Apa itu Proses Perlakuan Panas – Jenis, Metode, Keuntungan
Dalam artikel ini kita akan mempelajari apa ituproses perlakuan panas dan juga tentang berbagai jenis proses perlakuan panas secara terperinci.
Apa itu Proses Perlakuan Panas?
Perlakuan panas mengacu pada kombinasi pemanasan dan pendinginan logam atau paduan dalam keadaan padat untuk tujuan mendapatkan sifat yang diinginkan. Perubahan sifat hasil dari perubahan struktur mikro dalam bahan yang dihasilkan oleh operasi perlakuan panas.
Perlakuan panas adalah proses pemanasan dan pendinginan logam, menggunakan metode tertentu yang telah ditentukan untuk mendapatkan sifat yang diinginkan. Baik logam besi maupun non-ferro menjalani perlakuan panas sebelum digunakan. Seiring waktu, banyak metode yang berbeda telah dikembangkan. Bahkan saat ini, ahli metalurgi terus berupaya meningkatkan hasil dan efisiensi biaya dari proses ini.
Untuk itu mereka mengembangkan jadwal atau siklus baru untuk menghasilkan berbagai nilai. Setiap jadwal mengacu pada tingkat pemanasan, penahanan, dan pendinginan logam yang berbeda. Metode ini, bila diikuti dengan cermat, dapat menghasilkan logam dengan standar berbeda dengan sifat fisik dan kimia yang sangat spesifik.
Dasar-dasar Perlakuan Panas
Meskipun besi dan baja merupakan sebagian besar bahan yang diberi perlakuan panas, paduan aluminium, tembaga, magnesium, nikel, dan titanium juga dapat diberi perlakuan panas.
Proses perlakuan panas memerlukan tiga langkah dasar. Atau bisa kita katakan Tahapan heat treatment adalah :
Memanaskan hingga suhu tertentu
Bertahan pada suhu tersebut untuk waktu yang tepat
Pendinginan sesuai dengan metode yang ditentukan
Suhu dapat berkisar hingga 2400 °F dan waktu pada suhu dapat bervariasi dari beberapa detik hingga 60 jam atau lebih .
Di tungku, beberapa bahan didinginkan secara perlahan, sementara yang lain harus padam . Perawatan pada -120 °F atau lebih rendah diperlukan untuk beberapa proses kriogenik . Air, air garam, minyak, larutan polimer, garam cair, logam cair, dan gas adalah beberapa contoh media pendinginan. Masing-masing memiliki serangkaian karakteristiknya sendiri yang membuatnya ideal untuk tugas-tugas tertentu. 90 persen bagian, di sisi lain, dipadamkan dalam air, minyak, gas, atau polimer.
A.Tahap Pemanasan
Selama tahap pemanasan, tujuan utamanya adalah untuk memastikan bahwa logam memanas secara merata. Pemanasan perlahan memastikan pemanasan merata. Jika Anda memanaskan logam secara tidak merata, satu bagian dapat mengembang lebih cepat dari yang lain, sehingga menghasilkan bagian logam yang terdistorsi atau retak. Anda memilih tingkat pemanasan berdasarkan faktor berikut:
1.Konduktivitas panas logam: Logam dengan konduktivitas panas tinggi memanas lebih cepat daripada logam dengan konduktivitas rendah.
2.Kondisi logam: Alat dan bagian yang sebelumnya telah dikeraskan atau ditekan harus dipanaskan pada kecepatan yang lebih lambat daripada alat dan bagian yang tidak.
3. Ukuran dan penampang logam: Untuk memungkinkan suhu bagian dalam mendekati suhu permukaan, bagian yang lebih besar atau bagian dengan penampang yang tidak rata harus dipanaskan lebih lambat daripada bagian kecil. Jika tidak, Anda berisiko retak atau melengkung berlebihan.
B.Tahap Perendaman
Tujuan tahap perendaman adalah untuk menjaga logam pada suhu yang tepat sampai struktur internal yang diinginkan terbentuk. “Periode perendaman ” mengacu pada berapa lama logam disimpan pada suhu yang sesuai. Anda akan memerlukan analisis kimia dan massa logam untuk menentukan lamanya waktu yang tepat. Periode perendaman untuk penampang yang tidak rata dapat ditentukan dengan menggunakan bagian terbesar.
Secara umum, Anda tidak boleh membawa suhu logam dari suhu kamar ke suhu perendaman dalam satu langkah. Sebaliknya, panaskan logam secara perlahan hingga tepat di bawah suhu di mana struktur akan berubah, dan kemudian tahan di sana sampai suhu konsisten di seluruh logam. Setelah ini “pemanasan awal ”, Anda dapat dengan cepat memanaskan suhu ke suhu akhir yang Anda perlukan. Untuk mencegah lengkungan, bagian dengan desain yang lebih kompleks mungkin memerlukan beberapa lapisan pemanasan awal.
C.Tahap Pendinginan
Selama tahap pendinginan, Anda ingin mengembalikan logam ke suhu kamar, tetapi ada beberapa cara untuk melakukannya tergantung pada jenis logamnya. Ini mungkin memerlukan media pendingin, seperti gas, cair, padat, atau kombinasi dari semuanya. Laju pendinginan ditentukan oleh logam dan media yang digunakan untuk pendinginan. Akibatnya, opsi pendinginan yang Anda pilih memiliki dampak signifikan pada sifat logam yang diinginkan.
Memadamkan adalah pendinginan cepat logam di udara, minyak, air, air garam, atau media lain. Sebagian besar logam yang dikeraskan didinginkan secara cepat dengan pendinginan, sehingga pendinginan biasanya dikaitkan dengan pengerasan; namun, pendinginan atau pendinginan cepat lainnya tidak selalu menghasilkan pengerasan. Tembaga, misalnya, dianil menggunakan pendinginan air, dan logam lain dikeraskan menggunakan pendinginan lambat.
Tujuan Perlakuan Panas
Namun, ini melayani satu atau beberapa tujuan berikut:
Meningkatkan kemampuan mesin
Meringankan tekanan internal.
Meningkatkan sifat mekanik seperti keuletan, kekuatan, kekerasan, ketangguhan, dll.
Ubah ukuran butir.
Meningkatkan ketahanan terhadap panas dan korosi.
Memodifikasi sifat listrik dan magnet.
Ubah komposisi kimianya.
Menghilangkan gas
Keuntungan Perlakuan Panas
Setelah perlakuan panas, bahannya adalah :
Produk lebih tahan lama.
Baja menjadi lebih keras, lebih kuat.
Lebih mudah untuk dilas.
Menjadi lebih fleksibel.
Meningkatkan ketahanan ausnya.
Meningkatkan masa pakai komponen secara keseluruhan.
Perlakuan panas dilakukan karena berbagai alasan. Beberapa prosedur melunakkan logam, sementara yang lain mengeraskannya. Mereka mungkin juga berdampak pada konduktivitas listrik dan termal dari bahan-bahan ini.
Beberapa metode perlakuan panas menghilangkan tekanan yang disebabkan oleh proses pengerjaan dingin sebelumnya. Lainnya menambahkan sifat kimia yang diinginkan untuk logam. Memilih metode terbaik pada akhirnya ditentukan oleh jenis logam dan sifat yang dibutuhkan.
Bagian logam dapat dikenakan beberapa prosedur perlakuan panas dalam beberapa kasus. Beberapa paduan super yang digunakan dalam industri manufaktur pesawat terbang, misalnya, dapat melalui hingga enam langkah perlakuan panas yang berbeda untuk dioptimalkan aplikasinya.
Jenis Proses Perlakuan Panas
Tujuan perlakuan panas tersebut di atas dapat dilayani oleh satu atau lebih dari proses perlakuan panas berikut:
1. Anil
2. Normalisasi
3. Pengerasan
4. Tempering
5. Pengerasan Casing :
a.) Karburasi
b.) Sianid
c.) Nitridasi
6. Pengerasan Permukaan
a.) Pengerasan induksi
b.) Pengerasan api
7. Lapisan Difusi
1. Anil
Anil adalah salah satu operasi paling penting yang banyak digunakan dalam perlakuan panas baja.
Annealing adalah perlakuan panas dalam metalurgi dan ilmu material yang mengubah sifat fisik dan terkadang kimia suatu material untuk meningkatkan keuletannya dan mengurangi kekerasannya, sehingga membuatnya lebih bisa diterapkan. Ini memerlukan pemanasan material di atas suhu rekristalisasi, menahan suhu itu untuk waktu yang sesuai, dan kemudian pendinginan.
Tujuan anil adalah untuk mendapatkan satu atau lebih efek berikut :
Melunakkan baja.
Meningkatkan kemampuan mesin.
Meningkatkan atau mengembalikan keuletan dan ketangguhan.
Meringankan tekanan internal.
Mengurangi atau menghilangkan ketidakhomogenan struktural.
Memperhalus ukuran butir
Siapkan baja untuk perlakuan panas selanjutnya.
2. Normalisasi
Menormalkan adalah proses perlakuan panas yang digunakan untuk membuat logam lebih ulet dan tangguh setelah dikeraskan secara termal atau mekanis. Normalisasi adalah proses memanaskan bahan ke suhu tinggi dan kemudian membiarkannya dingin kembali ke suhu kamar dengan memaparkannya ke udara suhu kamar setelah dipanaskan. Pemanasan dan pendinginan lambat ini mengubah struktur mikro logam, menurunkan kekerasannya dan meningkatkan keuletannya.
Ketika baja dingin, struktur akan terdistorsi, dan logam mungkin rapuh dan tidak dapat diandalkan. Struktur internal bagian tempa yang dikerjakan dengan panas juga dapat terdistorsi karena dikerjakan pada suhu yang sangat rendah. Dapat juga dilihat bahwa suhu akhir yang bervariasi akan menghasilkan struktur yang bervariasi untuk tempa dengan kandungan karbon yang sama. Demikian juga, jika casting dituangkan pada suhu yang agak tidak terbatas dan mendingin pada tingkat yang berbeda di bagian yang berbeda, itu mungkin tidak dapat diandalkan. Normalisasi, oleh karena itu, digunakan terutama untuk berikut:
Tujuan Menormalkan adalah untuk mendapatkan satu atau lebih efek berikut :
Untuk menghilangkan struktur berbutir kasar.
Untuk menghilangkan tekanan internal yang mungkin disebabkan oleh pekerjaan
Untuk meningkatkan sifat mekanik baja
Selain semua tujuan ini, ini dapat digunakan untuk meningkatkan kekuatan baja karbon menengah sampai batas tertentu (dibandingkan dengan baja anil), untuk meningkatkan kemampuan mesin baja karbon rendah, untuk meningkatkan struktur las, dll.
3. Pengerasan
Pengoperasian pengerasan diterapkan pada semua perkakas dan beberapa bagian mesin penting yang ditujukan untuk layanan tugas berat khususnya serta semua bagian mesin yang terbuat dari baja paduan.
Tujuan pengerasan dengan tempering selanjutnya adalah :
1. Untuk mengembangkan kekerasan tinggi untuk menahan keausan dan untuk memungkinkannya memotong logam lain.
2. Untuk meningkatkan kekuatan, elastisitas, keuletan, dan ketangguhan.
Prosesnya terdiri dari:
1. Memanaskan baja ke suhu di atas titik kritis.
2. Memegang pada suhu ini untuk waktu yang cukup lama.
3. Pendinginan (perubahan cepat) dalam air, minyak, atau rendaman garam cair.
4. Tempering
Mempercepat , dalam metalurgi, proses peningkatan sifat logam, terutama baja, dengan memanaskannya pada suhu tinggi, tetapi di bawah titik leleh, dan kemudian mendinginkannya, biasanya di udara. Proses ini diperkuat dengan mengurangi kerapuhan dan tekanan internal.
Ketika sepotong baja dikeluarkan dari media pendinginan, seperti yang telah disebutkan, itu keras, rapuh dan akan memiliki tegangan internal yang tidak merata yang parah selain karakteristik yang tidak menguntungkan lainnya. Secara umum, tempering mengembalikan keuletan dan mengurangi kekerasan dan menghasilkan beberapa penurunan kekerasan. Oleh karena itu, objek utama tempering adalah sebagai berikut:
Untuk menstabilkan struktur logam.
Untuk mengurangi tekanan internal yang dihasilkan selama pemanasan sebelumnya.
Untuk mengurangi beberapa kekerasan yang dihasilkan selama pengerasan dan untuk meningkatkan keuletan logam.
Untuk memberikan logam delapan kondisi struktural yang dikombinasikan dengan ketangguhan dan ketahanan goncangan.
Perlakuan temper membutuhkan :
Memanaskan kembali baja setelah mengeras hingga suhu di bawah titik Ac1 ( garis psk pada gambar 6.6
Menahan sedikit untuk waktu yang cukup lama.
Pendinginan lambat. Diinginkan bahwa suhu baja harus dipertahankan tidak kurang dari 4 sampai 5 menit untuk setiap milimeter bagian.
5. Pengerasan Casing
A. Karburasi
Metode tertua yang diketahui untuk menghasilkan permukaan keras pada baja adalah case hardening atau karburasi . Baja yang digunakan untuk tujuan ini biasanya adalah baja karbon rendah sekitar 0,15 persen karbon, yang tidak memberikan respon yang berarti terhadap perlakuan panas. Dalam prosesnya, lapisan luar diubah menjadi baja karbon tinggi dengan kandungan karbon berkisar antara 0,9 hingga 1,2 persen karbon. Jika menerima perlakuan panas yang tepat, itu akan memiliki permukaan yang sangat keras di luar dan inti ulet yang lembut.
B. Sianid
sianidasi adalah proses menghasilkan permukaan keras pada baja karbon rendah atau karbon menengah а dengan merendam baja dalam penangas garam cair yang mengandung sianida dipertahankan pada 800 ° C sampai 900 ° C dan kemudian pendinginan baja dalam air atau minyak. Kekerasan yang dihasilkan dari perlakuan ini adalah karena adanya senyawa nitrogen serta karbon pada lapisan permukaan.
C. Nitridasi
Nitriding adalah proses memproduksi lapisan permukaan keras pada baja paduan saja, Nitriding pada dasarnya terdiri dari pemanasan baja dalam atmosfer gas amonia pada suhu 500 ° C sampai 650 ° C tanpa perlakuan panas lebih lanjut. Amonia dipisahkan dan nitrogen yang baru lahir bergabung dengan unsur-unsur dalam baja untuk membentuk nitrida. Nitrida ini memberikan kekerasan ekstrim ke permukaan. Lapisan permukaan yang keras biasanya dengan kedalaman 0,2 hingga 0,4 mm dihasilkan dalam 50 jam.
Nitriding adalah operasi terakhir setelah proses pembentukan dan perlakuan panas. Jadi setelah ditempa, urutan operasinya adalah :(a) pengerasan minyak pada 850 °C hingga 900 °C, (b) temper pada 600 °C hingga 650 °C, (c) pemesinan kasar, (d) menstabilkan (untuk menghilangkan tekanan internal) pada 525 °C hingga 550 °C, (e) pemesinan akhir dan akhirnya, (f) nitridasi.
Nitriding digunakan pada banyak suku cadang otomotif, pesawat terbang, dan mesin diesel, serta berbagai suku cadang seperti poros pompa, pengukur, cetakan gambar, roda gigi, kopling, dan mandrel. Penggunaannya dibatasi oleh biaya yang diperlukan untuk perawatan dan kasus yang relatif tipis yang diperoleh.
6. Pengerasan Permukaan
A. Pengerasan induksi
Induksi pemanasan telah terbukti memuaskan untuk banyak operasi pengerasan permukaan seperti yang dipersyaratkan pada area bantalan poros engkol, poros bubungan, poros gandar dan permukaan aus serupa. Ini berbeda dari praktek kasus-pengerasan biasa dalam analisis baja permukaan tidak berubah, pengerasan yang dicapai dengan pemanasan yang sangat cepat dan pendinginan dari permukaan memakai yang tidak berpengaruh pada inti interior. Kekerasan yang diperoleh dalam pengerasan induksi sama dengan yang diperoleh dalam perlakuan konvensional dan tergantung pada kandungan karbon.
B. Pengerasan api
Proses pengerasan baja dengan memanaskannya dengan nyala obor oxyacetylene dikenal sebagai pengerasan api yang, seperti proses pengerasan induksi, didasarkan pada pemanasan cepat dan pendinginan permukaan oleh air. Nyala api diarahkan ke bagian yang diinginkan tanpa memanaskan sisa pekerjaan secara efisien untuk mempengaruhinya. Keuntungan yang mendukung penerapannya adalah sebagai berikut:
Karena memanas dengan cepat, pemanasan dengan api menjadi nyaman ketika kekerasan diperlukan hanya untuk kedalaman yang terbatas, sisanya mempertahankan ketangguhan dan keuletan aslinya.
Pemanasan dengan api memungkinkan dan praktis untuk mengeraskan sebagian atau seluruh benda kerja yang terlalu besar atau terlalu tidak nyaman untuk dimasukkan ke dalam tungku.
Jumlah waktu yang dibutuhkan untuk pemanasan lebih sedikit dengan pemanasan api dibandingkan dengan tungku
7. Lapisan Difusi
Lapisan difusi , atau sementasi logam , adalah proses pengolesan permukaan baja dengan aluminium, kromium, silikon, boron, berilium, dan elemen lainnya.
Pelapisan difusi dilakukan dengan memanaskan dan menahan bagian baja dalam kontak langsung dengan salah satu elemen di atas yang mungkin dalam keadaan padat, cair atau gas. Proses ini memberikan sejumlah sifat berharga pada baja, di antaranya adalah panas tinggi, korosi, dan ketahanan aus. Dalam banyak kasus, baja yang diberi lapisan difusi dapat digunakan sebagai pengganti baja paduan tinggi.
Diagram Fasor
Setiap paduan logam memiliki diagram fase sendiri. Seperti yang dinyatakan sebelumnya, perlakuan panas dilakukan sesuai dengan diagram ini. Mereka menggambarkan perubahan struktural yang terjadi pada suhu dan komposisi kimia yang berbeda.
Mari kita gunakan diagram fase besi-karbon sebagai contoh karena diagram ini paling terkenal dan banyak diajarkan di universitas.
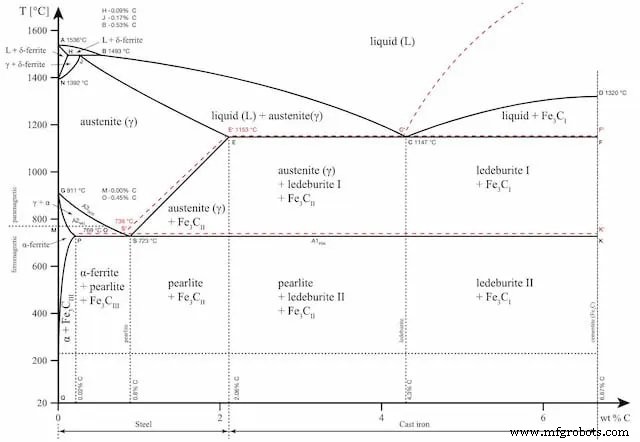
Diagram fase besi-karbon adalah alat yang berguna untuk mempelajari tentang perilaku perlakuan panas berbagai baja karbon. Sumbu x mewakili kandungan karbon paduan, sedangkan sumbu y mewakili suhu.
Perhatikan bahwa batas baja menjadi besi tuang adalah 2,14 persen karbon.
Diagram menggambarkan berbagai daerah di mana logam dapat ditemukan dalam berbagai keadaan mikro seperti austenit, sementit, dan perlit. Daerah-daerah ini dilambangkan dengan batas-batas A1, A2, A3, dan Acm. Ketika suhu atau nilai kandungan karbon melewati antarmuka ini, terjadi perubahan fase.
A1:Batas atas fase sementit/ferit.
A2:Batas di mana besi kehilangan daya magnetnya. Suhu di mana logam kehilangan daya magnetnya juga disebut suhu Curie.
A3:Antarmuka yang memisahkan fase Austenit + Ferit dari fase austenit (Gamma).
Acm:Antarmuka yang memisahkan Austenit dari bidang Austenit + Semen.
Diagram fase adalah alat penting untuk menentukan apakah perlakuan panas akan bermanfaat atau tidak. Setiap struktur memberikan kontribusi kualitas yang berbeda untuk produk akhir, dan perlakuan panas dipilih sesuai dengan itu.
Langkah-Langkah Proses Perlakuan Panas
Secara sederhana, perlakuan panas adalah proses memanaskan logam, menahannya pada suhu tersebut, dan kemudian mendinginkannya kembali. Selama proses tersebut, bagian logam akan mengalami perubahan sifat mekanik. Ini karena suhu tinggi mengubah struktur mikro logam. Dan struktur mikro memainkan peran penting dalam sifat mekanik suatu material.
Hasil akhir tergantung pada banyak faktor yang berbeda. Ini termasuk waktu pemanasan, waktu menjaga bagian logam pada suhu tertentu, laju pendinginan, kondisi sekitarnya, dll. Parameter tergantung pada metode perlakuan panas, jenis logam dan ukuran bagian.
Selama proses ini, sifat logam akan berubah. Diantara sifat-sifat tersebut adalah hambatan listrik, magnet, kekerasan, ketangguhan, keuletan, kerapuhan dan ketahanan korosi.
Pemanasan
Bagian logam dimasukkan ke dalam tungku
Suku cadang mesin jet masuk ke tungku
Seperti yang telah kita bahas, struktur mikro paduan akan berubah selama perlakuan panas. Pemanasan dilakukan sesuai dengan profil termal yang ditentukan
Sebuah paduan mungkin ada di salah satu dari tiga keadaan berbeda saat dipanaskan. Bisa berupa campuran mekanis, larutan padat, atau kombinasi keduanya.
Campuran mekanis dianalogikan dengan campuran beton di mana semen mengikat pasir dan kerikil menjadi satu. Pasir dan kerikil masih terlihat sebagai partikel yang terpisah. Dengan paduan logam, campuran mekanis disatukan oleh logam dasar.
Di sisi lain, dalam larutan padat, semua komponen dicampur secara homogen. Ini berarti bahwa mereka tidak dapat diidentifikasi satu per satu bahkan di bawah mikroskop.
Setiap negara bagian membawa kualitas yang berbeda. Dimungkinkan untuk mengubah keadaan melalui pemanasan sesuai dengan diagram fase. Pendinginan, bagaimanapun, menentukan hasil akhir. Mungkin saja paduan tersebut berakhir di salah satu dari tiga keadaan, hanya bergantung pada metodenya.
Menahan
Selama memegang, atau tahap perendaman , logam disimpan pada suhu yang dicapai. Durasinya tergantung kebutuhan.
Misalnya, case hardening hanya membutuhkan perubahan struktural pada permukaan logam untuk meningkatkan kekerasan permukaan. Pada saat yang sama, metode lain membutuhkan sifat yang seragam. Dalam hal ini, periode penahanan lebih lama.
Waktu perendaman juga tergantung pada jenis bahan dan ukuran bagian. Bagian yang lebih besar membutuhkan lebih banyak waktu ketika sifat seragam adalah tujuannya. Hanya butuh waktu lebih lama untuk inti dari sebagian besar untuk mencapai suhu yang dibutuhkan.
Pendinginan
Setelah tahap perendaman selesai, logam harus didinginkan dengan cara yang ditentukan. Pada tahap ini juga terjadi perubahan struktural. Larutan padat pada pendinginan mungkin tetap sama, menjadi campuran mekanis seluruhnya atau sebagian, tergantung pada berbagai faktor.
Media yang berbeda seperti air garam, air, minyak atau udara paksa mengontrol laju pendinginan. Urutan media pendingin yang disebutkan di atas adalah dalam urutan penurunan laju pendinginan efektif. Air garam menyerap panas paling cepat, sedangkan udara paling lambat.
Dimungkinkan juga untuk menggunakan tungku dalam proses pendinginan. Lingkungan yang terkendali memungkinkan presisi tinggi saat pendinginan lambat diperlukan.
Logam Apa yang Cocok untuk Perlakuan Panas?
Meskipun logam besi merupakan mayoritas bahan yang diberi perlakuan panas, tembaga, magnesium, aluminium, nikel, kuningan, dan paduan titanium juga dapat diperlakukan dengan panas.
Sekitar 80% dari logam yang diberi perlakuan panas adalah baja dengan kadar yang berbeda. Besi tuang, baja tahan karat, dan berbagai jenis baja perkakas adalah semua logam besi yang dapat diberi perlakuan panas.
Logam besi biasanya mengalami proses seperti pengerasan, anil, normalisasi, penghilang stres, pengerasan kotak, nitriding, dan temper.
Metode perlakuan panas seperti anil, penuaan, dan pendinginan digunakan pada paduan tembaga dan tembaga.
Aluminium cocok untuk anil, perlakuan panas larutan, penuaan alami dan buatan, dan metode perlakuan panas lainnya. Perlakuan panas aluminium adalah proses yang tepat. Ruang lingkup proses harus ditetapkan, dan harus dikontrol dengan hati-hati pada setiap tahap untuk memastikan bahwa karakteristik yang diinginkan tercapai.
Ternyata, tidak semua bahan cocok untuk berbagai jenis perlakuan panas. Demikian pula, satu bahan mungkin tidak mendapat manfaat dari semua metode. Akibatnya, setiap materi harus dipelajari secara terpisah untuk mencapai hasil yang diinginkan. Titik awalnya adalah menggunakan diagram fase dan informasi yang tersedia tentang efek dari metode yang disebutkan di atas.
Perlakuan Panas Baja
Perlakuan panas baja adalah pemanasan dan pendinginan logam untuk mengubah sifat fisik dan mekaniknya tanpa menyebabkannya berubah bentuk. Perlakuan panas adalah metode untuk memperkuat bahan, tetapi juga dapat digunakan untuk mengubah sifat mekanik seperti sifat mampu bentuk, pemesinan, dan sebagainya.
Aplikasi yang paling umum adalah metalurgi, tetapi perlakuan panas logam juga dapat digunakan dalam produksi kaca, aluminium, baja, dan berbagai bahan lainnya.
Kami telah mencoba untuk mencakup semua aspek perlakuan panas mulai dari apa itu proses perlakuan panas, kemudian jenis proses perlakuan panas termasuk metode seperti Annealing, Case Hardening, Tempering, Normalizing dan banyak lagi. Kami juga membahas keuntungan dan kerugian dari proses perlakuan panas.
Jika Anda menyukai Artikel, Silakan bagikan dengan teman-teman Anda.