Deteksi Kesalahan Dan Diagnostik Dalam Pemeliharaan Peralatan
Memahami kegagalan peralatan dan mengembangkan strategi untuk mendeteksi dan mendiagnosisnya adalah salah satu elemen kunci pemeliharaan peralatan.
Tujuan artikel ini adalah untuk menyajikan gambaran umum tentang Deteksi dan Diagnostik Kesalahan yang diterapkan untuk meningkatkan proses perawatan peralatan dan meningkatkan keandalan aset.
Kisah di balik deteksi dan diagnostik kesalahan
Pada hari-hari awal, pemeliharaan peralatan dibatasi untuk memperbaiki aset yang rusak dan melakukan pemeliharaan rutin dasar berdasarkan interval waktu yang kaku. Profesional pemeliharaan sangat proaktif bahkan jika mereka menginginkannya. Kemampuan mereka untuk mengumpulkan, menyimpan, dan menganalisis data tentang kesehatan dan kinerja peralatan terlalu terbatas.
Namun, karena kemajuan yang konsisten dalam kontrol berbasis mikroprosesor, otomatisasi, akuisisi data waktu nyata, dan sistem seperti Deteksi Kesalahan dan Diagnostik (FDD), cara kami melakukan perawatan peralatan telah berubah secara signifikan.
FDD dalam perawatan peralatan
Tujuan Fault Detection and Diagnostics dalam konteks perawatan peralatan adalah untuk mengoptimalkan biaya perawatan sambil tetap meningkatkan kehandalan, ketersediaan, rawatan dan keamanan (RAMS) peralatan.
FDD berfungsi dengan terus memantau dan menganalisis data pemantauan kondisi dan mendeteksi adanya anomali (jika ada). Kumpulan data kondisi peralatan kemudian diproses oleh algoritme diagnostik kesalahan, terkadang tertanam di dalam peralatan itu sendiri, untuk menghasilkan peringatan kegagalan bagi operator peralatan dan memungkinkan intervensi pemeliharaan tepat waktu.
Dalam beberapa kasus, algoritme cukup canggih bahkan untuk memulai tindakan penahanan kegagalan untuk mengoreksi kegagalan itu sendiri secara otomatis dan mengembalikan peralatan ke kondisi sehatnya.
Elemen utama dari sistem deteksi dan diagnostik kesalahan
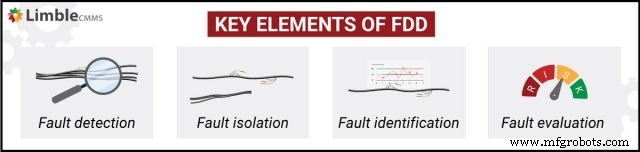
FDD, seperti namanya, berisi deteksi dan diagnosis kegagalan peralatan. Diagnosis kegagalan dapat dipecah menjadi isolasi dan identifikasi kegagalan.
Evaluasi kegagalan sering ditambahkan dalam lingkup FDD karena membantu untuk memahami tingkat keparahan kegagalan pada kinerja sistem – aspek penting dari manajemen pemeliharaan.
Namun demikian, algoritma Deteksi Kesalahan dan Diagnostik untuk peralatan apa pun harus berisi setidaknya empat proses utama yang tercantum di bawah ini (ini juga dapat merupakan proses nonlinier, asalkan beberapa langkah terjadi pada saat yang bersamaan):
Kita perlu membahas setiap elemen secara lebih mendetail untuk benar-benar memahami cara kerja deteksi kesalahan dan diagnostik.
1. Deteksi kesalahan
Deteksi kesalahan adalah proses menemukan adanya kesalahan pada peralatan apa pun sebelum ia memanifestasikan dirinya dalam bentuk kerusakan. Ini adalah tahap paling penting dari FDD karena semua proses hilir bergantung pada akurasinya.
Jika peralatan tidak dapat menemukan mode kegagalan yang tepat (atau jika deteksi salah dan memicu alarm palsu), maka isolasi, identifikasi, dan evaluasi juga tidak akan efektif.
Ada dua pendekatan utama untuk deteksi kesalahan:
Deteksi kesalahan berbasis model: Hal ini dilakukan melalui pemodelan matematis dari sinyal dan proses.
Deteksi kesalahan berbasis pengetahuan: Ini adalah metode yang memanfaatkan data historis pada kinerja peralatan.
Deteksi kesalahan berbasis model
Dalam deteksi berbasis model, kami mendefinisikan seperangkat aturan teknik yang ditulis sesuai dengan hukum fisika yang mendefinisikan hubungan subsistem dan komponen di dalam peralatan. Setiap kali aturan dilanggar, algoritme dapat mendeteksi kesalahan dan menjalankan diagnosis kesalahan.
Salah satu contoh pendeteksian gangguan berbasis model adalah penggunaan time-domain reflectometry (TDR) untuk mendeteksi gangguan pada kabel bawah tanah. Dalam TDR, sinyal dikirim melalui kabel uji dan diterima setelah dipantulkan dari titik gangguan.
Jika kabel memiliki diskontinuitas atau impedansi tinggi, sebagian sinyal akan dipantulkan kembali ke alat uji atau penerima. Dengan menganalisis waktu kembali sinyal dan kecepatan sinyal yang dipantulkan, peralatan uji dapat mendeteksi sifat gangguan pada kabel sebagai gangguan hubung terbuka atau gangguan hubung singkat.
Contoh deteksi berbasis aturan sederhana lainnya berasal dari rangkaian pengoperasian sistem pengisian, pembatasan, dan pengemasan botol pada sistem ban berjalan. Aturan sederhana dapat dibuat yang menunjukkan hierarki proses seperti:
botol tidak dapat ditutup sampai botol terisi cairan
botol tidak dapat dikemas kecuali diisi dan ditutup
Jika terjadi kesalahan pada mekanisme tutup botol, algoritma akan mendeteksi gangguan yang masuk pada sistem pengemasan. Ini akan memberi tahu operator pengemasan jauh sebelumnya. Persiapan yang diperlukan dapat dilakukan untuk meminimalkan kerugian operasional di sisi pengemasan ban berjalan.
Deteksi kesalahan berbasis pengetahuan
Agar deteksi kesalahan berbasis pengetahuan berfungsi, pertama-tama kita perlu menetapkan garis dasar. Ini dilakukan dengan mengambil parameter kinerja peralatan seperti tegangan, arus, getaran, suhu, tekanan dan variabel proses lain yang relevan – saat peralatan bekerja dalam kondisi normal.
Tujuannya adalah untuk mengembangkan tanda tangan peralatan di bawah operasi normal.
Setelah itu, parameter yang sama diambil secara terus menerus dan dikorelasikan dengan tanda “sehat” untuk menangkap penyimpangan melalui antarmuka analisis statistik – pengenalan pola yang dilakukan melalui pembelajaran mesin atau jaringan saraf tiruan.
Kita dapat menggunakan teknik ini untuk memprediksi kegagalan bantalan motor melalui data sensorik yang dikumpulkan dari bantalan dan motor secara umum.
Sejumlah besar data yang diambil dari waktu ke waktu – riwayat proses – dapat dianalisis menggunakan algoritme statistik. Ini membantu kami memahami dampak dari berbagai kondisi yang dialami motor, seperti peringkat termal, tekanan mekanis, atau beberapa kondisi pengoperasian lain yang terjadi dalam keadaan khusus.
Algoritme kemudian mengkorelasikan dampak kondisi ini pada penurunan kesehatan bantalan dan memprediksi tingkat kegagalan dan kondisi kesehatan motor secara keseluruhan.
Berdasarkan tanda tangan data ini, analisis dapat dibuat untuk memprediksi kesehatan peralatan di masa depan. Selain itu, alarm yang diperlukan dapat dipicu dan diagnosis kesalahan dapat dilakukan, sehingga operator/teknisi dapat mengambil tindakan yang tepat.
Data yang sama dapat digunakan untuk menetapkan strategi perawatan prediktif selama sisa umur motor.
2. Isolasi kesalahan
Tujuan dari proses isolasi kesalahan adalah untuk melokalisasi kesalahan ke komponen terendah yang dapat diganti. Dalam beberapa aplikasi, deteksi kesalahan dan isolasi berjalan seiring; mereka dapat, tentu saja, menjadi modul proses yang terpisah. Hal ini karena proses pendeteksian dan pelokalan kesalahan pada dasarnya terjadi pada waktu yang bersamaan, keduanya dilakukan oleh algoritma Fault Detection and Isolation (FDI).
Sebagai contoh, perhatikan contoh pengujian TDR untuk kabel bawah tanah. Sinyal pulsa yang dikembalikan dari kabel secara bersamaan menunjukkan keberadaan dan lokasi gangguan melalui waktu dan kecepatan sinyal pulsa yang dikembalikan.
Aspek penting dari isolasi kesalahan adalah bahwa kesalahan harus ditempatkan pada komponen terendah yang bisa diganti. Hal ini dilakukan untuk meningkatkan akurasi isolasi dan mengurangi dampak downtime.
Dalam kasus contoh sistem konveyor botol yang dijelaskan sebelumnya, pendeteksian harus dapat menunjukkan dengan tepat lokasi kegagalan, seperti kegagalan kartu kendali dalam mekanisme tutup botol.
Jika deteksi hanya menunjukkan kegagalan tingkat tinggi di ban berjalan, itu tidak terlalu membantu bagi teknisi yang melakukan diagnosis – ada beberapa sistem pada konveyor yang sama yang berpotensi gagal.
Informasi yang akan sangat mempercepat proses perbaikan adalah mengetahui letak kesalahan yang akurat.
3. Identifikasi kesalahan
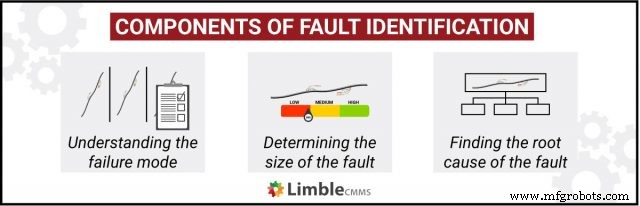
Tujuan dari identifikasi kesalahan adalah untuk memahami mode kegagalan yang mendasari, menentukan ukuran kesalahan, dan menemukan akar penyebabnya. Metode diagnosis kesalahan mungkin berbeda, tetapi langkah-langkah yang harus diikuti umumnya sama.
Memahami mode kegagalan yang mendasarinya
Pemahaman mendalam tentang mode kegagalan membutuhkan kerja:
kita perlu menganalisis bagaimana kesalahan berperilaku pada waktu yang berbeda
sehingga kami dapat mengembangkan tanda tangan varian waktu dari mode kegagalan
dan mengklasifikasikannya ke dalam kategori yang berbeda
Menentukan ukuran kesalahan
Terlepas dari metode deteksi kesalahan yang diterapkan, ukuran atau besarnya kesalahan memainkan peran penting dalam menentukan tingkat toleransi kesalahan yang diinginkan yang perlu dibangun ke dalam desain peralatan.
Jika besaran gangguan rendah, sistem hanya perlu mampu menahan gangguan untuk waktu yang lebih lama sampai gangguan teratasi dengan sendirinya. Contoh sempurna adalah mengizinkan peralihan arus lebih sementara pada peralatan listrik, selama hal itu tidak berdampak signifikan terhadap kinerja peralatan.
Sekarang, jika besarnya kesalahan sangat tinggi, metodologi yang berbeda diperlukan:insinyur harus menggunakan redundansi aktif atau pasif untuk meningkatkan toleransi kesalahan pada perangkat mereka.
Menemukan akar penyebab
Deteksi kesalahan dan algoritma diagnostik adalah inti dari sistem diagnosis kesalahan yang baik. Ini didasarkan pada prinsip-prinsip pembelajaran mesin, dan dapat digunakan untuk mengidentifikasi anomali dalam aliran data yang berasal dari peralatan, menentukan akar penyebab di baliknya.
Mengidentifikasi beberapa mode kegagalan sangat mudah, sementara yang lain dapat menjadi tantangan dan memerlukan perhitungan matematis yang ekstensif.
Mari kita gunakan motor induksi AC tiga fasa tegangan tinggi dan daya tinggi sebagai contoh.
Lebih sering daripada tidak, mode kegagalan yang mendasarinya bersifat mekanis dan terkait dengan bagian putar motor:belitan rotor korsleting, kegagalan bantalan, dan kerusakan rotor. Karena rotor adalah komponen yang bergerak cepat, seseorang tidak dapat memasang sensor langsung di atasnya.
Algoritme FDD yang canggih dapat digunakan untuk menghasilkan tanda tangan arus terminal stator motor yang sehat dan membandingkannya dengan tanda tangan saat ini dalam kondisi yang salah.
Misalnya, saat batang rotor putus, pulsa yang dihasilkan pada arus stator adalah dua kali frekuensi arus stator motor. Ada korelasi tidak langsung antara pemutusan mekanis batang rotor dan fluktuasi arus stator.
Tren yang muncul tersebut dianalisis oleh Deteksi Kesalahan dan algoritma Diagnostik dan dapat digunakan untuk menemukan kemungkinan akar penyebab yang diturunkan dan ditampilkan secara real-time di dasbor langsung.
Penggunaan algoritma identifikasi kesalahan tersebut telah secara signifikan mengurangi jumlah waktu yang dibutuhkan teknisi untuk memecahkan masalah peralatan dan mencapai akar penyebab kegagalan. Diagnostik akar penyebab otomatis telah sangat berkontribusi dalam mengurangi waktu henti peralatan, meningkatkan waktu rata-rata untuk perbaikan, dan meningkatkan keandalan pabrik secara keseluruhan.
4. Evaluasi kesalahan
Setelah mode kegagalan dan akar penyebab yang terkait diidentifikasi, langkah selanjutnya adalah mengevaluasi dampak dari jenis kesalahan tersebut pada kinerja sistem secara keseluruhan.
Kita perlu mempertimbangkan faktor-faktor seperti:
dampak kesalahan pada lingkungan dan sistem lainnya
dampak kesalahan pada keamanan sistem
kerugian finansial karena downtime
kebutuhan untuk membuat keputusan penggantian modal (jika tingkat keparahan kegagalan cukup untuk menjamin penggantian peralatan daripada memperbaikinya)
melalui GIPHY
Evaluasi kesalahan adalah elemen penting dari keseluruhan proses karena ini bertujuan untuk memahami tingkat keparahan kesalahan . Ini membantu teknisi keandalan memberikan validasi dan menghitung risiko kegagalan, yang keduanya akan berdampak besar pada persyaratan pemeliharaan, rekomendasi, dan pengoptimalan.
Misalnya, hasil FDD untuk satu peralatan dapat menyiratkan tingkat kegagalan yang meningkat pesat. Namun, dampak kesalahan itu bisa minimal pada kinerja sistem secara keseluruhan, sehingga membuat risiko keseluruhan menjadi moderat. Dalam hal ini, strategi pemeliharaan yang kurang ketat seperti run-to-failure atau pemeliharaan preventif bisa cukup untuk mengelola risiko.
Deteksi Kesalahan dan Diagnostik untuk peralatan lain mungkin menunjukkan tingkat kegagalan yang meningkat, bersama dengan dampak kegagalan yang tinggi pada kinerja sistem secara keseluruhan. Dalam hal ini, program pemeliharaan prediktif yang paling ketat harus diterapkan meskipun biayanya tinggi. Hal ini karena peningkatan biaya pemeliharaan dijamin untuk mencegah dampak besar yang akan jauh lebih mahal.
Mengoptimalkan pemeliharaan dengan FDD
Singkatnya, deteksi kesalahan dan diagnostik memainkan peran yang menentukan dalam mengoptimalkan rezim pemeliharaan untuk setiap bagian dari peralatan, di seluruh siklus hidupnya.
Dengan munculnya teknologi komputasi cepat, pemrosesan data besar, dan algoritme pembelajaran lanjutan, deteksi kesalahan tradisional telah berkembang menjadi sistem manajemen kesalahan otomatis yang tidak hanya mendeteksi kesalahan, tetapi juga mengidentifikasi akar penyebab dan menerapkan tindakan korektif untuk menghindari pengulangan di masa mendatang.
Otomatisasi serangkaian proses manual tersebut telah memungkinkan teknisi keandalan dan pemeliharaan untuk menerapkan prediksi pada kesehatan peralatan, memperoleh kinerja peralatan di masa depan, dan membentuk interval perawatan yang optimal.
Satu-satunya hal yang tersisa untuk mereka lakukan adalah menjalankan perangkat lunak manajemen pemeliharaan terkomputerisasi (CMMS), melacak kondisi aset kritis mereka, dan menjadwalkan pekerjaan pemeliharaan yang sesuai.