

Teknologi Industri

Manufaktur industri
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
Ada dua jenis gergaji pita yang tersedia di pasaran – satu adalah gergaji pita horizontal dan yang lainnya adalah gergaji pita vertikal. Gergaji pita telah menjadi cukup umum di setiap toko mesin dan tidak memerlukan keahlian khusus untuk digunakan. Namun, mengingat sifat pekerjaan yang terlibat, penting bagi Anda untuk membiasakan diri dengan peralatan dan mengikuti beberapa langkah sederhana saat menggunakan gergaji pita. Berikut adalah beberapa petunjuk sederhana tentang cara menggunakan gergaji pita vertikal dengan aman.
Langkah 1:Keamanan
Sebelum menangani segala jenis perkakas listrik, penting untuk mengenakan kacamata pengaman, sarung tangan, dan perlengkapan keselamatan lain yang relevan. Cobalah untuk meminimalkan pakaian yang longgar karena berpotensi tersangkut mata gergaji.
Langkah 2:Kenali Mesin Anda
Sebagian besar mesin gergaji pita datang dengan kecepatan variabel tetapi jika milik Anda hanya satu kecepatan, itu tidak perlu dikhawatirkan. Sakelar daya dan indikator kecepatan Anda biasanya terletak di sisi kiri alat berat jika Anda berdiri di depan alat berat. Tuas pemindah transmisi dan kontrol kecepatan variabel akan ditempatkan di bagian belakang alat berat. Meja miring di bagian depan memungkinkan Anda memindahkan objek yang Anda potong dengan mudah. Blower udara di bagian atas blade memastikan partikel tertiup menjauh dari Anda dan bukan ke arah Anda.
Langkah 3:Pengukuran
Tandai pengukuran Anda pada objek yang perlu Anda potong. Pastikan ukuran yang Anda coba potong dapat masuk ke dalam mesin. Ini lebih penting untuk setiap penggergajian kontur dibandingkan dengan pemotongan garis lurus. Saat memotong garis lurus, pastikan lebar objek tidak menambah jarak antara bilah dan kolom mesin. Jika Anda memotong kontur, pastikan objek dapat melewati celah antara kolom dan bilah ke segala arah. Jika bukan itu masalahnya, potong saja objek berlebih yang Anda bisa sebelum menggunakan mesin.
Langkah 4:Setel Kecepatan
Tergantung pada jenis bahan yang Anda potong, kecepatan gergaji akan bervariasi. Aturan umum adalah menggunakan kecepatan cepat untuk bahan yang lebih lembut dan kecepatan yang relatif lebih lambat untuk bahan yang lebih keras. Setelah Anda menghidupkan mesin, tunggu beberapa detik hingga mesin menyala dan menyesuaikan dengan kecepatan kerjanya.
Langkah 5:Memberi makan
Setelah Anda menandai objek dan mengatur kecepatan, Anda siap untuk memberi makan objek melalui mesin. Tergantung pada jenis mesin yang Anda gunakan, objek dapat diumpankan secara manual atau menggunakan pengumpan bertenaga. Sebelum mengumpankan objek dan bahkan sebelum menghidupkan mesin, periksa sisi mana yang menghadap ke gigi pisau. Ini adalah sisi tempat Anda akan memberi makan objek.
Jika Anda memberi makan objek secara manual, pastikan Anda menjauhkan tangan Anda dari mata pisau dan jika Anda menggunakan pemasok bertenaga, pastikan Anda tidak dalam posisi terjepit di bagian mesin yang bergerak. Pegang objek dengan kuat, sejajarkan garis potong dengan mata pisau, bersihkan tangan Anda dari jalur mata pisau dan dorong objek ke dalam garis mata gergaji pita. Setelah Anda memotong objek, keluarkan barang dari mesin dan matikan mesin.
2. Pastikan bilah disetel dengan benar dan pintu ditutup sebelum menggunakan mesin.
3. Gunakan pisau yang tepat untuk ketebalan bahan yang akan dipotong. Harus ada setidaknya tiga gigi untuk ketebalan material.
4. Jangan pernah menjalankan mesin lebih cepat dari kecepatan yang disarankan untuk material tertentu.
5. Pastikan mata gergaji cukup tajam untuk memotong bahan.
6. Sesuaikan semua pelindung di tempatnya sebelum operasi. Rakitan pemandu/pelindung atas harus ditempatkan dalam jarak inci dari benda kerja.
7. Pastikan benda kerja rata di atas meja sebelum memulai pemotongan.
8. Jangan mulai memotong sampai bilah mencapai kecepatan penuhnya.
9. Jaga jarak aman antara tangan Anda dan pisau.
10. Gunakan kekuatan yang sesuai saat memotong sepotong.
11. Saat mendorong stock tidak beraturan atau kecil, gunakan papan atau push stick.
12. Hati-hati dengan potongan tipis yang mengganggu slot atau mengenai ujung slot di sisipan.
13. Jika bilah pisau terjadi, matikan mesin dengan mencabut kabel daya dan tunggu sampai benar-benar berhenti sebelum mencoba melepaskan bilah dari benda kerja. Pengikatan mata gergaji adalah saat mata gergaji tersangkut pada benda kerja.
14. Jangan pernah melakukan penyesuaian sampai mesin benar-benar berhenti.
15. Jika pita putus, cabut dan jauhkan dari mesin sampai benar-benar berhenti. Hubungi instruktur segera.
16. Buang sisa keripik menggunakan sikat atau lap setelah mesin dimatikan untuk mencegah agar keripik dalam jumlah besar tidak menumpuk.
17. Pastikan mesin dimatikan dan dibersihkan sebelum meninggalkan ruang kerja.
Menyesuaikan Wakil
Memuat Wakil
2. Wakil akan dapat digerakkan dengan tangan jika tidak dijepit. Beberapa kekuatan mungkin diperlukan untuk memindahkan wakil, dan jika lengket, sedikit melonggarkan pegangan akan menyelesaikan masalah.
3. Benda kerja harus diamankan sedemikian rupa sehingga tidak akan keluar selama proses pemotongan.
4. Pastikan benda kerja dipotong oleh beberapa gigi mata pisau, bukan hanya satu.
Memutar Wakil
2. Untuk mengubah sudut, angkat kepala pemotong dan sesuaikan baut seperti yang ditunjukkan pada gambar di bawah ini.
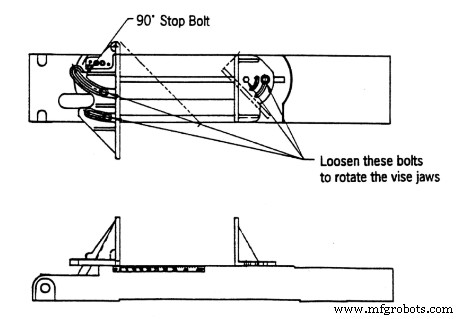
3. Sebelum memotong, kencangkan baut dan kembalikan rahang ke posisi semula.
4. Ketika wakil diputar 45 derajat penuh, ukuran maksimum untuk stok menjadi 8” bulat dan 8” persegi.
Prosedur
2. Pasang stok di dalam wakil dan kencangkan.
3. Jangan potong tipis, potongan vertikal, karena dapat merusak mata pisau.
4. Jangan memotong potongan besar dan rata pada gergaji pita horizontal. Potong potongan-potongan ini dengan gergaji pita vertikal.
5. Sesuaikan dudukan pisau sehingga dapat mengosongkan stok.
6. Nyalakan pendingin atau minyak potong jika perlu.
7. Tempatkan tombol berhenti darurat pada posisi diperpanjang.
8. Matikan mesin dengan menekan tombol hijau.
9. Sesuaikan kecepatan blade agar sesuai dengan kebutuhan Anda.
10. Perlahan putar tuas umpan vertikal dan ubah kecepatan sesuai kebutuhan. Tanyakan kepada instruktur Anda tentang kecepatan kepala. Jika kecepatannya terlalu rendah, bilahnya bisa menjadi tumpul. Namun, jika kecepatannya terlalu tinggi, dapat merusak bilahnya. Pisau harus melakukan semua pekerjaan.
11. Mesin akan berhenti secara otomatis setelah memotong benda kerja.
12. Kembalikan kecepatan head ke default dan bersihkan mesin.
Penyiapan
2. Pastikan tongkat dorong tersedia.
Prosedur
2. Potong stok, pastikan untuk menjauhkan jari setidaknya 4 inci dari mata pisau.
3. Saat memotong benda kecil, gunakan tongkat dorong.
4. Buat potongan relief saat memotong kurva atau potongan rumit. Ini akan menurunkan jumlah noda pisau. Ini juga akan menghilangkan kebutuhan untuk mundur dari pemotongan.
5. Gunakan tailman saat menggergaji ulang atau memotong potongan panjang.
6. Saat merobek bevel, jaga agar pagar tetap berada di sisi bawah blade.
7. Jika bilah mengeluarkan bunyi klik, segera matikan mesin. Suara itu menandakan pisau yang patah. Segera beri tahu instruktur.
8. Matikan mesin dan hentikan pisau menggunakan rem kaki setelah selesai memotong. Jangan tinggalkan gergaji pita tanpa menghentikan mata pisau sepenuhnya.
Prosedur Pasca Kerja
2. Bersihkan gergaji dan periksa kerusakannya. Jika ada yang terlihat, segera laporkan ke instruktur.
Prosedur Gergaji Potong1. Bahan harus diletakkan di atas meja dan rata dengan pagar.
2. Miringkan meja ke orientasi yang diinginkan dan kencangkan pivot.
3. Jangan menyalakan gergaji pada langkah ini. Sejajarkan bilah dengan panjang pemotongan yang diinginkan.
4. Angkat gergaji sepenuhnya. Jangan tiba-tiba melepaskan gergaji.
5. Pegang stok dengan aman ke meja dan pagar. Pastikan tangan Anda berjarak setidaknya 6 inci dari mata pisau selama pemotongan.
6. Saat gergaji berada pada ketinggian maksimum, pegang gagang dengan kuat dan tekan dan tahan sakelar.
7. Setelah blade mencapai kecepatan penuh, turunkan blade secara perlahan melalui stock.
8. Setelah pemotongan selesai, matikan gergaji dengan melepaskan sakelar.
9. Perlahan angkat gergaji kembali ke posisi semula setelah bilah benar-benar berhenti.
Ada berbagai jenis gergaji potong, dengan masing-masing sedikit berbeda dari yang lain.
Gergaji potong majemuk miring dan berputar pada sumbu vertikal. Mereka dapat memotong sudut di kedua sisi dan atas benda kerja.
Gergaji kompon geser juga miring dan berputar pada sumbu vertikal, tetapi juga dapat meluncur pada rel linier. Ini memungkinkan gergaji untuk membuat potongan yang lebih panjang.
Pilihan Mata Gergaji
Memilih mata pisau yang tepat untuk bahan yang akan dipotong memainkan peran penting dalam penghematan biaya
gergaji pita. Berikut adalah beberapa panduan untuk membantu Anda membuat keputusan yang tepat.
Terminologi Blade
Pemahaman yang jelas tentang terminologi blade dapat membantu menghindari kebingungan saat berdiskusi
masalah pemotongan.
1. Blade Back:Badan blade tidak termasuk bagian gigi.
2. Ketebalan:Dimensi dari sisi ke sisi pada bilah.
3. Lebar:Dimensi nominal mata gergaji yang diukur dari ujung gigi hingga bagian belakang pita.
4. Set:Pembengkokan gigi ke kanan atau ke kiri untuk memungkinkan pembersihan bagian belakang mata pisau melalui potongan.
Kerf:Jumlah material yang dihilangkan dengan pemotongan mata pisau.
5. Tooth Pitch:Jarak dari ujung satu gigi ke ujung gigi berikutnya.
6. TPI:Jumlah gigi per inci yang diukur dari kerongkongan ke kerongkongan.
7. Kerongkongan:Daerah lengkung di dasar gigi. Ujung gigi ke bagian bawah kerongkongan adalah kedalaman kerongkongan.
8. Tooth Face:Permukaan gigi tempat chip terbentuk.
9. Sudut Rake Gigi:Sudut muka gigi yang diukur terhadap garis tegak lurus terhadap arah pemotongan gergaji.
Bentuk Gigi
Bentuk ujung tombak gigi memengaruhi seberapa efisien bilah dapat memotong sepotong material
sambil mempertimbangkan faktor-faktor seperti masa pakai blade, tingkat kebisingan, kelancaran pemotongan, dan daya dukung chip.
Variabel Positif: Jarak gigi yang bervariasi dan kapasitas gullet dari desain ini mengurangi kebisingan dan getaran, sekaligus memungkinkan tingkat pemotongan yang lebih cepat, masa pakai blade yang lama, dan pemotongan yang mulus.

Variabel: Sebuah desain dengan manfaat yang serupa dengan bentuk positif variabel untuk digunakan pada tingkat pemotongan yang lebih lambat.

Standar: Desain blade serba guna yang bagus untuk berbagai aplikasi.
Lewati: Desain kerongkongan yang lebar membuat bilah ini cocok untuk aplikasi non-logam seperti kayu, gabus, plastik, dan bahan komposisi.

Kait: Mirip dengan desain bentuk Skip, pisau penggaruk tinggi ini dapat digunakan untuk material yang menghasilkan serpihan yang tidak kontinu (seperti besi tuang), serta untuk material non-logam.

Perangkat Gigi
Jumlah gigi dan sudut di mana mereka diimbangi disebut sebagai "set gigi." Set gigi memengaruhi efisiensi pemotongan dan kemampuan membawa chip.
Raker: 3 urutan gigi dengan sudut set yang seragam (Kiri, Kanan, Lurus). Raker yang Dimodifikasi:Urutan gigi 5 atau 7 dengan sudut set yang seragam untuk efisiensi pemotongan yang lebih besar dan permukaan akhir yang lebih halus (Kiri, Kanan, Kiri, Kanan, Lurus). Urutan set gigi dapat bervariasi menurut produk.
Vari-Raker: Urutan gigi tergantung pada pitch gigi dan keluarga produk. Biasanya set Vari-Raker memberikan pemotongan yang tenang dan efisien serta hasil akhir yang halus dengan sedikit duri.
Alternatif: Setiap gigi diatur dalam urutan bergantian. Digunakan untuk menghilangkan material dengan cepat saat penyelesaian tidak kritis.
Bergelombang: Kelompok gigi diatur ke setiap sisi dalam pola rangkaian keseluruhan. Gigi memiliki jumlah set yang bervariasi dalam pola yang terkontrol. Perangkat bergelombang biasanya digunakan dengan produk nada halus untuk mengurangi kebisingan, getaran, dan burr saat memotong aplikasi tipis yang terputus.
Vari-Set: Tinggi gigi / pola set bervariasi dengan keluarga produk dan pitch. Gigi memiliki besaran set yang bervariasi dan sudut yang disetel, memberikan pengoperasian yang lebih tenang dengan getaran yang berkurang. Vari-Set efisien untuk material yang sulit dipotong dan penampang yang lebih besar.
Set Tingkat Tunggal: Geometri blade memiliki dimensi tinggi gigi tunggal. Menyetel geometri ini memerlukan pembengkokan setiap gigi pada posisi yang sama dengan jumlah tekukan yang sama pada setiap gigi.
Set Tingkat Ganda: Geometri blade ini memiliki dimensi tinggi gigi yang bervariasi. Menyetel produk ini memerlukan pembengkokan setiap gigi ke ketinggian yang bervariasi dan besaran yang ditetapkan untuk mencapai beberapa bidang pemotongan.
Vise Loading
Posisi di mana bahan ditempatkan di ragum dapat memiliki dampak yang signifikan pada biaya per pemotongan. Seringkali, memuat bundel yang lebih kecil dapat berarti efisiensi penggergajian yang lebih besar.
Semua mesin memiliki kapasitas pemuatan yang dinyatakan, tetapi tingkat praktis biasanya lebih rendah, 1/2 hingga 1/3 lebih banyak, tergantung pada material yang dipotong (material yang lebih keras paling baik dipotong pada 1/3 kapasitas terukur).
Ketika datang untuk memotong bahan berbentuk aneh, seperti sudut, balok-I, saluran, dan tabung, poin utamanya adalah mengatur bahan sedemikian rupa sehingga bilah memotong selebar mungkin seragam di seluruh jarak. dipotong.
Diagram berikut menyarankan beberapa cara pemuatan dan pemasangan yang hemat biaya. Pastikan, terlepas dari pengaturan yang dipilih, bahwa pekerjaan dapat diamankan dengan kuat untuk menghindari kerusakan pada mesin atau cedera pada operator.
Pelumasan
Pelumasan sangat penting untuk umur blade yang lama dan pemotongan yang ekonomis. Diterapkan dengan benar ke zona geser, pelumas secara substansial mengurangi panas dan menghasilkan aliran chip yang baik ke permukaan gigi. Tanpa pelumasan, gesekan yang berlebihan dapat menghasilkan panas yang cukup tinggi untuk mengelas chip ke gigi. Ini memperlambat aksi pemotongan, membutuhkan lebih banyak energi untuk menggunting material dan dapat menyebabkan gigi terkelupas atau terkelupas yang dapat merusak mata pisau.Ikuti instruksi pabrik pelumas tentang pencampuran dan pengeluaran pelumas. Simpan persediaan cairan pengisian yang tercampur dengan baik. Jangan pernah menambahkan air hanya ke bah mesin. Campuran cairan dengan rasio air-ke-cairan yang terlalu tinggi tidak akan melumasi dengan benar dan dapat menyebabkan keausan gigi yang cepat dan kerusakan blade. Gunakan refraktometer, dan periksa cairan secara visual untuk memastikannya bersih. Selain itu, pastikan sistem penyaluran pelumasan diarahkan dengan benar, sehingga pelumas mengalir pada titik yang tepat.
Cara memilih mata gergaji pita Anda:
Informasi berikut perlu ditentukan saat mata gergaji pita dipesan:
Misalnya: Nama Produk Panjang x Lebar x Tebal Gigi Per Inci
CONTESTOR GT 16' x 1-1/4” x .042” TPI
Langkah-langkah ini adalah panduan untuk memilih produk yang sesuai untuk setiap aplikasi:
Langkah 1:Analisis Mesin aplikasi penggergajian:
Untuk sebagian besar situasi, mengetahui dimensi bilah (panjang x lebar x tebal) adalah semua yang diperlukan.
Bahan :Cari tahu ciri-ciri bahan yang akan dipotong berikut ini.
• Grade • Kekerasan (jika dipanaskan atau dikeraskan)
• Bentuk • Ukuran
• Apakah material akan ditumpuk (bundled) atau dipotong satu per satu?
Kebutuhan Pelanggan Lainnya: Spesifik aplikasi harus dipertimbangkan.
• Operasi penggergajian produksi atau utilitas/tujuan umum?
• Mana yang lebih penting, pemotongan cepat atau umur pahat?
• Apakah penyelesaian material itu penting?
Langkah 2:Tentukan produk mana yang akan digunakan Gunakan bagan di bawah ini.
• Temukan bahan yang akan dipotong.
• Baca bagan untuk menemukan bilah mana yang direkomendasikan.
Langkah 3:Tentukan jumlah gigi per inci (TPI) yang tepat
Gunakan bagan pemilihan gigi (Lihat bagan di bawah).
• Jika mengalami kesulitan memilih di antara dua nada, yang lebih halus dari keduanya biasanya akan memberikan
kinerja yang lebih baik.
• Jika kompromi diperlukan, pilih TPI yang benar terlebih dahulu.
Langkah 4:Pesan Cairan Gergaji dan Pelumas untuk kinerja yang lebih baik dan lebih lama
kehidupan pada bilah apa pun.
Langkah 5:Pasang blade dan cairan
Langkah 6:Hancurkan bilah dengan benar
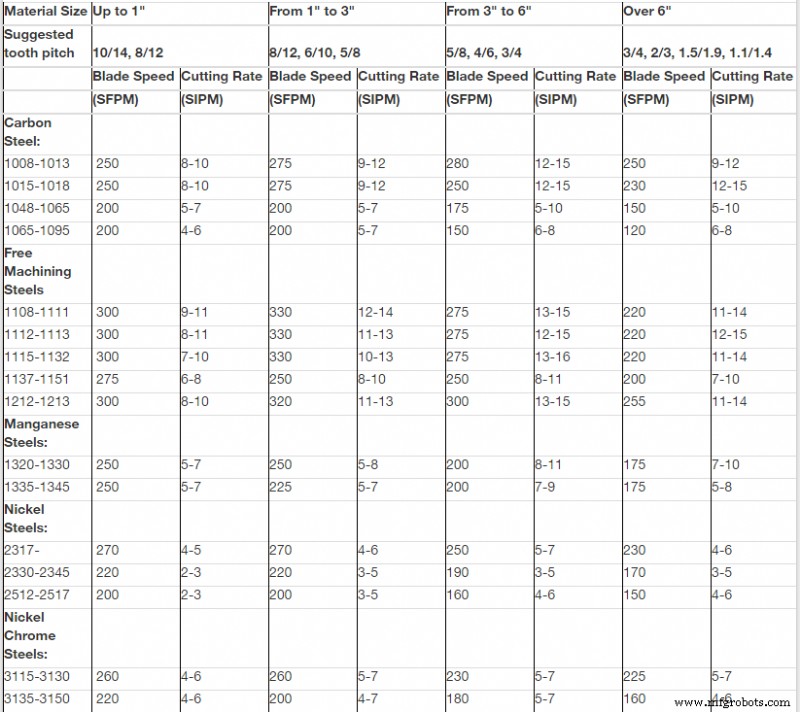
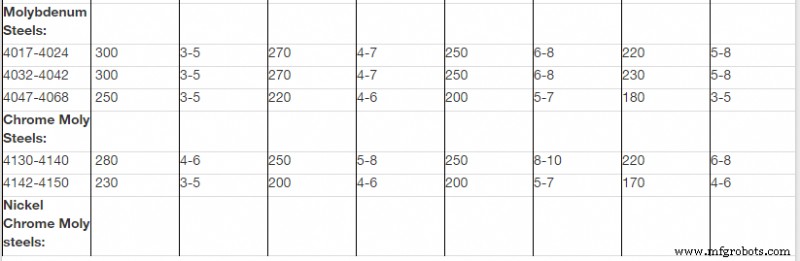
Langkah 7:Jalankan blade dengan kecepatan yang benar dan kecepatan umpan.
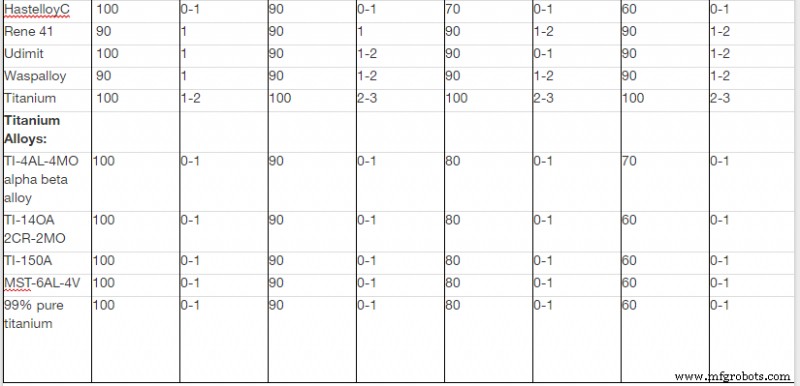
Lihat bagan di bawah ini.
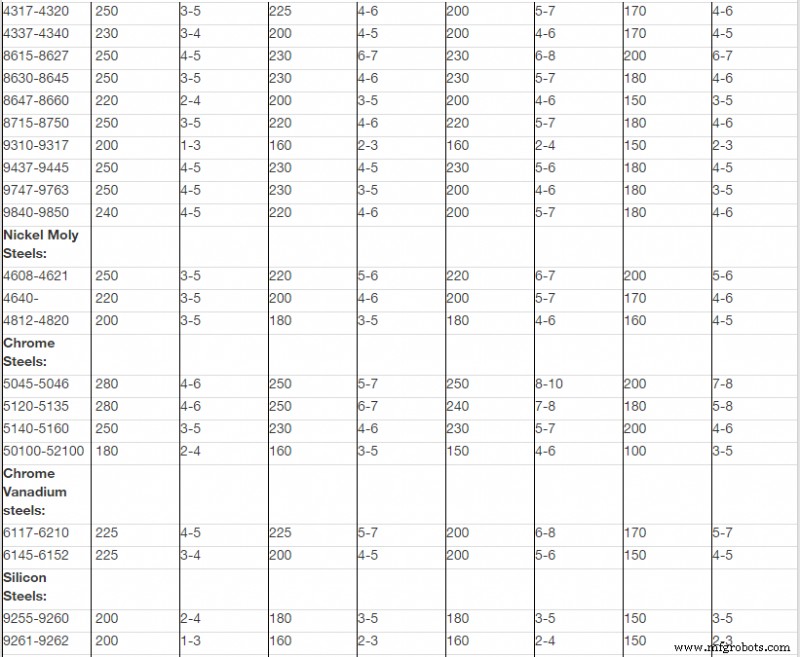
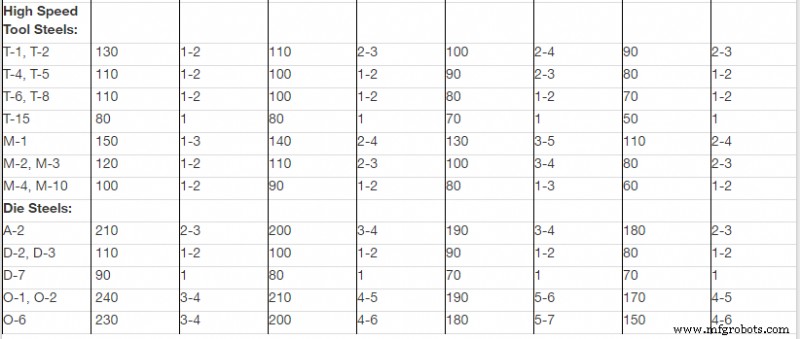
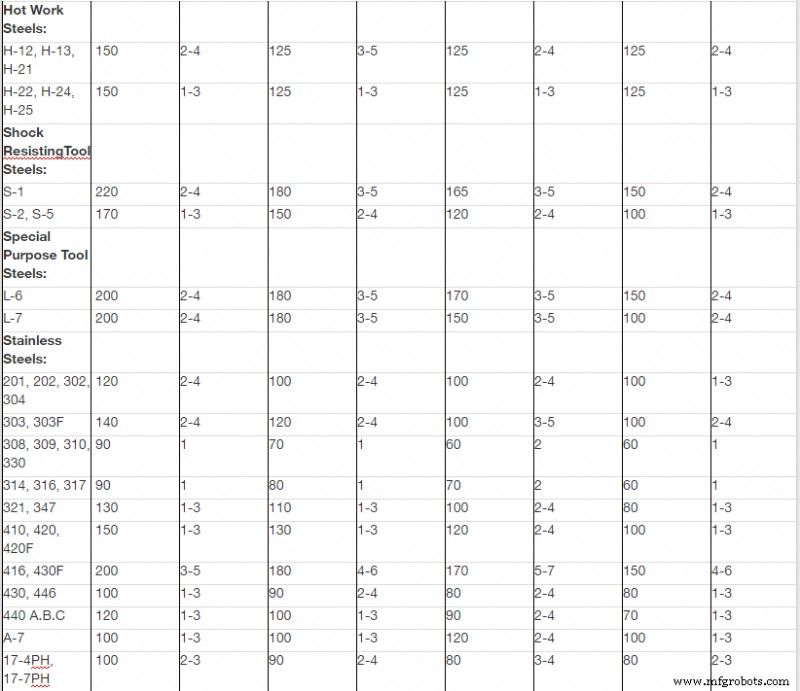
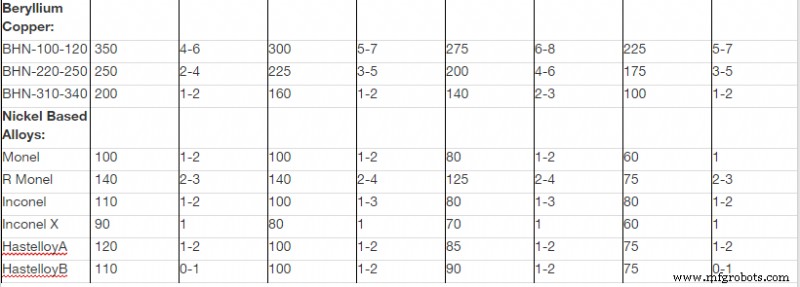
KECEPATAN BAND DAN MEREKOMENDASIKAN HARGA POTONGAN UNTUK APLIKASI GERGAJI BI-METAL
1. Sebutkan dua jenis gergaji pita.
2. Sebutkan lima langkah penting saat menggunakan gergaji pita.
3. Tolong jelaskan Kerf.
4. Apa itu Pitch Gigi?
5. Silakan tentukan TPI.
6. Tolong jelaskan Variabel Positif.
7. Apa itu set gigi?
8. Sebutkan dan jelaskan lima set gigi.
9. Sebutkan tiga alasan mengapa kami menggunakan Pelumasan.
10. Saat memesan mata gergaji pita, informasi apa yang perlu ditentukan?Bab Informasi Atribusi
Bab ini diambil dari sumber berikut.
Teknologi Industri
Unit 1:Mesin Bubut TUJUAN Setelah menyelesaikan unit ini, Anda seharusnya dapat: • Mengidentifikasi bagian terpenting dari Mesin Bubut dan fungsinya. • Memahami aturan keselamatan Bubut. • Jelaskan penyiapan alat pemotong untuk pemesinan. • Jelaskan pemasangan benda kerja di mesin bubut. • Jel
TUJUAN Setelah menyelesaikan unit ini, Anda seharusnya dapat: • Identifikasi Penggiling Permukaan. • Identifikasi Prosedur. • Jelaskan prosedur Dressing the Wheel. • Jelaskan Tes Dering. • Jelaskan cara mengganti Roda Gerinda. • Jelaskan prosedur memilih roda gerinda. • Buat daftar bahan abr
TUJUAN Setelah menyelesaikan unit ini, Anda seharusnya dapat: Terapkan 5S di setiap toko Mesin. Jelaskan Konsep Kaizen. Jelaskan Penerapan Lean Manufacturing. Lean 5S: “5S” adalah metode pengorganisasian tempat kerja yang terdiri dari lima kata:Sort, Set in order, Shine, Standardize, dan Susta
Sekarang semua orang telah mendengar tentang Machine Learning dan bagaimana hal itu akan mengubah segalanya. Tetapi sangat sedikit yang memiliki ide bagaimana memulai untuk mengubah segalanya. Saya harap ketika Anda mencoba langkah-langkah di blog ini, atau bahkan membacanya, akan membantu Anda mema