Prinsip Metalurgi dalam Perlakuan Panas Baja
Prinsip Metalurgi dalam Perlakuan Panas Baja
Perlakuan panas baja dilakukan untuk mencapai perubahan yang diinginkan dalam sifat struktur metalurgi baja. Dengan perlakuan panas, baja mengalami perubahan sifat yang intens. Biasanya struktur baja yang sangat stabil diperoleh ketika baja dipanaskan sampai keadaan austenitik suhu tinggi dan kemudian didinginkan secara perlahan di bawah kondisi keseimbangan yang dekat. Jenis perlakuan panas ini, biasanya dikenal sebagai anil atau normalisasi, menghasilkan struktur yang memiliki tingkat tegangan sisa yang rendah yang terkunci di dalam baja, dan struktur tersebut dapat diprediksi dari diagram kesetimbangan Fe (besi)-C (karbon). Namun, sifat yang paling dibutuhkan dalam baja adalah kekuatan dan kekerasan yang tinggi dan biasanya disertai dengan tegangan sisa yang tinggi. Ini disebabkan oleh struktur metastabil yang dihasilkan oleh pendinginan atau pendinginan non-ekuilibrium dari keadaan austenitik.
Struktur dan fase kristal
Struktur kristal Fe murni dalam keadaan padat diketahui ada dalam dua keadaan alotropik. Dari suhu sekitar dan hingga 910 derajat C, Fe memiliki kisi kubik pusat tubuh (bcc) dan disebut alfa-Fe. Pada 910 derajat C, kristal alfa-Fe berubah menjadi kristal gamma-Fe yang memiliki kisi kubik berpusat muka (fcc). Kristal gamma mempertahankan stabilitas hingga suhu 1400 derajat C. Di atas suhu ini mereka kembali memperoleh kisi bcc yang dikenal sebagai kristal delta. Kristal delta berbeda dari kristal alfa hanya di wilayah suhu keberadaannya. Fe memiliki dua konstanta kisi yaitu (i) 0,286 nm untuk kisi bcc (alfa-Fe, delta-Fe), dan (ii) 0,364 nm untuk kisi fcc (gamma-Fe). Pada suhu rendah, alfa-Fe menunjukkan sifat feromagnetik yang kuat. Ini menghilang ketika dipanaskan hingga sekitar 770 derajat C, karena kisi kehilangan urutan putaran feromagnetiknya. Keadaan Fe di atas 770 derajat C disebut beta-Fe. Kisi kristal beta paramagnetik identik dengan kisi kristal alfa.
Saat menjalani dari satu bentuk ke bentuk lainnya, Fe mampu mengalami pendinginan rendah. Hal ini menyebabkan perbedaan posisi titik transformasi pada pemanasan dan pendinginan. Perbedaannya tergantung pada laju pendinginan dan disebut histeresis. Huruf 'c' dan 'r' menunjukkan apakah transformasi disebabkan oleh pemanasan atau pendinginan. Selanjutnya, perubahan kerapatan alfa-Fe saat berubah menjadi gamma-Fe menghasilkan perubahan mendadak dalam volume material. Kadang-kadang menimbulkan tegangan yang melebihi batas elastis dan menyebabkan kegagalan. Kepadatan gamma-Fe sekitar 4% lebih tinggi dari alfa-Fe.
Diagram kesetimbangan besi-karbon
Struktur baja, yang merupakan paduan Fe-C, dapat mengandung C murni (grafit) atau senyawa kimia yang dikenal sebagai sementit (Fe3C) sebagai konstituen yang diperkaya C. Sementit hadir bahkan dalam baja yang relatif lambat didinginkan (penahanan lama pada suhu yang lebih tinggi biasanya diperlukan untuk menguraikan Fe3C menjadi Fe dan C). Untuk alasan ini diagram kesetimbangan Fe-C sering diperlakukan sebagai diagram kesetimbangan Fe-Fe3C. Diagram Fe-C stabil, sedangkan diagram Fe-Fe3C metastabil. Diagram kesetimbangan Fe-C yang menggabungkan diagram stabil Fe-C dan diagram metastabil Fe-Fe3C diberikan pada Gambar 1. Garis putus-putus mewakili diagram Fe-C stabil, dan garis padat menunjukkan diagram metastabil Fe-Fe3C.
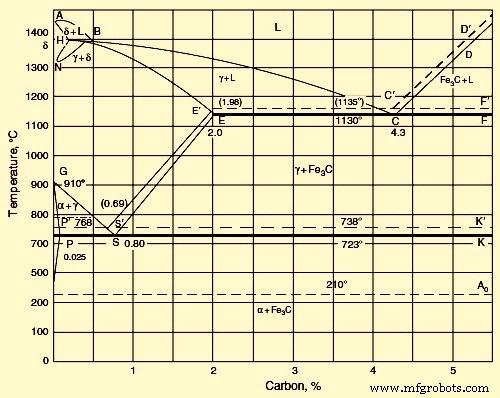
Gbr 1 Diagram karbon besi
Dalam diagram Fe–Fe3C metastabil, kisi bentuk alotropik Fe (delta, gamma, dan alfa) berfungsi sebagai tempat pembentukan delta, gamma, dan larutan padat C dalam Fe. Ketika baja terdeplesi C mengkristal, kristal larutan padat delta mengendap di liquidus AB dan solidus AH. Solusi padat delta memiliki kisi bcc. Pada suhu maksimum 1490 derajat C, larutan delta mengandung 0,1 % C (titik H). Pada 1490 derajat C, reaksi peritektik terjadi antara larutan delta jenuh dan cairan yang mengandung 0,5% C (titik B). Akibatnya, larutan padat gamma C dalam gamma Fe terbentuk. Ini mengandung 0,18% C (titik I).
Jika kandungan C lebih tinggi dari 0,5%, larutan padat gamma mengkristal langsung dari cairan (pada liquidus BC dan solidus IE). Pada 1130 derajat C kelarutan pembatas C dalam gamma Fe mendekati 2,0 % (titik E). Penurunan suhu dari 1130 derajat C menyebabkan penurunan kelarutan C dalam gamma-Fe pada garis ES. Pada 723 derajat C kelarutan C adalah 0,8% (titik S). Garis ES sesuai dengan pengendapan Fe3C dari larutan gamma.
Ketika kandungan C meningkat, suhu di mana kisi gamma berubah menjadi kisi alfa menjadi lebih rendah, dan transformasi terjadi selama interval suhu yang sesuai dengan kurva GS dan GP. Kurva presipitasi fase alfa GS memotong kurva presipitasi Fe3C ES. Titik S merupakan titik eutektoid dengan koordinat 723 derajat C dan 0,80 % C. Pada titik ini larutan alfa jenuh dan endapan Fe3C secara bersamaan membentuk larutan gamma konsentrasi eutektoid. Kisi larutan padat alfa identik dengan kisi larutan padat delta. Pada suhu eutektoid 723 derajat C, larutan padat alfa mengandung 0,02 % C (titik P).
Pendinginan lebih lanjut menyebabkan penurunan kelarutan C dalam alfa-Fe, dan pada suhu kamar itu sama dengan sebagian kecil persen (titik D). Ketika kandungan C adalah 2% – 4,3%, kristalisasi dimulai dengan pengendapan larutan gamma pada garis BC. Peningkatan kandungan C di atas 4,3% menyebabkan pengendapan Fe3C pada jalur CD. Pengendapan fase primer surplus di semua paduan besi yang mengandung lebih dari 2,0 % C diikuti oleh kristalisasi eutektik dari larutan gamma dan Fe3C pada titik C, yang koordinatnya adalah 1130 derajat C dan 4,3% C. Garis Ao dikaitkan dengan magnet transformasi yang merupakan transisi dari keadaan feromagnetik ke paramagnetik.
Dalam kasus diagram kesetimbangan Fe–C yang stabil, karena laju pendinginan yang sangat rendah, C (grafit) dapat mengkristal langsung dari cairan. Dalam hal ini, campuran eutektik austenit dan grafit terbentuk sebagai pengganti eutektik austenit dan sementit. Garis putus-putus Pada Gambar 1 melambangkan sistem Fe-grafit. Garis-garis ini berada pada suhu yang lebih tinggi daripada garis-garis sistem Fe-Fe3C. Ini menegaskan stabilitas yang lebih besar dan kedekatan dengan keseimbangan penuh dari sistem Fe-grafit. Hal ini juga didukung oleh fakta bahwa pemanasan baja C tinggi dengan Fe3C dalam jumlah besar menyebabkan dekomposisi yang ditunjukkan oleh persamaan Fe3C =3Fe + C.
Pada tingkat pendinginan menengah, sebagian baja dapat mengkristal menurut sistem grafit dan bagian lainnya menurut sistem sementit. Garis kesetimbangan fasa dalam diagram kedua sistem dapat dipindahkan tergantung pada laju pendinginan tertentu. Perpindahan yang nyata dapat dilihat untuk garis pengendapan larutan padat C dalam gamma-Fe (austenit). Untuk alasan ini diagram tersebut berlaku sepenuhnya hanya untuk baja yang terpapar pada laju pendinginan yang relatif lambat.
Pengaruh karbon
Kelarutan maksimum C dalam alfa-Fe terlihat pada 721 derajat C dan sama dengan 0,018% C. Dengan adanya pendinginan, C dapat tetap berada dalam larutan padat alfa, tetapi pengendapan fase segera dimulai, melalui mekanisme penuaan. Dalam larutan padat, C dapat membentuk (i) larutan homogen, distribusi interstisial seragam statis yang jarang terjadi, atau (ii) larutan tidak homogen; dengan pembentukan cluster di tempat-tempat di mana struktur kisi kristal terganggu (batas butir, dislokasi). Yang terakhir adalah keadaan yang paling mungkin dari solusi padat. Gugus-gugus yang terbentuk merupakan penghalang pergerakan dislokasi selama deformasi plastis dan bertanggung jawab atas perkembangan deformasi yang tidak homogen pada awal aliran plastis.
Untuk menganalisis pengaruh kandungan C pada paduan Fe – C, setiap komponen struktural perlu dipertimbangkan. Baja yang didinginkan secara perlahan terdiri dari ferit dan sementit atau ferit dan grafit.
Ferit adalah plastik. Dalam keadaan anil, ferit memiliki elongasi besar (sekitar 40 %), lunak (kekerasan Brinell 65 -130 tergantung pada dimensi kristal), dan bersifat feromagnetik kuat hingga 770 derajat C. Pada 723 derajat C, 0,22 % C larut dalam ferit, tetapi pada suhu kamar hanya seperseribu persen C yang tersisa dalam larutan.
Sementit rapuh dan menunjukkan kekerasan yang lebih tinggi (kekerasan Brinell sekitar 800). Magnetnya lemah hingga 210 derajat C dan merupakan penghantar listrik dan panas yang buruk. Ini memiliki kisi belah ketupat yang rumit. Biasanya dibedakan antara (i) Fe3C primer, yang mengkristal dari cairan pada garis CD, (ii) Fe3C sekunder, yang mengendap dari larutan gamma pada garis ES, dan (iii) Fe3C tersier, yang mengendap dari solusi pada garis PQ.
Grafit itu lembut. Ini adalah konduktor listrik yang buruk tetapi mentransfer panas dengan baik. Grafit tidak meleleh bahkan pada suhu 3000 derajat C hingga 3500 derajat C. Grafit memiliki kisi heksagonal dengan hubungan sumbu c/a lebih tinggi dari 2.
Austenit lunak (tetapi lebih keras dari ferit) dan ulet. Perpanjangan austenit berkisar antara 40% sampai 50%. Ini memiliki konduktivitas panas dan listrik yang lebih rendah daripada ferit, dan bersifat paramagnetik. Austenit memiliki kisi fcc.
Struktur baja yang mengandung 0 % – 0,02 % C terdiri dari ferit dan Fe3C tersier. Peningkatan kandungan C lebih lanjut menyebabkan munculnya komponen struktural baru yang merupakan eutektoid dari ferit dan Fe3C (perlit). Perlit muncul pertama kali sebagai inklusi terpisah antara butir ferit dan kemudian, pada 0,8% C, menempati seluruh volume. Perlit mencirikan campuran dua fase, yang umumnya memiliki struktur pipih. Karena kandungan C baja meningkat ke nilai yang lebih tinggi dari 0,8%, Fe3C sekunder terbentuk bersama dengan perlit. Fe3C sekunder berbentuk seperti jarum. Jumlah Fe3C meningkat dengan meningkatnya kandungan C. Pada 2% C, ia menempati 18% dari bidang penglihatan mikroskop. Campuran eutektik muncul ketika kandungan C melebihi 2%. Pada baja yang didinginkan dengan cepat, tidak semua fase surplus (ferit atau Fe3C) memiliki waktu untuk mengendap sebelum eutektoid terbentuk.
Paduan dengan 3,6 % C mengandung ledeburite (campuran eutektik larutan padat C dalam gamma-Fe dan Fe3C). Paduan lebih tepat diklasifikasikan dengan besi cor putih hipoeutektik.
Suhu kritis (transformasi)
Karbon memiliki efek nyata pada transformasi Fe dalam keadaan padat. Posisi s dari garis GS dan NL dalam diagram kesetimbangan Fe-C menunjukkan bahwa peningkatan kandungan C menyebabkan penurunan titik A3 dan kenaikan titik A4 terhadap pasangannya yang ditunjukkan pada Gambar 1. Oleh karena itu C memanjang kisaran suhu fase delta.
Ketika eutektoid (perlit) terbentuk, kurva pemanasan dan pendinginan menunjukkan berhenti. Ini diberi label sebagai titik A1 (Ac1 pada pemanasan dan Ar1 pada pendinginan). Fenomena ini terjadi pada 0,9% C (titik S pada diagram Fe–C). Pengendapan ferit pada baja hipo-eutektoid (melintasi garis GOS) muncul dalam kurva pemanasan dan pendinginan sebagai infleksi yang dilambangkan dengan titik A3. Intinya sesuai dengan transformasi gamma ke alfa dalam besi murni. Pengendapan Fe3C (melintasi garis ES), yang mendahului pengendapan eutektoid, terlihat pada kurva pendinginan sebagai infleksi lemah yang ditunjuk sebagai titik Acm (Ac,cm pada pemanasan dan Ar,cm pada pendinginan ). Penambahan C memiliki pengaruh kecil pada suhu transformasi magnetik (titik A2). Oleh karena itu, garis MO sesuai dengan transformasi magnetik pada baja dengan kandungan C rendah. Dalam paduan yang mengandung jumlah C yang lebih tinggi, transformasi ini terjadi pada garis GOS, yang sesuai dengan permulaan pengendapan ferit. Jika kandungan C lebih tinggi dari yang sesuai dengan titik S, maka transformasi magnetik bertepatan dengan suhu A1.
Sementit mengalami transformasi magnetik. Berapapun kandungan C, transformasi terjadi pada suhu 210 derajat C–220 derajat C. Ini terjadi tanpa histeresis yang nyata, seperti halnya transformasi magnetik Fe murni di titik A2.
Transformasi struktural pada baja
Ketika baja akan dikeraskan, baja dipanaskan sampai suhu tinggi untuk mengubah struktur total menjadi fasa austenit yang merupakan struktur fasa tunggal Fe dan C yang stabil pada suhu tinggi. Jika baja yang dipanaskan ini didinginkan secara perlahan, austenit berubah menjadi perlit, yang merupakan fase kesetimbangan pada suhu kamar. Struktur perlit adalah struktur anil dan relatif lunak dengan sifat fisik yang rendah. Jika baja yang dipanaskan didinginkan dengan sangat cepat, struktur yang keras dan kuat yang disebut martensit akan terbentuk yang merupakan fase metastabil dari C yang terlarut dalam besi. Fase ini dapat ditempa untuk menghasilkan struktur kekerasan yang lebih rendah yang kurang rapuh. Tingkat pendinginan menengah menghasilkan struktur lain seperti bainit, meskipun jenis struktur ini hanya diproduksi dalam jumlah besar dalam baja paduan. Baja eutektoid C menghasilkan terutama martensit atau perlit, tergantung pada laju pendinginan.
Transformasi perlit austenit
Transformasi kisi fcc austenit ke kisi bcc ferit terhambat karena adanya C terlarut dalam austenit. Kisi austenit memiliki ruang yang cukup untuk menampung atom C di pusat sel. Kisi bcc ferit tidak memiliki ruang ini. Karena itu, kelarutan C sangat menurun pada transisi dari austenit ke ferit. Selama transformasi beta ke alfa, hampir seluruh C mengendap dari kisi austenit. Sesuai dengan diagram Fe-Fe3C metastabil, ia mengendap sebagai sementit. Transformasi ini dapat didefinisikan melalui tiga jalur yang saling berhubungan yaitu (i) transformasi kisi gamma-Fe menjadi kisi alfa-Fe, (ii) pengendapan C sebagai Fe3C, dan (iii) koagulasi karbida.
Pada suhu titik A1, transformasi melalui rute (i) dan (ii) berlangsung hampir bersamaan, dengan pembentukan campuran ferit dan sementit yang pipih. Atom-atom C terlarut didistribusikan secara acak dalam kisi. Karena itu, Fe3C nukleasi di daerah kaya C dan ferit di daerah yang memiliki sedikit karbon. Redistribusi C seperti itu terjadi melalui difusi dan bergantung pada suhu dan waktu.
Ketika baja hipo-eutektoid yang mengandung kurang dari 0,8% C mengalami pendinginan lambat, transformasi dimulai dengan pembentukan ferit pada batas butir. Batas butir ini berperan sebagai pusat kristalisasi ferit. Karbon dipaksa masuk ke dalam kristal. Saat ferit mengendap, konsentrasi yang diperlukan untuk pembentukan ferit dicapai dalam volume pusat. Ketika baja hiper-eutektoid (C lebih dari 0,8%) mengalami pendinginan lambat, saat melintasi garis ES, Fe3C mulai mengendap di batas butir. Di sini batas butir juga berfungsi sebagai tempat kristalisasi.
Laju difusi C dalam kisi gamma-Fe dan alfa-Fe menurun dengan cepat seiring dengan penurunan suhu, karena koefisien difusi bergantung pada suhu. Menyajikan tingkat pendinginan yang sesuai, pendinginan bawah dapat ditingkatkan sedemikian rupa sehingga membuat pembentukan perlit menjadi tidak mungkin.
Dalam kisaran suhu rendah, mekanisme transformasi dan fitur struktur yang terbentuk hanya bergantung pada suhu di mana transformasi terjadi. Mempertimbangkan derajat pendinginan bawah, tiga rentang suhu transformasi dibedakan yaitu (i) kisaran perlit, (ii) kisaran menengah, dan (iii) kisaran martensit. Transisi terus menerus dari satu mekanisme transformasi ke yang lain dapat terjadi pada rentang suhu ini. Proses transformasi sangat bergantung pada kandungan C dan elemen lain dalam baja. Mereka dapat dimulai dengan mekanisme yang lebih cepat dan diakhiri dengan mekanisme yang lebih lambat.
Dalam kisaran perlit, transformasi ditandai dengan pembentukan simultan dari campuran ferit dan karbida. Ferit atau karbida bebas dapat mengendap pada batas butir austenit. Di sini pembentukan dan pertumbuhan kedua fase dikendalikan oleh proses difusi. Difusi Fe dan unsur-unsur lain memainkan peran penting. Kehalusan struktur ditingkatkan saat suhu diturunkan, sampai waktu yang lebih lama diperlukan untuk kristalisasi difusi ferit dan karbida.
Perlit adalah campuran mekanis pelat ferit dan karbida yang terbentuk pada transformasi dalam kisaran perlit. Laju pembentukan inti kristalisasi perlit bergantung pada supersaturasi austenit dengan karbida, yang meningkat seiring dengan penurunan suhu. Tingkat juga tergantung pada tingkat difusi, yang menurun dengan suhu. Pertumbuhan pulau perlit terutama tergantung pada laju difusi atom C dan Fe. Faktor lainnya adalah (i) derajat supersaturasi dan (ii) keuntungan energi bebas selama pembentukan ferit. Pulau-pulau perlit tumbuh tidak hanya melalui pembentukan lempeng-lempeng baru tetapi juga melalui pertumbuhan lempeng-lempeng tua lebih lanjut ke segala arah. Pelat karbida tumbuh lebih cepat daripada pelat ferit.
Proses pembentukan perlit dimulai dengan pembentukan inti ferit. Beberapa pergantian nukleasi pelat ferit dan sementit dan percabangan pelat dari kedua fase mengarah pada pembentukan pelat perlit yang sejajar dan berbentuk kipas. Inti perlit muncul terutama di daerah kisi dengan cacat struktur kristal seperti batas butir, karbida tidak larut, atau inklusi nonlogam. Fitur yang sangat signifikan dari perlit adalah jarak antar lempeng. Sifat kekuatan baja meningkat dengan berkurangnya jarak.
Laju pembentukan Fe3C dan pusat kristalisasi ferit dalam kisaran perlit semakin cepat seiring dengan penurunan suhu. Jarak pelat-ke-pelat berkurang ketika kehalusan struktur meningkat.
Fitur penting yang mempengaruhi sifat baja adalah dimensi koloni perlit. Penurunan dimensi koloni disertai dengan pertumbuhan kekuatan impak dan penurunan kerapuhan. Suhu kerapuhan kritis tergantung pada morfologi perlit. Dengan demikian perlit dengan kekuatan yang relatif tinggi terbentuk dalam kasus pecahnya pelat ferit dan sementit, membentuk kepadatan dislokasi yang tinggi di dalam ferit.
Kekuatan patah perlit yang lebih baik dicapai melalui spheroidisasi partikel Fe3C. Spheroidization dapat difasilitasi oleh deformasi perlit, pemanasan berikutnya, dan menahan pada suhu dekat Ac1. Metode lain yang memberikan kekuatan dan keuletan perlit yang relatif tinggi terdiri dari deformasi selama transformasi perlit. Ini mengarah pada pembentukan struktur poligonal dan spheroidisasi sementit. Tegangan luluh (YS) dari campuran ferit-perlit tergantung pada sifat-sifat ferit dan perlit secara aditif.
Transformasi austenit
Selama transformasi austenit pada baja hipo-eutektoid dan hiper-eutektoid, transformasi perlit didahului oleh pengendapan fase berlebih yaitu ferit dan sementit sekunder. Jumlah relatif dari fase berlebih bebas struktural tergantung pada derajat pendinginan bawah austenit. Jumlah kelebihan ferit atau Fe3C menurun dengan meningkatnya laju pendinginan. Ketika ada tingkat pendinginan yang cukup, pembentukan fase berlebih sebagai komponen struktural independen dapat dihindari.
Ketika baja hipo-eutektoid yang mengandung sejumlah kecil austenit eutektoid terkena pendinginan lambat, ferit eutektoid tumbuh pada butir ferit berlebih dan Fe3C eutektoid dibiarkan sebagai antar lapisan bebas struktural pada batas butir. Pada baja hiper-eutektoid, eutektoid juga dapat mengalami degenerasi struktural. Sementit, yang terbentuk karena pengendapan eutektoid di bawah pendinginan yang sangat rendah di bawah titik A1 (di atas 700 derajat C) diendapkan pada sementit sekunder. Area ferit bebas struktural terlihat di samping. Transformasi eutektoid ini, yang disertai dengan pemisahan fase, dianggap tidak normal. Dalam transformasi eutektoid normal, ferit dan Fe3C tumbuh bersama dalam bentuk koloni dengan pergantian dua fase yang teratur. Dalam kasus transformasi yang tidak biasa, campuran kasar ferit dan Fe3C tidak memiliki struktur eutektoid yang khas. Selama transformasi eutektoid, mekanismenya dapat berubah dari abnormal menjadi normal. Oleh karena itu, dengan pendinginan yang cepat dan pendinginan yang lebih rendah dari austenit, transformasi abnormal dapat ditekan sama sekali.
Dalam kasus kelebihan ferit pada baja hipo-eutektoid, ferit ditemukan dalam dua bentuk yaitu (i) butiran equi-aksial kompak, dan (ii) pelat berorientasi Widmanstätten. Endapan kompak ferit hipo-eutektoid muncul sebagian besar pada batas butir austenit sedangkan pelat Widmanstätten terbentuk di dalam butir. Ferit Widmanstätten diamati hanya pada baja dengan kurang dari 0,4% C dan butir austenit yang agak kasar. Ketika dimensi butir austenit berkurang, bagian ferit dalam bentuk butir eku-aksial tumbuh. Ferit Widmanstätten terbentuk selama interval suhu dari A3 (50 derajat C) hingga 600 derajat C hingga 550 derajat C. Dengan peningkatan kandungan C baja, bagian ferit Widmanstätten dalam struktur menjadi lebih rendah.
Ferit Widmanstätten seharusnya terbentuk karena penataan ulang gamma – alpha geser dari kisi, yang disertai dengan gerakan atom yang saling terkait. Butir ferit eki-aksial tumbuh dengan penataan ulang difusif normal kisi dengan transisi atom yang tidak teratur melintasi batas gamma/alfa.
Salah satu metode yang digunakan untuk memperkuat baja terdiri dari penyediaan struktur dengan ferit hipo-eutektoid yang mengandung endapan karbida terdispersi. Untuk menghasilkan struktur seperti itu, baja harus dipanaskan sampai karbida khusus larut dalam austenit dan kemudian didinginkan dengan cepat untuk mencegah pengendapan karbida langsung dari austenit sebelum ferit hipo-eutektoid mulai terbentuk.
Transformasi martensit
Transformasi martensit adalah karena pendinginan (pendinginan cepat) dari fase suhu tinggi. Karakteristik utama dari transformasi martensit pada baja C diberikan di bawah ini.
- Transformasi Martensit terjadi karena pendinginan cepat baja dari suhu di atas A1 katakanlah dalam air. Karena pendinginan yang cepat, pengendapan difusi austenit ke campuran dua fase ferit dan karbida ditekan. Konsentrasi C dalam martensit sesuai dengan austenit. Transformasi martensit berlangsung tanpa difusi.
- Transformasi austenit menjadi martensit dimulai dari temperatur awal martensit (Ms). Ms biasanya tidak tergantung pada laju pendinginan. Martensit terbentuk pada interval suhu tertentu. Suhu tertentu ditentukan oleh kandungan C baja.
- Penghentian pendinginan selama interval suhu Ms-Mf (akhir martensit) menunda pembentukan martensit. Fitur ini membedakan transformasi martensit dari transformasi perlit. Dalam transformasi perlit, transformasi berlanjut sampai akhir pada suhu konstan di bawah titik A1, dan hasil akhirnya adalah hilangnya austenit secara total dengan waktu penahanan isotermal yang cukup. Dengan transformasi martensit, sejumlah austenit yang tertahan akan tersisa.
- Transformasi martensit tidak memiliki masa inkubasi. Martensit dalam jumlah tertentu terbentuk seketika di bawah suhu Ms.
- Pada pendinginan di bawah Ms, jumlah martensit meningkat dengan cepat karena pembentukan cepat pelat baru. Pelat yang awalnya terbentuk tidak tumbuh seiring waktu.
- Kisi Martensit secara teratur berorientasi relatif terhadap kisi austenit. Hubungan orientasi tertentu ada di antara kisi-kisi.
Suhu Ms mencirikan baja dengan komposisi tertentu yang telah mengalami perlakuan awal tertentu. Pada baja tertentu, transformasi martensit dimulai pada suhu yang sama berapa pun laju pendinginannya. Temperatur ini tergantung pada komposisi baja dan sangat menurun seiring dengan peningkatan kandungan C dari baja. Bagian dari C memasuki karbida, yang hidup berdampingan dengan austenit. Karbida larut dalam austenit jika suhu pendinginan dinaikkan. Oleh karena itu, konsentrasi C austenit meningkat dan titik Ms menurun.
Pembentukan martensit dianggap sebagai mekanisme geser dari penataan ulang kisi austenit. Mekanisme martensit (geser) dari transformasi fasa diketahui dengan baik dengan pergerakan atom yang saling terkait secara berurutan ke jarak yang lebih pendek dari jarak antar atom, dan atom tidak bertukar tempat. Sebuah atom dalam fase awal mempertahankan tetangganya dalam fase martensit. Ini adalah fitur utama khusus untuk penataan ulang geser kisi.
Sifat penataan ulang kisi ini memberikan koherensi batas antara fase lama dan baru. Koherensi (konjugasi elastis) kisi pada batas antara martensit dan fase awal memastikan pergerakan batas yang sangat cepat menuju matriks bahkan pada suhu rendah. Atom-atom bergerak secara kooperatif ke jarak yang lebih pendek dari jarak antar atom yang menghasilkan pertumbuhan kristal martensit.
Dengan pertumbuhan kristal martensit, regangan elastis terakumulasi pada batas koherensi. Saat mencapai YS, koherensi terganggu. Atom menjadi tidak teratur pada batas antara kristal martensit dan matriks awal. Pergerakan batas yang tergelincir menjadi tidak mungkin. Oleh karena itu, pertumbuhan kristal dengan mekanisme martensit dihentikan, dan setelah itu kristal dapat tumbuh hanya dengan difusi. Tetapi transformasi martensit terjadi pada suhu rendah, di mana laju difusi sangat kecil. Oleh karena itu, setelah koherensi rusak, sedikit jika ada pertumbuhan kristal martensit yang diamati.
Transformasi polimorf dari larutan padat oleh mekanisme martensit ditandai dengan tidak adanya redistribusi komponen secara difusi. Kondisi yang diperlukan untuk mekanisme martensit dimana fase suhu tinggi berubah menjadi fase suhu rendah dijelaskan di sini. Transformasi martensit tidak mungkin dilakukan pada undercooling kecil. Hal ini disebabkan oleh fakta bahwa dalam kasus penataan ulang kisi yang tidak teratur, deformasi elastis ditentukan oleh perubahan volume saja, sedangkan dengan transformasi martensit juga tergantung pada koherensi kisi kristal awal dan kristal martensit. Saat tingkat pendinginan kurang meningkat, tingkat penataan ulang yang tidak teratur dari kisi meningkat, mencapai maksimum, dan kemudian turun. Untuk mendapatkan mekanisme martensit transformasi polimorf dalam Fe, baja harus dipanaskan secara berlebihan dalam kisaran gamma dan kemudian didinginkan dengan sangat cepat untuk menekan perkembangan transformasi normal.
Selama pembentukan martensit, terjadi penataan ulang kisi fcc austenit menjadi kisi tetragonal bcc martensit, yang serupa dengan kisi bcc alfa-Fe. Kisi austenit berubah menjadi kisi martensit melalui deformasi Bain yang terdiri dari kompresi sel tetragonal austenit di sepanjang sumbu-c dan peningkatan dimensi secara simultan di sepanjang sumbu-a. Derajat distorsi tetragonal dari kisi martensit, c/a, tumbuh secara langsung sebagai konsentrasi C dari martensit. Kisi martensit mempertahankan tetragonalitas pada suhu kamar. Hubungan orientasi fase awal dan martensit telah ditetapkan.
Ada banyak hipotesis untuk sifat nukleasi martensit. Banyak dari mereka menganjurkan nukleasi heterogen di situs cacat khusus dalam matriks awal.
Martensit dibagi menjadi dua tipe dasar dalam hal morfologi. Ini adalah pelat martensit dan martensit masif. Mereka berbeda dalam bentuk, susunan kristal bersama, substruktur, dan bidang kebiasaan. Plat (jarum) martensit lebih sering ditemukan pada baja C tinggi. Kristal martensit berbentuk pelat lentikular tipis. Pelat yang muncul pertama kali melewati seluruh unit, membaginya menjadi bagian-bagian yang terpisah. Tetapi mereka tidak dapat melewati batas butir matriks. Oleh karena itu, dimensi pelat dibatasi oleh dimensi butir austenit. Pelat martensit baru terbentuk di bagian austenit. Di sini dimensi pelat dibatasi pada dimensi penampang. Jika butir austenit kecil, pelat martensit sangat halus sehingga struktur jarum martensit tidak terlihat pada spesimen penampang mikro. Martensit semacam itu disebut struktur kurang martensit, dan itu paling diinginkan.
Martensit masif (lat) dapat diamati pada baja C rendah dan baja C sedang. Kristal jenis martensit ini berbentuk pelat yang saling berhubungan dengan orientasi yang kurang lebih sama. Pelat martensit masif dipisahkan dengan batas sudut rendah.
Transformasi bainit
Transformasi bainit merupakan peralihan antara transformasi perlit dan martensit. Kinetika transformasi bainit dan struktur yang terbentuk menunjukkan ciri transformasi perlit difusif dan transformasi difusi kurang martensit. Campuran ferit dan karbida terbentuk sebagai hasil dari transformasi ini. Campuran ini disebut bainit. Mekanisme transformasi bainit melibatkan penataan ulang gamma ke alfa dari kisi, redistribusi C, dan pengendapan karbida.
Kedekatan transformasi bainit dengan rekan perlit dan martensitnya dijelaskan di sini. Pergerakan difusi atom dari komponen dasar, Fe, hampir sepenuhnya ditekan pada rentang transformasi bainit. Kemudian pembentukan ferit gamma ke alfa sulit karena penekanan presipitasi perlit. Namun, difusi C agak aktif dan menyebabkan pengendapan karbida. Selama rentang menengah, kristal fase gamma terbentuk melalui pertumbuhan yang koheren seperti pelat martensit. Namun pelat fase alfa terbentuk secara perlahan, bukan seketika.
This is due to the fact that over the intermediate temperature range the alpha phase can precipitate only from the C depleted gamma phase. Thus the growth rate of the alpha phase crystals depends on the C diffusive removal rate. In this case, the martensite start point Ms in austenite rises and the martensite gamma to alpha transformation takes place at temperatures above the temperature Ms typical of the steel with a given composition.
At the instant of martensite transformation, the C concentration remains unchanged. Only the crystal lattice is altered and a supersaturated a solution is formed. Carbide precipitates after gamma to alpha transformation.
There is a difference between upper and lower bainite, which are formed in the upper and lower parts of the intermediate temperature range. The conventional boundary between the bainite is close to 350 deg C. Upper bainite has a feathery structure, whereas lower bainite shows an acicular morphology, which is close to that of martensite. The difference in the structures of upper and lower bainite is due to the difference in the mobility of C in the upper and lower parts of the bainite temperature range.
The alpha phase substructure of upper bainite resembles the substructure of massive martensite in low C steel, while the alpha phase structure of lower bainite approaches the structure of martensite in high C steels. In upper bainite, carbide particles can precipitate both at lath boundaries and inside laths. This fact suggests that here carbides precipitate directly from austenite. In lower bainite, carbide is found inside the alpha phase. This is since carbide is formed during precipitation of a supersaturated solid solution of C in the alpha phase. Both upper and lower bainite shows a high density of dislocations inside the alpha phase. Fe3C is the carbide phase in upper bainite and epsilon carbide (Fe2C) in lower bainite. As the holding time is increased, Fe2C turns into cementite. The dimensions of austenite grain have no effect on the kinetics of martensite transformation.
Tempering
The processes which take place during tempering are precipitation and recrystallization of martensite. Quenched steel has a metastable structure. If subjected to heating, the structure becomes closer to equilibrium. The nature of the processes which occur during tempering is determined by three major characteristics of quenched steel namely (i) strong super saturation of the martensite solid solution, (ii) high density of crystal lattice defects (dislocations, low angle and large angle boundaries, and twin interlayers etc.), and (iii) presence of retained austenite.
The main process taking place during tempering of steel is the precipitation of martensite accompanied by formation of carbides. Depending on the temperature and duration of tempering, the martensite precipitation can involve three stages namely (i) pre-precipitation, (ii) precipitation of intermediate metastable carbides, and (iii) precipitation and coagulation of cementite. Retained austenite can precipitate simultaneously. Since there is a high density of dislocations in martensite, hence its substructure is similar to the substructure of steel which is work hardened. Hence, polygonization and recrystallization can develop during tempering.
When C steel is tempered, super-saturation of the gamma solution in austenite increases with an increase in the C content of steel. This leads to lowering of the Ms-temperature and transition from massive martensite to plate martensite. The amount of retained austenite also increases.
The segregation of C represents the first structural changes which take place during tempering of C steel. The segregated C can nucleate heterogeneously at lattice defects or homogeneously in the matrix. The heterogeneous nucleation of the segregated C takes place either during quenching or immediately after it.
Flat homogeneous clusters of C atoms not connected with lattice defects are formed at tempering temperatures of less than 100 deg C. This is due to the considerable displacements of Fe atoms and the appearance of elastic distortions. As the tempering temperature is increased, the clusters become larger and their composition is close to Fe4C. This process is dependent on the C diffusion. Metastable Fe2C is formed above 100 deg C. It has a hexagonal lattice and appears directly from C clusters when the C concentration is increased. Metastable Fe2C can also precipitate directly from the alpha solution. Fe2C precipitates as very fine (10 nm to 100 nm) plates or rods at low temperatures. With an increase in tempering temperature or time, Fe2C particles become coarser and precipitate in steels containing a minimum of 0.2 % C. In steels with a high Ms-temperature, partial precipitation of martensite is associated by the deposition of excess carbide and is obtained during quench cooling in the martensite range. Hence self-tempering of these steels occurs during their quenching.
Cementite is formed at a temperature higher than 250 deg C. Two known mechanisms of Fe3C nucleation are (i) precipitation directly from a supersaturated alpha solid solution and growth of Fe3C particles at the expense of the dissolution of less stable carbides, and (ii) appearance of Fe3C as a result of transformation of the intermediate carbide lattice to the Fe3C lattice.
In the final stage of the carbide formation during tempering, coagulation and spheroidization of carbide take place. These happen intensively starting from 350 deg C to 400 deg C. At temperatures higher than 600 deg C, all Fe3C particles have a spherical shape and undergo coagulation only.
A substantial part of the tempering process is devoted to the precipitation of retained austenite accompanied by deposition of carbides. Precipitation occurs over the temperature range of 200 deg C to 300 deg C. During tempering, retained austenite transforms into lower bainite.
A decrease in the C concentration of the alpha phase during carbide formation results into changes in the phase structure. Martensite precipitation is conventionally divided into two stages. The first stage of precipitation is achieved below 150 deg C when the mobility of C atoms is sufficient for the formation of carbide plates. But, it is insufficient for the carbide plates to grow by diffusion of C from the areas of non-precipitated martensite with a high C concentration. This results in a non-uniform content of C in different areas of the martensite and hence inhomogeneity of martensite results with respect to its tetragonality. In areas with precipitated carbide, tetragonality is lower than in non-precipitated areas. Two solid solutions with different C concentrations coexist. For this reason the precipitation is referred to as a two -phase precipitation. The two phase precipitation of martensite results from the deposition of new carbide particles in areas containing martensite with the initial C concentration. Carbide particles do not grow at this stage.
At the second stage of martensite precipitation (150 deg C to300 deg C the alpha solution is depleted of C owing to diffusive growth of carbide particles, but the process proceeds very slowly. Hence, the precipitation kinetics is due to the rapid depletion of the alpha solution in carbon. Subsequently, depletion of the solid solution in C stops. At 300 deg C around 0.1 % C is left in the alpha solution. Above this temperature, no difference between the lattice of the alpha solution and that of the alpha-Fe is detected. Below 300 deg C the degree of tetragonality is still measurable. Above 400 deg C the alpha solution becomes completely free of excess C and transformation of martensite to ferrite is finished.
Plates (needles) of quench martensite have a high density of dislocations which is comparable to the density of the deformed steel. However, recrystallization centres and their progress to recrystallized grains are not observed. This is since carbide particles pin dislocations and large angle boundaries. It is only above 600 deg C, when the density of the particles decreases owing to the coagulation, that the recrystallization growth of grains takes place at the expense of migration of large angle boundaries. With this the morphological structures of lath martensite disappear. These processes are hampered in high C steels as compared to low C steels, since the density of carbides is greater in high C steels. The acicular structure is retained up to the tempering temperature of around 650 deg C.
The structural changes which occur during tempering cause alteration of steel properties. These changes depend on the tempering temperature and time. Hardness decreases as the tempering temperature is increased.
Kinetics of transformation of austenite
The kinetics of transformation of austenite is described below.
Isothermal transformation diagrams
It is important to follow the process at a constant temperature for the understanding of the kinetics of the transformation to austenite. For this purpose, isothermal transformation (IT) diagram is usually made which illustrates the isothermal process of austenite precipitation. In IT diagram (Fig 2), the transformation time is in the X-axis shown on the logarithmic scale and the temperature is plotted on the Y-axis. From this diagram, the incubation period (left hand curve) can be determined and also the time required for completion of the process (right hand curve). The instant, steel passes the points A3 and A1 during quenching, is usually taken as the zero time reference.
The time required to achieve the temperature of the quenching medium is frequently neglected. The start and finish of the transformation are difficult to determine from the transformation curve behaviour at the initial and final sections of the curve. Hence, the lines of the IT diagram generally correspond to a certain final volume which has undergone transformation, e.g., 2 % and 98 % for the transformation start and finish, respectively. The volume value is usually not shown in the IT diagram.
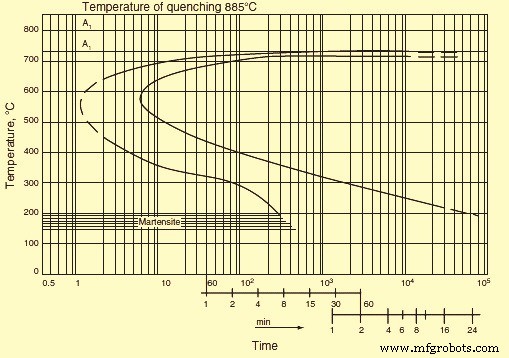
Fig 2 Isothermal transformation diagram
In addition to the curves stated above, IT diagram frequently contains intermediate curves corresponding to certain values of the transformed volume, say 20 %, 50 %, or 80 %. A decrease in the transformation rate causes displacement of the transformation start and finish curves to the right, i.e., toward greater duration. This phenomenon can be seen if the quenching heating temperature increases as a result of a decrease in the number of inclusions and growth of austenite grains. An increase in the transformation rate leads to displacement of the curves to the left. This phenomenon can be accounted for (i) by a decrease in the quenching heating temperature, (ii) the presence of carbides or inclusions, and (iii) refinement of the austenite grain. For a specified sample of steel the temperature which corresponds to a maxi mum transformation rate (the nose of the sigmoid curve) does not, as a rule, change significantly.
Continuous cooling transformation diagrams
Continuous cooling transformation (CCT) diagrams consider the transformation kinetics of eutectoid steel. The major transformation which takes place during annealing cooling of steel is a eutectoid precipitation of austenite into a mixture of ferrite and carbide. The eutectoid transformation kinetics is given by IT diagrams of austenite at a temperature of 727 deg C. The structure attained after tempering below 300 deg C is called tempered martensite. An acicular structure is seen after tempering at 300 deg C to 450 deg C. Tempering over the temperature interval of 450 deg C to 600 deg C shows a distinct dot structure. Austenite is in a thermodynamically stable equilibrium with the ferrite-Fe3C mixture. Stability of undercooled austenite is defined by a period of time during which the appearance of precipitation products in the diagram cannot be registered by conventional methods. The degree of austenite undercooling is the main factor which determines the steel microstructure. The necessary degree of undercooling is provided by either continuous cooling or isothermal treatment.
As seen earlier, in hypo-eutectoid steels the formation of pearlite is preceded by precipitation of hypo-eutectoid ferrite. With a decrease in the transformation temperature and an increase in the degree of undercooling, precipitation of hypo-eutectoid ferrite is suppressed. The amount of pearlite increases and the C content becomes less than that in pearlite of the eutectoid steel. In the region of the maximum transformation rate, the two curves merge. Thus, a purely pearlitic structure is formed in steel with 0.4 % C. In steels containing higher amounts of C, the precipitation of ferrite cannot be suppressed even if the C content decreases. Ferrite precipitation precedes the formation of pearlite even at a maximum transformation rate, but the amount of ferrite is less than that is formed at smaller undercooling.
These propositions are valid for the precipitation of cementite in hyper-eutectoid steels, but it can be suppressed even at relatively small undercooling. In this case, the C content of pearlite becomes higher than that in the eutectoid steel. As a result of suppression of the hypo-eutectoid ferrite precipitation under continuous cooling from the region of the gamma solid solution, the point Ar3 lowers much faster than the point Ar1 as the cooling rate is increased. With a certain cooling rate, both points merge into one point, which corresponds to the formation of a fine plate structure of the pearlite type free of ferrite.
Under continuous cooling the transformation process can also be visualized as diagram in temperature-time coordinates. Therefore the behaviour of cooling curves is to be analyzed to find characteristics of the transformation processes. In this diagram, the ferrite and pearlite start lines are shifted toward longer periods of time compared to the IT diagram. This is due to an increase in the temperature interval necessary for preparing the transformation processes in the austenite lattice. As a result, only part of the incubation period, which is needed for the IT to start, is effective. In this case, the incubation period is the mean of the effective lengths of time corresponding to different periods of time in the given range. This proposition can be used to calculate the behaviour of the transformation start line in the pearlite range from the IT diagram. The reverse calculation is also possible.
Similar to the pearlite range, in the bainite temperature range, the precipitation of undercooled austenite starts after a certain incubation period. Resemblance of the bainite and pearlite transformation kinetics consists not only in the presence of an incubation period but also in the character of the volume increase during isothermal soaking which is the fraction of the transformed volume of austenite increases first with acceleration and then with deceleration. At the same time, as in the case of the martensite transformation, retained austenite does not disappear completely during the bainite transformation. Every point in the bainite finish curve corresponds to certain amount of retained austenite. Similar to the pearlite transformation, the bainite transformation can take place both during isothermal soaking and under continuous cooling. Austenite which has not been transformed over the bainite range turns partially into martensite when the steel is cooled to room temperature. Since the austenite is inhomogeneous with respect to the C content after the bainite transformation, martensite is formed predominantly in C enriched regions.
For the high alloy steel, IT curves can be separated by a temperature interval in which undercooled austenite is highly stable. In this interval, pearlite precipitation does not take place for many hours, while undercooling is inadequate for the bainite transformation. In C steel, the bainite transformation proceeds concurrently with the pearlite transformation. Products of the pearlite transformation dominate at higher temperatures, and those of the bainite transformation at lower temperatures.
During the transformations of austenite on cooling in the martensite range, martensite component in the steel structure appears when the cooling rate achieves a certain value. The minimum cooling rate at which the martensite component is formed is called the lower critical rate of cooling. The rate at which transformations by the pearlite and bainite mechanisms are suppressed completely is referred to as the upper critical rate of cooling (quenching). If the conditions of austenite formation (austenitization temperature and the holding time at this temperature) and the cooling conditions (cooling rate exceeds the upper critical rate) are constant, the location of the martensite start point Ms depends only on the contents of C and alloying elements in the steel.
If the cooling rate is high, the formation rate of separate needles of martensite is also high, and transformation of austenite to martensite begins on reaching Ms-temperature. It continues on subsequent cooling to lower temperatures. As the temperature of the quenching medium is lowered, the amount of formed martensite increases first quickly and then slowly. With an increase in the quenching heating temperature (austenitization temperature), the transformation also shifts toward lower temperatures as more of the alloying elements are taken into solution. A certain amount of martensite can be formed during isothermal holding, but it is not high in C steels. Retained austenite is stabilized during isothermal holding. As a result, more martensite is formed during subsequent cooling. Formation of martensite stops at the point Mf. There is a relationship between some factors which influence the stabilization of martensite. The effect of stabilization increases with the amount of martensite in the structure or, the amount of martensite being equal, with temperature.
There is a close link between the CCT and IT diagrams. When resolving practical issues involved in heat treatment of steel, it is sometimes necessary to know how the continuous cooling rate affects the structure formed as a result of austenite transformation. For this, there have been efforts to establish the relationship between the transformation kinetics of austenite under isothermal conditions and under continuous cooling conditions. The efforts have started from the concept of additivity of the transformation processes at different temperatures. It has been presumed that holding of undercooled austenite at a preset temperature is part of the incubation period. However, it has been found, that calculated and experimental data coincide satisfactorily only if the pearlite transformation is continuous.
If the pearlite transformation is preceded by precipitation of eutectoid pearlite or the pearlite and bainite transformations occur concurrently, calculated data are at a discrepancy with the experimental data. It has been found that the discrepancy is due to the factors namely (i) holding of austenite during the time accounting for fractions of the incubation period causes acceleration of the subsequent intermediate transformation at the expense of preparatory processes, (ii) precipitation of hypo-eutectoid ferrite alters the austenite composition which delays the subsequent intermediate transformation, (iii) partial transformation of austenite over the intermediate range reduces the rate of the said trans formation at lower temperatures and facilitates an increase in retained austenite which is due to a redistribution of C and enrichment of the non-transformed part of austenite in carbon, and (iv) a change in the cooling rate over the martensite range affects stabilization of austenite in different ways.
For the above reason, special methods of constructing thermo-kinetic transformation diagrams of austenite subject to continuous cooling have been elaborated for non-eutectoid steels. From these diagrams it is possible to determine the critical rate of quenching cooling or continuous cooling which is necessary to complete a particular stage of austenite precipitation.
It has been seen that the CCT diagram is a function of the bar diameter. When steel is subjected to martensitic hardening, it is required to be cooled from the quenching temperature so that on undercooling to a temperature below the Ms point austenite has no time to precipitate and form a ferrite-carbide mixture. For achieving this, the cooling rate is to be less than the critical value. The critical cooling rate is the minimum rate at which austenite does not precipitate to a ferrite-carbide mixture. Of course, the cooling rate of steel products is non-uniform over their cross section. It can be higher than the critical rate on the surface and lower than the critical rate at the centre.
The critical cooling rate at different points of a product can be directly determined from an IT diagram. In the first approximation, it is given by the slope of the tangent to the C curve which denotes the austenite precipitation onset. This method gives a value which is around 1.5 times the true critical rate. The cooling rate can be determined more accurately if thermo-kinetic diagrams are used. Intercepts of the cooling curves with the lines of the thermo-kinetic diagrams show the start and finish temperatures of the corresponding transformation.
From the transformation diagram, it is possible to determine, for example, the rate which provides 40 % martensite in the structure or the rates at which the entire transformation occurs in the pearlite range, i.e., hardening is omitted altogether. Because the data on the critical hardening rate depend on cooling time and is to be associated with a specific temperature (at which direct measurements of the hardening rate are practically impossible), it is proper to specify the cooling time for a specific interval of temperature, for example, from the point A3 to 500 deg C. Point A3 in the diagram is the time reference. Then it is possible to directly determine the critical cooling time K (Km for fully martensitic hardening, Kf for initial appearance of ferrite, and Kp for full transformation in the pearlite range).
Since the cooling time and the progress of the subsequent cooling of the sample during end-face hardening are known, the outcome of hardening can be determined from the transformation diagram. It is to be remembered that a transformation diagram is valid only for particular conditions of melting and homogenization. Deviations in the composition or grain dimensions cause changes in the trend of thermodynamic curves. This is explained by the fact that an increase in the homogenization temperature and time and, consequently, enlargement of the grains enhance the stability of austenite. Conversely, refinement of grains lowers the critical cooling rate, since stability of austenite decreases with an increase in the extent of grain boundaries.
Hardenability
The depth of the hardened zone is termed hardenability. This is one of the most important characteristics of steel. Since the cooling rate is non-uniform along the cross section of a sample, austenite can pass into martensite in surface layers only, while at the centre of the sample austenite undergoes the pearlite transformation. In the first place, hardenability depends on the critical cooling rate. An examination of the temperature curves plotted for different areas of the sample shows that the cooling rate of the core of a large diameter product is lower than the critical value and hence the core is not martensitically hardened. Martensite is present in the surface layer only.
After hardening treatment, a bulky part with a large cross section can show the entire range of structures such as a smooth transition from martensite near the surface through troostite-martensite and troostite to pearlite at the centre. The geometry of samples can influence the character of the cooling curves. However, given the same surface-to-volume ratio, the curves coincide in general. The highest changes in the cooling rate are experienced by the diameter of samples.
Considering the above, for achieving a through hardening of bulky products or full martensitic hardening to the core of a product, it is essential to provide the critical hardening rate along the entire cross section of the product. IT and CCT diagrams can be used to determine this rate. The diagrams are usually plotted for different grades of steel, taking into account the progress of cooling in different sections and in different hardening media.
The hardenability of steels depends on the steel composition, specifically on the C content. In the steel hardenability diagrams, the hardenability of each grade of steel is normally presented as a hardenability band. These diagrams have been plotted for almost all existing grades of steel. They show how to achieve hardening of a product made of particular steel.
Hardenability of steel is also categorized by IT curves. The more the curve is shifted to the right along the X-axis, the greater is the hardenability of the steel. This is explained by the fact that the rightward shift of the IT curve is due to better stability of austenite.
An improvement in the stability of undercooled austenite and hence an increase in the critical hardening rate lead to a greater depth of hardening. Then hardenability depends on all the factors which improve the stability of undercooled austenite. As an example, the stability of austenite can be raised by alloying steel with chromium and tungsten. These elements lower the austenite precipitation rate and can make steel an air-hardening one. Steel with a normal content of impurities is hardened to strength ten times that of a pure Fe-C alloy.
Elevation of the hardening temperature favours an increase in the hardening depth due to the homogenization of austenite and enlargement of austenite grains. Refinement of grains impairs hardenability as grain boundaries affect the stability of austenite. The hardening depth also depends on the hardening medium used. The greater is the intensity of cooling, the greater is the depth of hardening. Besides, the hardening depth depends on the cross-sectional diameter of the products. The critical diameter is that of the greatest cross section which lends itself to through hardening in a given hardening medium. The critical diameter is different for different hardening media and characterizes the hardenability provided by a particular method only.
Hardenability has an effect on the mechanical properties of steel. In the case of through hardening, the properties do not differ along the cross section of a product. Otherwise they decrease from the surface to the centre. The analysis of the influence of hardenability on the properties of steels which have been tempered after hardening shows that a high temperature favours equalization of hardness along the cross section. However, the structure of weakly hardenable steels remains inhomogeneous. This is due to a grain structure appearing on the surface, where martensite is formed during quenching, while a lamellar structure remains at the centre. A grain structure is present along the entire cross section of through-hardening steel. This determines the character of changes in the properties of steels with different hardenability. The properties which are independent of the Fe3C form (YS, specific elongation, impact strength) differ.
The properties of tempered steels (fracture stress, YS, impact strength, reduction in area) are impaired if ferrite precipitates during quenching. The mechanical properties of a product depend on its cross-sectional area. To obtain the best mechanical properties in the tempered state, a grain structure is required to be provided along the entire cross section; i.e., through hardenability is to be ensured in the quenched state.
Grain size
It is necessary to know the material structure while analyzing any processes or properties associated with grain boundaries. Most of the steel materials have polycrystalline structure and they comprise a set of grains separated by boundaries. The grain boundary is one of the basic structural elements in polycrystalline steel materials. The grain boundary represents an interface between two differently oriented crystals. This is the region of crystal imperfection. It is capable of moving and adsorbing impurities. The boundary has a high diffusive permeability.
In polycrystalline steel materials, the boundaries determine the kinetics of many processes. For example, movement of grain boundaries controls the process of recrystallization. A high diffusive permeability of grain boundaries determines the kinetics of diffusion-dependent processes at moderate temperatures. Embrittlement of steel material is connected with enrichment of grain boundaries in impurities.
Grain boundaries are normally divided into two large groups namely (i) low angle boundaries, and (ii) large angle boundaries. Low angle boundaries are sub-grain boundaries with an angle of less than 10 degrees. They represent networks or walls of dislocations. The structure of large angle boundaries is much more complicated. The progress in understanding the structure of grain boundaries is connected with elaboration of the models describing the observed microscopic properties of the boundaries.
Grain size determination
The size of the grain that is formed under a given treatment is determined from micro-sections after their etching. For C and alloyed steels the reagent used is 1ml to 5 ml HNO3 +100 ml ethyl or methyl alcohol. Austenitic steel is etched in a copper sulphate-chloride solution containing 10 grams copper sulphate, 50 ml hydrochloric acid, and 50 ml water. When C and low alloy steels are etched, the reagents turn pearlite dark and make visible the ferrite grain boundaries, the martensite structure, and tempering products. The etching rate rises with the amount of nitric acid. The etching time is from several seconds to a minute. Etching of austenitic steel reveals the austenite structure and the austenite grain boundaries.
Carburization is also used to establish the austenite grain boundaries. In this case, samples are heated to 930 deg C in a carburizing medium (e.g., a mixture of 40 % BaCO3 and 60 % charcoal), cooled, and etched.
In addition, an oxidation method is used according to which micro-sections are heated in vacuum to a temperature 20 deg C to 30 deg C higher than the quenching temperature and are soaked for 3 hours. Subsequently air is fed to the furnace for 30seconds to 60 seconds, and the samples are cooled in water. Before quenching it is desired to heat samples in borax melt at 930 deg C to 950 deg C for 30 seconds to 40 seconds and then cool them in water. After these treatments micro-sections are polished and etched in a 15 % solution of hydrochloric acid in ethyl alcohol. Grain boundaries are seen as the oxide network.
Apart from this, use is made of the method of etching austenite grain boundaries, the method of the network of ferrite (for steels with a C content of up to 0.6 %) or Fe3C (for hypereutectoid steels), and the method of the pearlite network for steels which are closer in composition to eutectoid steels.
The grain size is determined by comparing the observed microstructure at a 100x magnification with standard scales (the scales are elaborated so that at a magnification of 100x the grain number N corresponds to the formula ‘n =8 X 2 to the power n’, with n the number of grains per sq mm of the micro-section area) or by counting the number of grains per unit area of the micro-section, or by calculating the mean nominal diameter of the grains or their number per cubic millimeter.
The austenite grain boundary structure which is produced on heating above the critical points is important since the austenite transformation products formed during cooling (martensite and pearlite etc.) appear inside austenite crystals. A coarse austenite grain determines a coarse plate structure of martensite during quenching or a coarse cellular network of ferrite (cementite) precipitates at the boundary of the initial austenite grains during annealing or normalization. The pearlite structure is also the coarser and the larger is the pearlite grain.
As is known, a coarse grain structure of steel (ferrite-pearlite, martensite, etc.) is characterized by lower mechanical properties. For this reason a fine-grain structure of steel is desirable in practice.
Grain size refinement
It is possible to refine a coarse-grained structure and this is widely used in the heat treatment of steel. The grain refinement, which takes place on heating steels above the Ac3 temperature, is related to a transition to the austenite state through nucleation of numerous centres of the austenite phase. Development of these centres leads to formation of a relatively fine grained structure. Above Ac3 temperature, the cross sectional size of the grain is 10 mm -30 mm. Initially the grain size is independent of the grain of the starting structure. It can be very fine irrespective of whether the starting structure of the steel is fine or coarse. A fine grain structure of the restored austenite provides a fine grain structure of cooled steel irrespective of the structural components (pearlite, bainite, or martensite) which are formed. This is due to the fact that all the transformation products nucleate within each separate grain of austenite.
Excess phases (ferrite in hypo-eutectoid steel and Fe3C in hyper-eutectoid steel) precipitate at boundaries of small austenite grains, and the pearlite transformation is accompanied by the appearance of smaller pearlite colonies. Fine austenite grains determine the formation of fine-needle martensite. This underlies the grain refinement effect which is associated with heating above Ac3 temperature. Heating the steel above Ac3 temperature during full annealing, normalization, or quenching is followed by recrystallization. With an initially coarse grain structure, recrystallization results in refinement of grains at a heating temperature corresponding to Ac3 temperature.
If the heating temperature is much higher than Ac3 temperature, then the grain is enlarged again, and the expected correction of the structure during the gamma to alpha transformation does not take place. Refinement of crystallites is especially pronounced when transformation to the austenite state starts in many centres inside the initial structure. The formed centres are to have a random orientation, which is not connected with the orientation of the alpha phase in the initial structure. Normally such centres are sufficiently large in number so that the grain size does not exceed 15 mm to 30 mm. During pearlite precipitation of austenite, breaking of an austenite grain into pearlite colonies, each of which can be considered an independent grain, also represents refinement of steel.
Strengthening mechanism in steel
There are four strengthening mechanisms in steel namely (i) solid solution strengthening, (ii) grain size refinement, (iii) dispersion strengthening, and (iv) work hardening.
Solid solution strengthening is a phenomenon which occurs when the number of impurity atoms in the lattice of the basic element is so small that they are incapable of forming both stable and metastable precipitation phases under any heat treatment conditions. However the impurity atoms favour improvement of the mechanical properties. The presence of impurity atoms in the matrix lattice leads to distortion of the lattice because of the difference in size between the atomic radii of the impurity and the basic component. This in turn leads to the appearance of elastic deformation fields, which retard movement of dislocations in slip planes under the action of applied stresses. In addition, the impurity atoms can obstruct movement of dislocations by forming impurity atmospheres around them. Both of the above factors play a leading role in solid solution strengthening.
Carbon which is statistically uniformly distributed in the lattice of the alpha iron has an influence on the structure and properties of alpha iron. Solubility of C in alpha iron is much lower than in the gamma iron. It forms interstitial solid solutions with both types of irons. However, whereas the gamma iron lattice has sufficiently large pores for implantation of C atoms, the cubic lattice of the alpha iron suffers. Upon introduction of C atoms, a tetragonal distortion takes place which is similar to the one of the martensite lattice except that in the former case the distortion is much smaller. In addition, inserting of C atoms causes the entire lattice of the alpha iron to somewhat expand. Hence, C affects the properties of the alpha phase. Actually, there is a dependence of the YS on the C concentration in the solid alpha solution. The influence which C exerts on plastic deformation resistance of the alpha phase is due to its strong interaction with dislocations as well as pinning of the dislocations and elastic deformations arising as a result of the tetragonal distortion of the alpha phase lattice after insertion of C atoms.
The presence of C in lattices of different structural components formed during thermal treatment of steel also leads to changes in their mechanical properties. As an example, the location of inserted C atoms primarily in one of the sub-lattices of interstitial sites during the martensite formation brings about additional tetragonal distortions of the martensite crystal lattice. This enhances plastic deformation resistance owing to the interaction between the stress fields around C atoms and those at dislocations. The influence of C dissolved in the alpha phase on the mechanical properties of steel is also witnessed in the case of the ferrite – pearlite transformation. The dissolution of part of the C in the alpha phase suggests that the solid solution strengthening of the phase is one of the factors providing the high strength properties of intermediate transformation products.
Grain size refinement of steel has a strengthening effect on steel. Impact strength is especially sensitive to the austenite grain size, and it decreases with grain enlargement. A decrease in the dimensions of pearlite colonies inside the initial austenite grain also favours a rise in impact strength.
Although the grain size has a considerable effect on impact strength, its influence is small if any on the individual mechanical properties such as hardness, fracture stress, YS, and specific elongation. Only the actual grain size affects steel properties, the inherited size has no effect. However, the technological process of heat treatment is determined by the inherited grain.
In the steels, precipitation of supersaturated solid solutions formed during quenching is followed by precipitation of disperse particles enriched in atoms of the alloying components. The strength (hardness) of the steels increases with the precipitation of these particles. The increment in the value of these characteristics increases as the dispersion and volume fraction of the particles increase. This phenomenon has been referred to as dispersion strengthening.
Precipitation of supersaturated solid solutions takes place during the heating (aging) of quenched steels. The strengthening is due to an increase in resistance to the movement of dislocations in a crystal when obstacles (barriers) of any type are formed. In aging steels, dislocations meet regions which retard their movement. The character of interaction between moving dislocations and precipitates of the second phase can be different depending on the phase morphology and structure. The total effect of aging on the strength properties of steels is determined by (i) the strength of the precipitates formed, (ii) the volume fraction of precipitates, (iii) the degree of precipitate dispersion, (iv) morphology, structure, and type of binding with the matrix, and (v) temperature.
When a solid solution of C in alpha Fe is cooled below A1 temperature, C precipitates as Fe3C with lowering of the C solubility and a decrease in temperature. This process takes place under sufficiently slow cooling, which is accompanied by diffusion processes, leading to the formation of cementite. In the case of abrupt cooling (water quenching) C has no time to precipitate. A super-saturated alpha solid solution appears. During subsequent storage at room temperature (natural aging) C tends to precipitate from the solid solution. Carbon enriched regions appear primarily in defective sections of the matrix. Precipitation of C from a supersaturated solid solution during natural aging results in an improvement of its strength properties and hardness. However, plastic properties such as reduction in area, specific elongation, and impact strength are deteriorated and the phenomenon of dispersion strengthening is seen.
As the heating temperature is increased (artificial aging), dispersion strengthening accelerates. This is due to the intensification of diffusion processes with an increase in temperature. The total process of C precipitation from the super-saturated solid solution in alpha Fe comprises several successive processes. Mechanical properties and hardness are not sensitive to structural changes which take place during the aging of the steels. Sharp changes in properties indicate alterations in the structural state of the steel.
A maximum change in mechanical properties during precipitation is achieved only if excess crystals in a highly disperse state precipitate. Subsequent coagulation of the crystals leads to degradation of the properties.
The influence of different solubilities of C in alpha Fe on the properties of the steel (dispersion strengthening) during low temperature aging is prominent in low C steels. In steels containing C higher than 0.4 %, the above effects are not noticed due to the influence of Fe3C particles formed during the pearlite transformation. Besides, nucleation of the precipitating phase can be inhibited owing to migration of C to the Fe3C-ferrite interfaces. As a result, the amount of C concentration at lattice defects decreases.
Cold plastic deformation greatly accelerates precipitation of a supersaturated solid solution. This is due to an increase in the density of dislocations, which are preferable sites of heterogeneous nucleation of precipitates as well as to an increase in the concentration of vacancies, which facilitates the diffusion of C to clusters. Mechanical properties change during aging after cold working in the same way as after quenching, that is, the YS, the fracture stress, and hardness are altered. With an increase in aging time, specific elongation and reduction in area decrease and the tendency to brittle fracture is enhanced. The rate of change is higher than in quenched steel. Also, the nature of the changes is different. Whereas in the case of aging after quenching, hardness reaches a maximum and then drops, after cold working hardness does not decrease with the aging time. As the aging temperature is raised, the maximum hardness of quenched steel lowers, while after cold working hardness is independent of the aging temperature. This is explained by the fact that a considerable amount of C is concentrated near dislocations. Few, if any, clusters nucleate in the matrix homogeneously. Consequently, clusters cannot grow at the expense of other clusters, i.e., they cannot coagulate.
An important method used to strengthen steels is deformation strengthening. Strengthening achieved with crystal deformation can be judged from the shape of stress-strain curves. The actual shape of these curves largely depends on the crystal lattice type of the metal, its purity, and thermal treatment.
In the case of cubic lattice steels, strengthening curves are parabolic, whereas for hexagonal lattice metals a nearly linear dependence is observed between the stress and the strain. This fact suggests that plastic deformation strengthening is determined mainly by the interaction of dislocations and is associated with the structural changes which retard the movement of dislocations. Metals with a hexagonal lattice are less prone to deformation strengthening than cubic lattice steels because the hexagonal lattice has fewer easy slip systems. In cubic lattice steels, the slip proceeds in several intersecting planes and directions.
There are three stages during the work hardening. The first stage is due to the easy slip. It depends on the orientation of the crystal relative to external forces and on the presence of impurities. This stage is characterized by a linear dependence of strain stresses on the strain at a small work hardening rate. Dislocations usually slip in primary systems.
In the second stage the work hardening rate is much higher than the first stage. Dislocations move in intersecting slip planes and, on colliding, form additional obstacles to their movement. This state is most extensive in the stress-strain curve. The ratio between the work hardening rate and the shear modulus (or any other elastic constant) is almost independent of the applied stress and temperature. It depends little on the crystal orientation and presence of impurities.
In the third stage changes are possible in the distribution of dislocations. They can either get around obstacles which retard their movement at the second stage or interact with dislocations. As a result, the work hardening rate is lower compared to which is observed during the second stage. At this stage, a partial relaxation of stresses can occur owing to the appearance of the secondary slip system. The reduction of distortion can have the result that deformation continues in the primary system, which gets rid of a certain number of dislocations passing to the system. A characteristic feature of deformation in the third stage is the development of a cross-slip representing the main mechanism by which dislocations bypass the obstacles formed in the second stage.
Heat treatment processes for steels
There are three basic processes for the heat treatment of steels. These are (i) annealing, (ii) quenching, and (iii) tempering.
Annealing
Annealing process of steels has different methods namely (i) diffusion annealing, (ii) softening, (iii) phase recrystallization annealing or full annealing (normalization, high temperature or coarse grain annealing, and pearlitization), and (iv) stress relief annealing and recrystallization annealing.
The objective of diffusion annealing is to eliminate, as far as possible, in-homogeneities in the chemical composition, in particular liquation in-homogeneities, which occur during crystallization of steels. This annealing is usually carried out in the range of the gamma solid solution at a temperature of 1100 deg C to 1300 deg C. Diffusion annealing can be used primarily to smoothen out a difference in the content of alloying elements, the difference being due to the inter-crystal liquation. This shows up as smearing of dendrites with an increase in temperature and heating time. Differences in micro-hardness are removed simultaneously. The overall hardness of the steel decreases since liquation regions possessing high hardness is removed. Some average hardness is attained. The success of diffusion annealing largely depends on the steel purity and liquation. This type of annealing is generally used to improve properties of medium purity steels.
Softening is used to produce the structure of globular pearlite. This structure is very soft and readily lends itself to deformation during drawing and cold rolling etc. Steels with a low C content become too soft after this annealing treatment. The globular pearlite structure is favourable in steels with a C concentration of more than 0.5 %. Another goal of softening is to produce a uniform fine structure with finely dispersed C after quenching. The simplest method of softening consists in holding for many hours at a temperature slightly above Ac1 temperature. In this case, martensite which is left from the previous treatment is removed and the work hardening caused by cold working is eliminated. Cooling after softening can be done in air starting from 600 deg C. Refinement of the structure subjected to softening is achieved only above the point A1 temperature.
Phase recrystallization annealing consists of a twofold gamma to alpha transformation, which takes place during this annealing. It leads to the appearance of a fine grained uniform structure differing completely from the initial structure. Refinement of the grain during normalization results in the disappearance of the Widmanstätten and coarse grained cast structures, which have poor mechanical properties. Inhomogeneity of the structure in the work hardened state is removed. The closer the annealing temperature is to Ac3 temperature and the shorter the holding time at this temperature, the finer is the grain. Refinement of the grain structure is also facilitated if the heating rate to the annealing temperature and the cooling rate from this temperature are increased.
In the case of normalization, cooling is done in air. Here it is important to allow for different rates of cooling along the cross section of large sized products. The arising thermal stresses are removed by stress relief annealing or high temperature tempering. To obtain a fine grained structure, rapid cooling is done only over the transformation temperature interval. The normalization heating temperature is not to be much higher than the transformation point, or else the grain may be too coarse (overheating). An excessively long holding time also have the same result. The optimal heating temperature is determined by the C content.
Stress relief annealing and recrystallization annealing removes macroscopic stresses which are present in cold worked steels due to the dislocation pile ups and crystal lattice distortions. Normally these stresses are very high. Changes in properties which occur during the cold working can be rectified during subsequent heating. The greater is the degree of cold working, the lower is the heating temperature. Depending on the temperature and time of annealing, various structural changes take place in a cold worked material. The changes are divided into recovery and recrystallization processes.
Recovery is a totality of any spontaneous process of variation in the density and distribution of defects before the onset of recrystallization. If recovery proceeds without the formation and migration of sub-grain boundaries inside the recrystallized grains, it is called restoring. If sub-grain boundaries are formed and migrate inside the crystallites, recovery is referred to as polygonization.
Restoring does not include an incubation period. Properties start changing right at the beginning of annealing. Restoring is accompanied by a redistribution of point defects whose concentration decreases subsequently from excess concentration to the equilibrium concentration. Simultaneously, dislocations are redistributed and unlike-sign dislocations are annihilated.
The structure of steel starts changing drastically from a certain annealing temperature. New rather equilibrium grains are seen along with extended cold worked grains. They differ from the grains of the deformed matrix by having a more perfect internal structure. As distinct from the polygonized structure, recrystallized grains are separated from the matrix with large angle boundaries.
The formation and growth of grains with a more perfect structure which are surrounded by large angle boundaries at the expense of initially cold worked grains of the same phase is called primary recrystallization. Recrystallization begins with an incubation period. The recrystallization rate increases initially from zero to a maximum and then decreases due to an ever rising number of new grains in contact with one another.
Inclusions of insoluble impurities (carbides, nitrides) lower the tendency to growth of recrystallized grains. This is especially important in the case of ferritic steels, which are prone to grain growth. Another phase can precipitate during recrystallization in alloy steels which are subjected to a strong cold working.
Sometimes the intensive growth of individual crystals can be seen after a strong deformation and long holding (for several days) at temperatures close to the melting point. This phenomenon is called secondary or collective recrystallization.
Quenching
Quenching is the strengthening treatment. It consists of cooling from the temperature range of the solid solution at such a rate that transformation in the primary and bainite ranges are suppressed and martensite is formed. In this state, steel has the property of the highest hardness. There is a distinction between (i) normal quenching, which is used mainly for treatment of medium C and high C steels, and (ii) quenching after a thermo-chemical treatment (carburization, high temperature cyaniding etc.), which is used for low C steels.
In case of normal quenching for providing a required cooling rate during quenching, different cooling media and methods are used. Water, oil, or air can serve as the cooling medium. Many alloy steels, which have a high stability of austenite, are subjected to step quenching. With this method of quenching, the temperature drop is less than in the case of direct cooling to room temperature and consequently quenching stresses are less.
Some quantity of austenite is retained during quenching even in steels with a relatively small C content. For this reason it is impossible to impart the maximum hardness to a product. Since austenite is stable at room temperature and passes to martensite at lower temperatures, steels are being given a subzero treatment. Under this treatment quenching is continued and steels with a high content of retained austenite are immersed in liquid nitrogen (N2) or quenching mixtures whose temperature is below 0 deg C.
For surface quenching (if it is necessary to harden only the surface layer to a preset depth), special quenching heating schedules are used. The surface of the steel is fully heated, while the core is cold and remains unquenched on subsequent fast cooling. The selection of steel for surface quenching is governed by the sensitivity of the steel to quick heating and cooling. For this reason the C concentration is limited to 0.7 % to prevent cracking of the steel.
Among the quenching defects, the main defects are excessive holding and overheating. They show up as enlargement of martensite needles and coarse grain fracture. This leads to a high brittleness of quenched steel and the formation of cracks. Cracks are frequently formed at the boundaries of initial austenite grains. A low quenching temperature or too short a holding time at the given temperature causes incomplete quenching. In this case, the quenched steel is insufficiently hard.
Carburization is the thermo-chemical treatment which is associated with surface saturation of steel with C and N2. These elements quickly dissolve in Fe by the interstitial method and are capable of rapid diffusion to a considerable depth. Low C steels are subject to carburization. Carburization is usually carried out at 900 deg C to 950 deg C. Gas carburization is used mostly, under which steel is heated in the atmosphere generated from a gas which contains predominantly methane (CH4) or from liquid hydrocarbons (kerosene and gasoline etc.). Carburization is aimed at enrichment of the surface layer with carbon. The required strengthening of the surface layer is achieved by quenching, which is done after the carburization. The specific volume of the quenched carburized layer is higher than the specific volume of the core, and hence considerable compression stresses arise in the layer. This improves the fatigue strength of the steels.
Cyaniding consists of the saturation of the surface of steels with C and N2 in a cyanide-containing salt bath. The C-N2 ratio in the diffusion layer is controlled by changing the medium’s composition and the processing temperature. Advantages of cyaniding over carburization consist in a shorter processing time and improvement in the wear and corrosion resistance (owing to the presence of N2 in the surface layer).
Tempering
The main purpose of tempering is to provide a disperse structure at a preset degree of cooling. In the case of low C steels, quenching serves as tempering even if the steel is not subjected to high temperature tempering it has a high viscosity and a relatively high strength.
When some of the steels are quenched in oil, a structure is formed even during transformation in the bainite range which is more disperse than the one formed after cooling in air. But the most disperse distribution of carbides and the most favorable properties are obtained after martensite tempering. The structure dispersion has the highest effect on the YS. An improvement of the fracture stress and YS and an increase in the fracture stress -YS ratio can be taken as a measure of the tempering efficiency. The tempering efficiency depends on the cross-sectional area and on the content of C and alloying elements in the steels.
Although to achieve a thorough quenching the critical quenching rate has to be exceeded over the entire cross section, full tempering does not require this procedure. As an example, in quenched steel which has martensite in the surface zone and pearlite in the core, the hardness of the core can sometimes be higher than that of the surface zone after tempering. This is particularly the case during a short tempering when precipitation of carbides from martensite proceeds faster than the coagulation of pearlite plates.
Tempering of hypo-eutectoid steels which do not contain free ferrite gives a uniform improved structure. In the presence of ferrite precipitates, the fracture stress-YS ratio decreases and the impact strength is lesser than in the surface zone. Hence, in selecting the content of C and alloying elements and particular conditions of austenitization and cooling, the size of the steel product to be tempered is required to be considered. For tempering to give adequate properties, it is often enough to suppress the formation of ferrite during continuous cooling. Only when a very high fracture stress is required an abrupt cooling is used for tempering. In this case, susceptibility to full tempering can be improved by raising the quenching temperature and thus enlarging the austenitic grain size.


