
Beberapa contohnya adalah bola yang digunakan dalam pulpen, katup hidrolik dan pneumatik, wadah pasta gigi, wadah memasak, rantai, bilah kipas , dll.
Pembentukan logam banyak digunakan di seluruh dunia karena keunggulan positifnya seperti efektivitas biaya, peningkatan sifat mekanik, kekuatan tinggi, peningkatan produktivitas, dan peningkatan penghematan material.
Forming telah menemukan aplikasinya di banyak bidang seperti industri kedirgantaraan, otomotif, dan pertahanan.
Sebuah kendaraan mobil yang khas menggunakan bagian-bagian seperti pelek roda, bodi, sasis, katup yang dibuat dengan metode pembentukan.
Dalam artikel ini, kita akan mempelajari apa itu Pembentukan dan Apa saja jenis-jenis proses Pembentukan ? secara terperinci. Dan selanjutnya, kita juga akan melihat kelebihan, kekurangan, dan aplikasi .
Riwayat Proses Pembentukan
Penemuan liontin tembaga di Irak utara sekitar 8.700 SM telah ditetapkan sebagai pertambangan logam industri dan operasi kerja pertama yang diketahui. Penambangan tembaga telah didokumentasikan di Amerika sejak 4000-5000 SM di Danau Michigan.
Logam tumbuh semakin signifikan bagi peradaban masing-masing dari waktu ke waktu, menjadi penting untuk operasi bangunan, dan pengerjaan logam menjadi komponen penting masyarakat.
Seni bekerja dengan logam sekarang mencakup berbagai profesi dan industri.
Pembentukan dan pembentukan logam adalah spesialisasi bagi banyak orang. Sejak zaman kuno, teknik telah berkembang secara signifikan, dan mesin sekarang melakukan sebagian besar pembentukan logam.
Misalnya, Roll forming dilakukan dengan menggunakan peralatan roll forming berkualitas tinggi. Roll forming adalah metode menekuk strip logam yang terus menerus menjadi bentuk tertentu.
Mesin roll forming terdiri dari serangkaian gulungan yang membengkokkan logam menjadi bentuk dalam gerakan terus menerus. Hanya sebagian kecil dari logam yang ditekuk oleh setiap pasangan gulungan, juga dikenal sebagai untaian. Logam digulung sampai memenuhi persyaratan.
Evolusi pengerjaan logam dapat dilihat dalam seni roll-making. Penggunaan mesin roll forming dan peralatan roll forming lainnya adalah contoh bagaimana industri pengerjaan logam telah berkembang dari waktu ke waktu.
Apa itu Proses Pembentukan?
Pembentukan logam adalah proses pembuatan komponen bentuk yang diinginkan dengan mendeformasi material secara plastis, dengan penerapan gaya tekan, gaya lentur atau geser, gaya tarik, atau kombinasi dari semua gaya ini bersama-sama, tanpa menambah atau menghilangkan material.
Jenis Proses Pembentukan
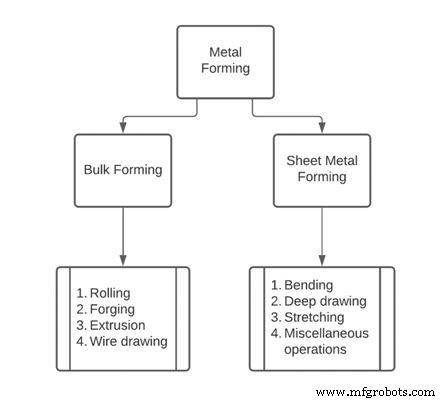
Proses Pembentukan telah diklasifikasikan menjadi dua kelompok; Pembentukan massal dan pembentukan lembaran logam .
Selanjutnya, klasifikasi rinci dari proses pembentukan seperti yang Anda lihat pada tata letak di atas.
Sekarang kita akan mengenal semua jenis secara detail.
#1. Pembentukan massal
Pembentukan massal adalah metode produksi bahan dalam volume besar produk yang luas permukaannya kurang dari rasio volume .
Di sini, untuk menyelesaikan pemesinan, gaya tarik, gaya tekan, gaya geser, atau kombinasi dari keduanya diproses.
Hal ini dilakukan di mesin yang memiliki seperangkat alat dan mati. Penggunaan pahat dan die itu sendiri membuat kita mengerti bahwa die memiliki bentuk yang sama dengan output yang akan dihasilkan dan pahat ditekan ke die untuk menghasilkan bentuk pada material.
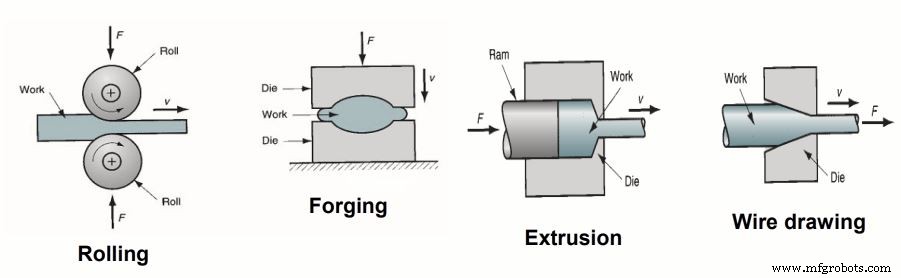
Pembentukan massal melibatkan proses bernama Rolling, Forging, Extrusion, dan Drawing sebagai proses kerjanya.
1.1 Bergulir
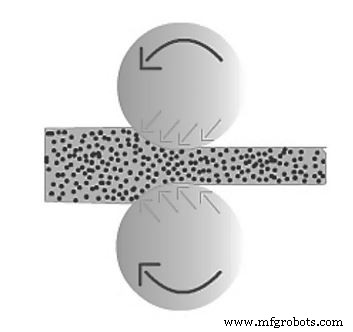
Pengerolan adalah proses pembentukan khas yang digunakan untuk memproduksi produk setengah jadi seperti batang, lembaran, dan pelat, dan produk jadi seperti sudut, profil U, dan profil. Rolling dapat dilakukan baik panas maupun dingin.
Pada proses ini, billet yang berbentuk slab dimampatkan di antara dua gulungan yang berputar berlawanan arah, sehingga mengurangi ketebalan billet dan memfabrikasinya menjadi bentuk baru. Rol yang berputar menarik pelat ke luar angkasa dan memampatkannya. Produk akhir adalah ukuran billet yang diperkecil.
Berbagai pabrik penggilingan telah berkembang dari waktu ke waktu untuk produksi barang berbentuk berbeda. Masing-masing dijelaskan di bawah ini.
1.2 Pabrik Rolling Dua Tinggi
Pabrik Penggulung Dua Tinggi dibangun dari tiga dudukan terpisah dengan dua gulungan horizontal yang ditumpuk satu di atas yang lain.
Satu atau kedua rol dapat disesuaikan dalam jenis gilingan ini. Logam dilewatkan di antara dua rol yang berputar pada kecepatan yang sama tetapi dalam arah yang berbeda selama pengoperasian.
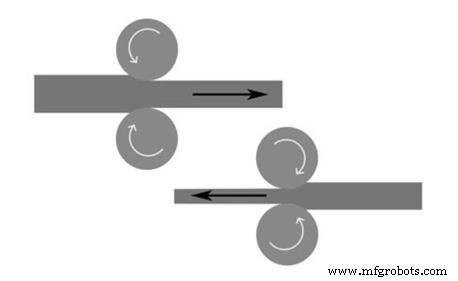
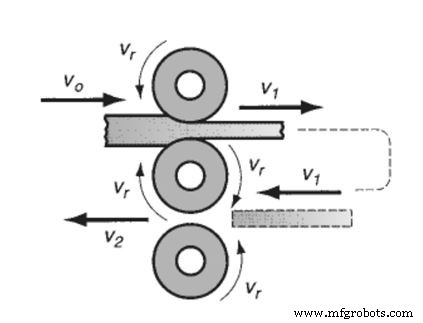
1.3 Rolling Mill Tiga-Tinggi
Dalam kasus Pabrik Pengerolan Tiga Tinggi, ada tiga gulungan, satu di atas yang lain. Dua gulungan akan digunakan pada satu waktu untuk satu pass. Dalam hal ini, arah gulungan tidak akan diubah.
Lembaran akan dipindahkan ke dua gulungan bawah untuk pengurangan lebih lanjut setelah dua gulungan atas digunakan untuk pengurangan pertama. Siklus ini diulang sampai penurunan yang diinginkan tercapai.
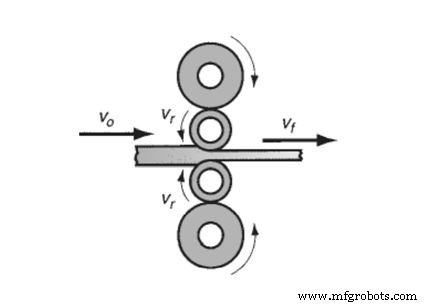
1.4 Pabrik Rolling Empat-Tinggi
Four-High Rolling Mill terdiri dari dua gulungan kecil yang digunakan untuk mengurangi ketebalan dan dua gulungan penyangga besar yang digunakan untuk menopang gulungan kecil.
Karena bidang kontak lembaran rol berkurang dengan rol pendek, gaya guling yang diperlukan diturunkan.
Rolling backing besar diperlukan untuk mengurangi defleksi elastis roll kecil ketika lembaran dilewatkan di antara mereka.
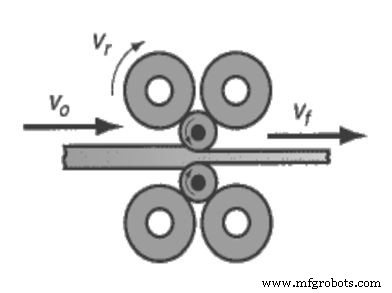
1,5 Pabrik Cluster
Pabrik Cluster terdiri dari dua gulungan operasi dan empat atau lebih gulungan cadangan.
Jumlah back-up atau gulungan pendukung yang diperlukan ditentukan oleh jumlah dukungan yang dibutuhkan untuk gulungan kerja (diameter kecil). Pabrik cluster biasanya digunakan dalam operasi cold-rolling.
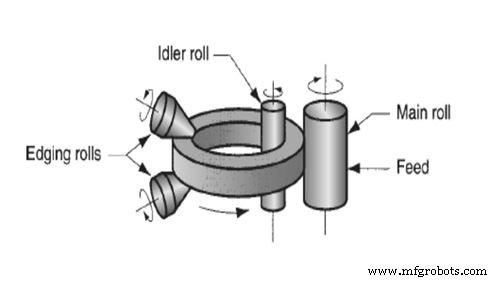
1.6 Ring Rolling
Ring Rolling adalah metode pembentukan yang melibatkan penggulungan komponen cincin berdinding tebal dengan diameter lebih rendah menjadi cincin berdinding tipis dengan diameter lebih besar.
Saat cincin berdinding tebal dikompresi, material yang terdeformasi memanjang, menyebabkan diameter cincin meningkat.
1.7 Penempaan
Penempaan adalah metode pembentukan massal di mana gaya tekan dan tarik diterapkan pada benda kerja atau billet untuk membuatnya menjadi produk akhir menggunakan sepasang alat yang disebut die dan punch.
Dies terbuka atau tertutup dapat digunakan untuk menempa. Dalam kebanyakan kasus, penempaan die terbuka digunakan untuk membentuk bahan mentah menjadi bentuk yang sesuai untuk pembentukan atau pemesinan nanti.
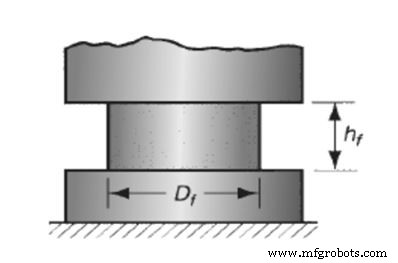
Dalam proses ini, billet dikompresi antara dua mati. Dies berisi kontur berbentuk yang akan dihasilkan pada produk akhir. Pada kompresi billet antara sepasang mati, bentuknya diberikan pada billet, sehingga memperoleh produk akhir.
1.7.1 Buka Die Forging
Untuk operasi seperti penarikan, penipisan, dan sebagainya, Penempaan Die Terbuka dilakukan dengan sepasang cetakan yang menghadap datar.
Penempaan die terbuka adalah teknologi vital dalam berbagai industri.
Ini memungkinkan bentuk logam yang kasar dan finishing, terutama baja dan paduan baja. Ini membutuhkan cetakan dengan sisi terbuka yang memungkinkan benda kerja bergerak bebas secara lateral saat dipukul. Desain ini juga memungkinkan penempaan benda kerja yang sangat besar.
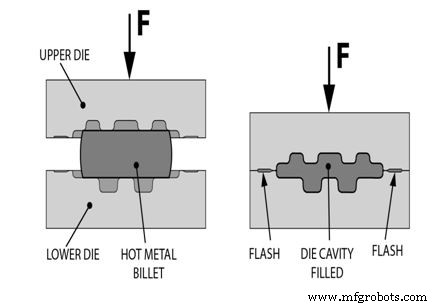
1.7.2 Die Forging Tertutup
Closed Die Forging dilakukan dengan mengompresi billet bahan mentah ke dalam rongga yang dihasilkan antara dua cetakan yang berbentuk.
Bentuk rongga die dicapai dengan membentuk produk. Pembentuk cetakan tertutup digunakan untuk membuat bagian katup, bagian pompa, roda gigi kecil, batang penghubung, kunci pas, dan item lainnya.
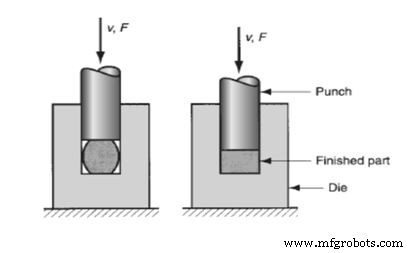
1.7.3 Coining
Proses coining adalah penerapan tegangan tekan ke permukaan bahan mentah untuk memberikan bentuk yang unik dari pukulan embossing.
Contohnya adalah koin dan medali logam yang dicetak.
1.7.4 Tayangan Die Forging
Dalam Penempaan Cetakan, permukaan cetakan memiliki bentuk yang diberikan ke benda kerja selama kompresi, sangat membatasi aliran logam. Bahan terdistorsi tambahan di luar cetakan die disebut sebagai flash. Ini akan dihapus nanti.
Penempaan cetakan cetakan tidak mampu menghasilkan produk dengan toleransi yang ketat.
Untuk mencapai akurasi yang diperlukan, biasanya diperlukan pemesinan.
Proses penempaan menghasilkan bentuk dasar item, dengan pemesinan lebih lanjut dilakukan pada bagian-bagian yang memerlukan penyelesaian presisi, seperti lubang dan ulir.
1.7.5 Flash Kurang Penempaan
Dalam teknik Flash Less Forging, benda kerja benar-benar terbatas di dalam die dalam penempaan tanpa lampu kilat, dan tidak ada lampu kilat yang dihasilkan. Jumlah benda kerja awal yang digunakan harus diatur dengan tepat sehingga sesuai dengan volume rongga cetakan.
Teknik penempaan tanpa lampu kilat ini sesuai untuk membuat geometri bagian dasar dan simetris, serta bahan kerja seperti Al, Mg, dan paduannya, karena tuntutan.
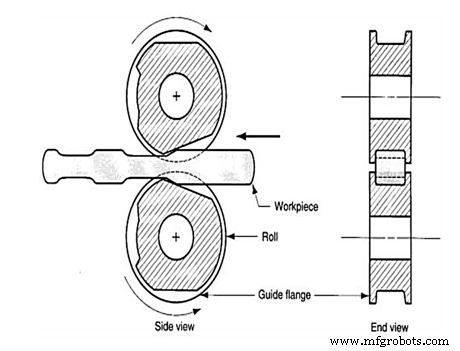
1.7.6 Penempaan Roll
Roll Forging adalah metode pembentukan yang digunakan untuk mengurangi penampang batang silinder atau persegi panjang dengan melewatkannya melalui satu set rol berlawanan dengan alur yang cocok dalam kaitannya dengan bentuk barang jadi yang diinginkan. Meskipun juga menggabungkan penggulungan dan penempaan, ini dikategorikan sebagai operasi penempaan.
Dalam proses ini, rol berputar sebagian tergantung pada tingkat deformasi. Produk tempa gulung seringkali lebih kuat dan memiliki struktur butiran yang dibutuhkan dibandingkan dengan pemesinan barang yang sama.
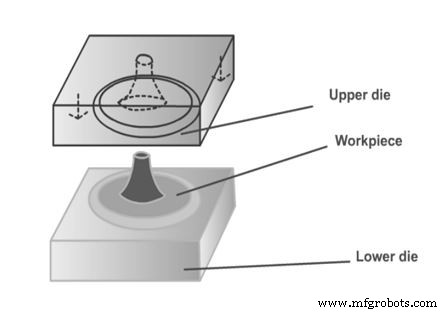
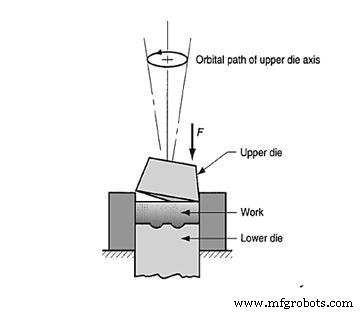
1.7.7 Penempaan Orbital
Dalam Penempaan Orbital, bentuk diberikan ke material dalam metode ini dengan cetakan atas berbentuk kerucut yang digulung dan didorong secara serempak ke dalam benda kerja. Sebuah dadu yang lebih rendah digunakan untuk mendukung pekerjaan.
Karena sumbu miring kerucut, hanya sebagian kecil dari permukaan benda kerja yang terjepit di setiap titik proses pembentukan.
Daerah di bawah lingkaran kompresi saat dadu yang lebih tinggi berputar. Ada pengurangan yang signifikan dalam permintaan beban tekan yang disebabkan oleh kontak regangan parsial pada setiap langkah pembentukan.
1.7.8 Penempaan Isothermal
Penempaan isotermal adalah teknik penempaan panas di mana benda kerja disimpan pada suhu tinggi selama proses pembentukan. Penempaan mati juga disimpan pada suhu tinggi yang sama. Dengan menghilangkan dinginnya benda kerja yang bersentuhan dengan permukaan die yang dingin, logam mengalir lebih mudah dan tenaga yang dibutuhkan menjadi lebih rendah.
Teknik ini lebih mahal daripada penempaan tradisional dan biasanya digunakan untuk logam yang sulit ditempa seperti Ti, superalloy, dan bentuk komponen yang rumit. Untuk menghindari oksidasi cepat pada material die, operasi dilakukan di lingkungan vakum atau inert.
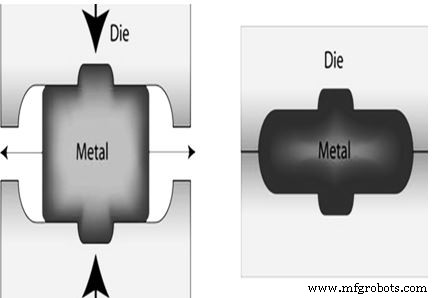
1.8 Ekstrusi
Ekstrusi adalah prosedur pembentukan massal yang melibatkan pemaksaan atau pemadatan logam kerja melalui lubang die untuk menghasilkan bentuk penampang yang diinginkan.
Ekstrusi biasanya didistribusikan ke dalam dua cara kerja. Satu sebagai ekstrusi langsung atau maju dan yang lainnya sebagai ekstrusi tidak langsung atau mundur.
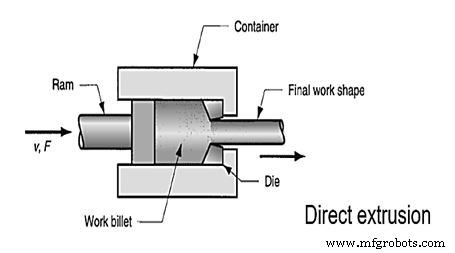
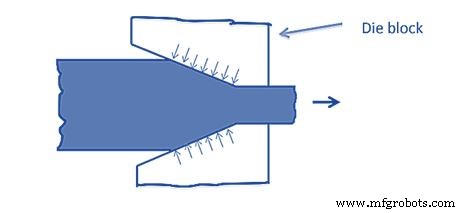
1.8.1 Ekstrusi langsung atau maju
Dalam ekstrusi langsung, billet logam pertama kali dimuat ke dalam wadah. Wadah memiliki lubang berbentuk kontur. Sebuah ram kemudian digunakan untuk memaksa billet logam melalui lubang die untuk menghasilkan artikel.
Produk yang diekstrusi meliputi tabung, kaleng, cangkir, roda gigi ukuran kecil, poros, dll.
Beberapa bagian dari billet selalu tertinggal di akhir setiap ekstrusi dan disebut butt.
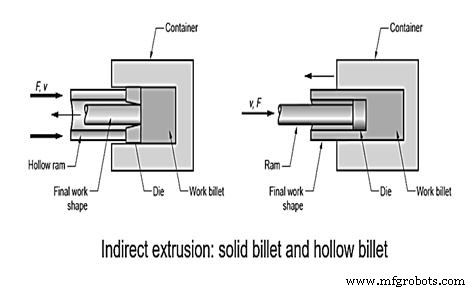
1.8.2 Ekstrusi tidak langsung atau mundur
Alih-alih dipasang pada wadah, cetakan dipasang pada ram. Logam mengalir melalui lubang die di sisi ram berlawanan arah dengan gerakan ram saat dikompresi oleh ram.
Tidak ada gesekan pada kontak karena tidak ada gerakan relatif antara billet dan wadah, maka gaya ram lebih kecil daripada di ekstrusi langsung.
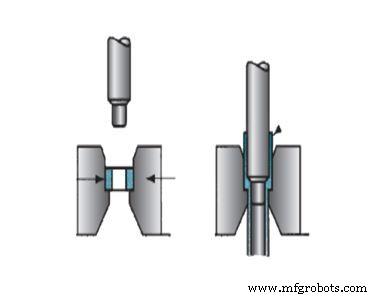
1.9 Gambar kawat:
Proses penarikan kawat digunakan untuk membuat kawat berdiameter kecil dari batang dengan cara memperkecil diameternya dan meregangkan panjangnya dengan gaya tarik.
Gambar kawat digunakan untuk membuat senar musik. Gambar tabung dapat digunakan untuk membuat tabung yang mulus.
Dalam proses ini, batang atau batang ditarik melalui lubang cetakan untuk membentuk ketebalan kawat yang diinginkan, mengurangi luas penampangnya.
2. Ekstrusi dampak
Ekstrusi impak selalu dilakukan dalam bentuk dingin. Ekstrusi tumbukan ke belakang memungkinkan untuk dinding yang sangat tipis. Pembuatan tabung pasta gigi, misalnya, atau kotak baterai.
Hal ini dilakukan pada kecepatan yang lebih cepat dan dengan stroke yang lebih pendek. Tekanan impak, daripada memberikan tekanan, digunakan untuk mengekstrusi billet melalui die. Namun, tumbukan dapat dilakukan dengan ekstrusi maju atau mundur atau kombinasi keduanya.
2.1 Ekstrusi hidrostatik
Dalam teknik ekstrusi hidrostatik, billet dikelilingi oleh cairan di dalam wadah selama proses, dan cairan ditekan oleh gerakan ram ke depan. Karena fluida, tidak ada gesekan di dalam wadah, dan gesekan di lubang die minimal. Cairan dan metode khusus harus digunakan saat bekerja pada suhu tinggi.
Daktilitas material meningkat ketika ada tekanan hidrostatik di atasnya dan tidak ada gesekan. Akibatnya, pendekatan ini dapat digunakan pada logam yang terlalu rapuh untuk prosedur ekstrusi tradisional.
Metode ini digunakan pada logam ulet, dengan rasio reduksi yang besar.
#2. Pembentukan lembaran logam
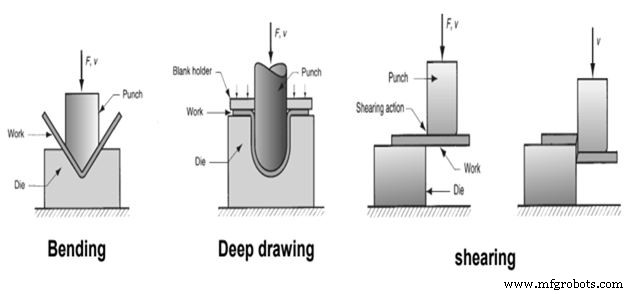
Pembentukan lembaran logam melibatkan penerapan gaya tarik dan geser untuk membuat lembaran, pelat, dan strip ke bentuk yang diinginkan dengan menggunakan seperangkat alat. Punch and die digunakan sebagai alat dalam proses fabrikasi.
Pembentukan lembaran logam dikaitkan dengan operasi; Bending, Drawing, Shearing, Blanking, dan Punching untuk menghasilkan material.
Metode pembentukan lembaran menggunakan teknik deformasi lembaran plastik seperti Deep Drawing, Cutting, Bending, Hemming, Flanging, Curling, Stretch Forming/Stretching, Stamping.
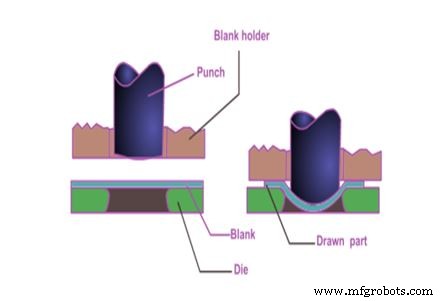
2.1 Gambar dalam:
Deep drawing adalah proses lembaran logam di mana lembaran logam dipaksa menjadi cangkir bentuk berongga menggunakan gaya tarik dan tekan tanpa mengubah ketebalannya.
Dalam proses ini, lembaran ditempatkan di atas lubang cetakan dan didorong ke dalamnya dengan pukulan. Tempat kosong digunakan untuk menahan lembaran rata pada permukaan cetakan.
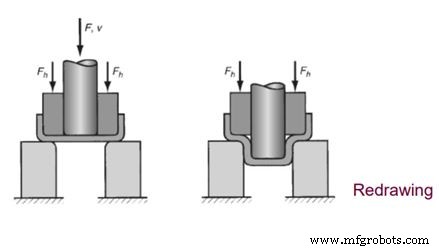
Dalam banyak kasus, perubahan yang diperlukan untuk membuat bagian itu akan sangat besar (rasio gambarnya sangat tinggi). Dalam kasus seperti itu, pembentukan bagian yang lengkap memerlukan lebih dari satu langkah menggambar dalam.
Setiap langkah menggambar tambahan yang diperlukan untuk menyelesaikan operasi menggambar disebut sebagai Menggambar Ulang.
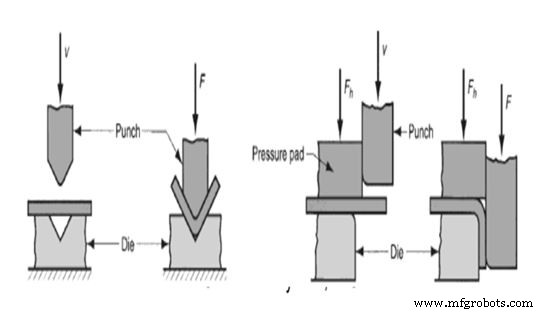
2.2 Pembengkokan lembaran:
Pembengkokan lembaran didefinisikan sebagai regangan logam di sekitar sumbu lurus. Logam di tepi bagian dalam bidang netral dikompresi sementara logam di tepi luar bidang netral diregangkan selama operasi pembengkokan. Ketebalan lembaran logam tidak berubah akibat pembengkokan.
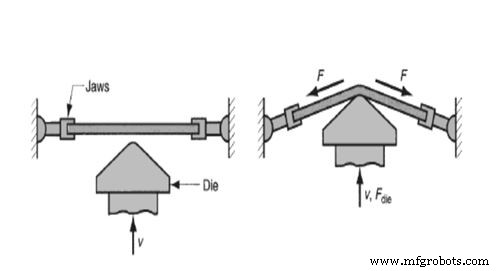
2.3 Peregangan atau Pembentukan peregangan:
Stretch forming adalah proses pembentukan lembaran logam di mana lembaran logam sengaja diregangkan dan ditekuk pada saat yang sama untuk mengubah bentuknya.
Lembaran dipegang di kedua ujungnya dengan rahang atau manik-manik yang ditarik dan kemudian diregangkan dengan pukulan, menyebabkan lembaran menjadi tertekan di atas kekuatan luluhnya dan membuatnya menjadi bentuk yang diinginkan.
Logam telah terdistorsi secara plastis ketika regangan dilepaskan. Dampak gabungan dari peregangan dan tekukan menyebabkan bagian memiliki pegas belakang yang lebih rendah.
Ceramah Video Proses Pembentukan Logam:
Aplikasi Proses Pembentukan Logam:
Teknik pembentukan logam digunakan untuk menghasilkan tabung mulus, batang, dan cincin turbin. Ini juga digunakan untuk membuat tempat pembakaran semen.
Proses pembentukan ini dapat digunakan untuk membuat bantalan, pelat, lembaran baja, dan berbagai komponen untuk mobil.
Metode ini juga digunakan untuk membuat komponen rudal dan pesawat terbang dan juga digunakan untuk membuat engsel, baut, dan paku.
Kelebihan Proses Pembentukan Logam:
Keuntungan proses pembentukan berikut adalah sebagai berikut:
Artikel dengan kekuatan yang ditingkatkan.
Pemborosan material sangat sedikit.
Komponen yang lebih kecil dengan kekuatan tinggi dapat diproduksi.
Artikel yang dihasilkan akurat dalam dimensi.
Tingkat pembentukan seragam.
Permukaan akhir yang bagus.
Waktu pengerjaan lebih sedikit dibandingkan dengan metode penghilangan logam konvensional.
Sifat mekanik yang ditingkatkan.
Kekurangan Proses Pembentukan Logam:
Kerugian dari proses pembentukan berikut adalah sebagai berikut:
Persyaratan Kekuatannya tinggi.
Ada persyaratan kekuatan mekanik yang tinggi.
Pengerasan regangan material kerja adalah batas jumlah pembentukan.
Bahan rapuh tidak dapat diproduksi dalam proses ini.
Ada juga penggunaan proses perlakuan panas dalam pembentukan logam beberapa kali.