OEE (keefektifan peralatan secara keseluruhan) adalah salah satu pengukuran terbaik yang dapat Anda gunakan untuk mengoptimalkan proses produksi.
Ketika berbicara tentang produksi dalam skala besar, perbaikan kecil dapat memberikan dorongan yang signifikan untuk keuntungan Anda. Hal itu terutama terlihat dalam industri manufaktur di mana mengurangi beberapa detik pada satu proses produksi atau mengurangi jumlah cacat hanya 1% dapat menghasilkan puluhan ribu dolar setiap bulan.
Lanjutkan membaca artikel ini dan pelajari cara memanfaatkan OEE sepenuhnya dan memaksimalkan hasil produksi. Kami mendiskusikan definisi, menjelaskan rumus, dan memberikan contoh praktis.
Apa dan Mengapa OEE
Kami tidak akan berbohong kepada Anda. OEE bisa terasa rumit. Tetapi kerumitan itulah yang memberi Anda begitu banyak informasi bermanfaat. Kami akan membongkar semuanya dan mengambilnya selangkah demi selangkah.
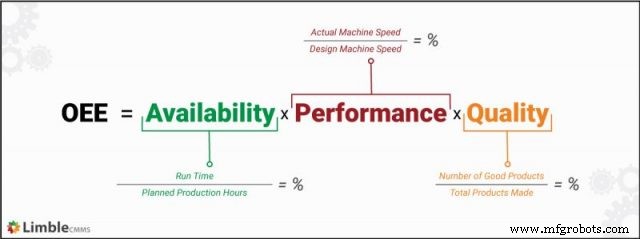
OEE adalah singkatan dari “Overall Equipment Effectiveness”. Singkatnya, OEE adalah indikator kinerja utama (KPI) yang membandingkan kinerja ideal peralatan Anda dengan kinerja sebenarnya.
Ini adalah cara yang dapat diukur (yaitu, menggunakan angka) untuk mengetahui seberapa baik peralatan, orang, dan proses Anda melakukan pekerjaan mereka dengan mengukur:
waktu yang tersedia/waktu aktif (ketersediaan )
menjaga kecepatan dan konsistensi (kinerja )
menghasilkan sedikit cacat (kualitas )
OEE menggunakan data produktivitas untuk menemukan persentase waktu produksi yang baik pada suatu aset. Itu berarti bahwa setiap peralatan mendapatkan skor OEE-nya sendiri.
Meskipun mencetak setiap mesin mungkin terdengar tidak menyenangkan, itu sepadan dengan usaha. OEE mengukur produktivitas alat berat, ya. Tetapi juga memperhitungkan manusia yang menjalankannya. Anda tahu dan juga kami tahu bahwa mesin tidak selalu menjadi masalah. Staf dan proses juga cenderung menurunkan produktivitas.
Utopia produksi
Mesin barumu bekerja dengan baik dan tidak pernah rusak. Staf Anda terlatih dengan baik, tidak pernah terlambat, dan tidak pernah membutuhkan istirahat. Anda hanya memproduksi satu jenis produk di semua shift, selamanya. Setelah proses diatur, itu diikuti 100% dari waktu.
Kesempurnaan semacam itu tidak mungkin (dan juga agak menyeramkan dengan cara sci-fi itu). Di sana akan menjadi changeover dan cacat. Akan ada waktu henti, kerusakan, masalah staf, dan langkah-langkah yang terlewatkan. Hari yang panas dan lembab, yang tidak dapat dikendalikan oleh siapa pun, akan membuat sesuatu – atau seseorang – menjadi terlalu panas. Dan itu hanya masalah kecil.
Karena kami tahu bahwa produktivitas 100% tidak dapat dicapai, bagaimana Anda tahu jika Anda sudah cukup melakukannya? Berapa banyak penyimpangan dari tingkat produktivitas fiksi ilmiah yang OK? Dan ketika Anda menyimpang terlalu jauh darinya, bagaimana Anda bisa mulai menjadi lebih baik?
Semua ini adalah mengapa OEE ada di tempat pertama. Anda tahu bahwa produktivitas tidak akan pernah sempurna. OEE memberi Anda cara untuk menilai seberapa dekat proses Anda dengan ideal. Tidak hanya itu, tetapi juga memberi Anda arahan tentang cara meningkatkan:
ini membantu Anda merinci tempat terjadinya masalah sehingga Anda dapat memperbaikinya dengan lebih mudah
ini adalah diagnostik alat untuk proses produksi Anda
dengan cepat mengungkap kerugian serta area yang sangat produktif
ini membantu mendorong Anda semakin dekat ke tingkat produktivitas tertinggi
Beberapa hal yang perlu diketahui sebelum Anda OEE
Saat memulai dengan OEE, ada beberapa praktik terbaik yang harus Anda ikuti untuk memastikan kesuksesan Anda.
Mulai dari yang baik
Keefektifan peralatan secara keseluruhan membawa program manufaktur Anda dari baik menjadi hebat – jadi Anda harus memulai dari “baik”. Artinya:
Memiliki SOP (prosedur operasi standar) yang solid
Mampu mengukur dan melacak data produktivitas dari waktu ke waktu
Jika Anda berada dalam Pemeliharaan, ini mungkin tidak secara langsung menjadi bagian dari pekerjaan Anda. Anda harus bekerja dengan lini produksi dan manajer Anda. Mereka akan memiliki akses ke data yang Anda butuhkan dan menjadi mitra Anda dalam memperbaiki masalah setelah Anda menemukannya.
Anda, pada gilirannya, juga akan menjadi mitra bagi mereka. Program pemeliharaan Anda juga harus berada di tempat yang baik, dengan PM yang diminyaki dengan baik dan alat-alat seperti Limble untuk membantu pengumpulan data.
Memainkan permainan panjang
OEE dapat memperoleh imbalan yang signifikan. Tetapi banyak yang menghindarinya karena upaya yang diperlukan untuk melacak dan mengumpulkan data yang Anda butuhkan dari waktu ke waktu.
Jika Anda melakukan manufaktur skala menengah atau besar, Anda akan senang telah memberikan waktu dan usaha. Menyimpan dua detik di sini dan tiga cacat di sana akan berdampak besar pada laba Anda. Dan setelah Anda melakukan peningkatan tersebut, penghematan dan efisiensi yang Anda peroleh hanya akan bertambah seiring waktu.
Mendalami
OEE memberi Anda pemahaman mendalam tentang produktivitas Anda. Dengan kedalaman dan detail yang lebih besar ini, Anda akan menemukan bahwa Anda dapat melakukan banyak hal yang sebelumnya tidak dapat Anda lakukan. OEE mengukur produktivitas alat berat, ya. Tapi itu juga memperhitungkan manusia yang menjalankannya juga.
Anda juga tahu bahwa mesin tidak selalu menjadi masalah. Staf dan proses kemungkinan besar akan menyebabkan masalah dan mengurangi produktivitas. Memperoleh wawasan tentang semua bagian dari strategi Anda adalah inti dari OEE, sehingga Anda dapat:
Peras setiap setetes peralatan Anda
Kurangi jumlah produk cacat
Memaksimalkan produktivitas tenaga kerja
Kurangi biaya perbaikan dengan melihat masalah lebih awal
Hilangkan langkah-langkah yang sia-sia dalam proses produksi Anda
Mencapai efisiensi produksi
Setelah Anda memulai jalur menuju peningkatan tersebut, Anda akan segera menuju proses lean manufacturing.
Dalam produksi skala besar, Anda perlu menggali lebih dalam untuk melangkah lebih jauh.
Membangun fondasi untuk OEE
Sebelum kita menyelami matematika terlebih dahulu, kita perlu mengambil beberapa metrik utama. Anda dapat menggunakan ini sebagai daftar periksa untuk memastikan Anda memiliki apa yang Anda butuhkan. Untuk apa pun yang saat ini tidak Anda ukur, Anda perlu melakukan proses untuk mengumpulkan data tersebut sebelum memulai penghitungan OEE Anda.
Sederhananya, angka yang Anda butuhkan akan terbagi dalam dua kategori utama:bagian dan waktu.
Mengukur jumlah suku cadang yang Anda hasilkan
Jumlah yang bagus – jumlah baik suku cadang (yang pertama kali memenuhi standar kualitas) yang dibuat selama jangka waktu tertentu.
Jumlah total – jumlah semua suku cadang (termasuk cacat) yang dibuat selama periode tertentu.
Jumlah cacat – Jumlah cacat suku cadang (ditolak karena tidak memenuhi standar kualitas) yang dibuat selama jangka waktu tertentu.
Mengukur jumlah waktu yang dibutuhkan produksi
Kita dapat mengukur:
Waktu produksi yang direncanakan: Total waktu yang diharapkan dan dijadwalkan untuk dijalankan oleh suatu peralatan.
Waktu berjalan :Jumlah waktu saat proses benar-benar berjalan. Waktu berjalan tidak termasuk waktu henti tetapi tidak termasuk pemberhentian kecil, produksi yang lambat, atau waktu yang dihabiskan untuk menangani suku cadang yang ditolak.
Waktu henti :Jumlah total waktu produksi berhenti karena penghentian yang tidak direncanakan dan yang direncanakan. Perhentian yang direncanakan adalah saat produksi dihentikan karena peristiwa yang direncanakan seperti pergantian atau acara persiapan. Perhentian yang tidak direncanakan adalah saat produksi dihentikan karena kejadian yang tidak direncanakan seperti kerusakan atau kekurangan bahan.
Mengukur produktivitas ideal Anda
Selain angka-angka kehidupan nyata, Anda harus memiliki ideal untuk perbandingan. Pikirkan kembali gambaran yang kami lukiskan sedikit lebih awal tentang produktivitas 100%. Dalam hal ini, berapa banyak bagian yang akan Anda menghasilkan dalam satu jam? Berapa lama waktu yang Anda butuhkan untuk membuat satu bagian yang bagus?
Meskipun Anda tidak akan pernah mencapainya, mengetahui seperti apa produktivitas 100% itu penting jika Anda ingin mengetahui seberapa dekat Anda dengannya. Berikut adalah ukuran produktivitas ideal yang perlu Anda tetapkan.
Waktu siklus ideal: waktu ideal yang dibutuhkan untuk menghasilkan satu bagian.
Kecepatan lari yang ideal: jumlah suku cadang maksimum yang dibuat dalam satu menit dalam kondisi ideal/pada produktivitas maksimum.
Waktu proses bersih: jumlah waktu tercepat/ideal yang diperlukan untuk memproduksi sejumlah suku cadang tertentu.
Cita-cita bersifat hipotetis (yaitu, dibuat-buat). Mereka harus cukup tinggi sehingga Anda selalu memiliki sesuatu untuk dikerjakan. Tetapi tidak terlalu tinggi sehingga tidak menjadi perbandingan yang relevan.
Jadi, pertanyaan yang jelas di sini adalah:Jika semua pengukuran ideal ini dibuat dan tidak mungkin dicapai, bagaimana Anda tahu apa yang seharusnya?
Bagaimana Anda menetapkan ideal?
Dasarkan cita-cita Anda pada waktu paling sedikit yang dibutuhkan untuk membuat satu bagian. Untuk menemukannya, Anda harus bekerja dengan rekan kerja Anda untuk mempertimbangkan hal berikut:
Kapasitas mesin
Sasaran produksi
Tingkat keahlian operator mesin
Masalah penjadwalan atau konflik dengan peralatan lain
Kualitas dan ketersediaan bahan
Bekerja dengan pemimpin lain untuk mengembangkan metrik ideal yang tepat untuk Anda dan perusahaan Anda.
Rumusnya:Cara menghitung OEE
Saat kita menyelami, mari kita tetapkan satu aturan dasar untuk angka yang Anda gunakan:selalu gunakan unit pengukuran terkecil yang Anda bisa. Jika tidak, Anda tidak akan bisa mendapatkan skor OEE yang benar. Itu berarti waktu akan muncul sebagai detik daripada menit atau jam.
Mari kita praktikkan dan lakukan sedikit pemanasan matematika sekarang untuk membuktikan bahwa ada 3.600 detik dalam satu jam. Anda akan melihatnya tercermin dalam contoh kami di bawah ini:
60 detik dalam satu menit x 60 menit dalam satu jam =3600 detik dalam satu jam
Melihat? Anda bisa melakukan ini.
Rumus OEE sederhana
Jika Anda baru mengenal OEE atau memiliki model atau proses produksi yang tidak biasa, Anda mungkin ingin memulai dengan ini. Ini menggunakan lebih sedikit perhitungan untuk mendapatkan skor tetapi tidak memberikan banyak kedalaman atau detail. Ini berjalan seperti ini:
Cukup masukkan angka yang Anda kumpulkan untuk setiap item dan masukkan ke dalam rumus ini. Anda kemudian akan memiliki skor OEE sederhana. Mari kita lihat contoh dengan bilangan real.
Yang tercepat yang dapat dibuat oleh sistem produksi Anda untuk satu bagian adalah 6 detik per bagian. Jadi, waktu siklus ideal Anda adalah 3.
Mari kita juga berpura-pura bahwa Anda perlu membuat 4.000 bagian itu. Itu berarti 4.000.
Jika Anda mengalikan satu dengan yang lain, Anda akan menemukan bahwa idealnya, Anda membutuhkan waktu sekitar 12.000 detik untuk membuat 4.000 bagian itu. Jika kita menghitung sedikit lebih banyak, 12.000 detik menjadi 3 jam 20 menit untuk 4.000 bagian itu, asalkan tidak ada interupsi, cacat, dll.
Pergeseran Anda berdurasi 18.000 detik (atau 5 jam). Ini adalah waktu produksi yang Anda rencanakan.
Jika Anda membagi 12.000 dengan 18.000, Anda mendapatkan 0,667.
Konversikan ke persentase (yaitu, pindahkan desimal dua tempat ke kiri dan tambahkan %), dan Anda menemukan bahwa Anda menjalankan sekitar 66,7% OEE.
Mari kita tinjau dalam format rumus:
(waktu siklus ideal 3 detik x hitungan baik 4.000) / waktu produksi yang direncanakan 18.000 detik =66,7%
Sekarang, katakanlah 500 dari 4.000 produk yang kami buat rusak. Bagaimana pengaruhnya terhadap skor OEE kami dengan penghitungan ini?
(waktu siklus ideal 3 detik x hitungan baik 3.500) / waktu produksi yang direncanakan 18.000 detik =58,3%
Itu sangat berbeda!
Meskipun ini adalah perhitungan OEE yang dapat diterima, ini tidak memberi kita cukup wawasan untuk mengetahui apa yang perlu kita ubah jika kita ingin meningkatkannya. Untuk itu, kita perlu menggunakan versi lanjutan dari perhitungan ini.
Penghitungan OEE lanjutan
Skor OEE lengkap melibatkan tiga angka, dan masing-masing membutuhkan sedikit matematika untuk mendapatkannya sendiri. Ini tidak sulit, tetapi ada beberapa langkah yang harus dilakukan, jadi jika Anda membaca ini pada hari Senin pagi, mari ambil satu cangkir kopi lagi dan selesaikan.
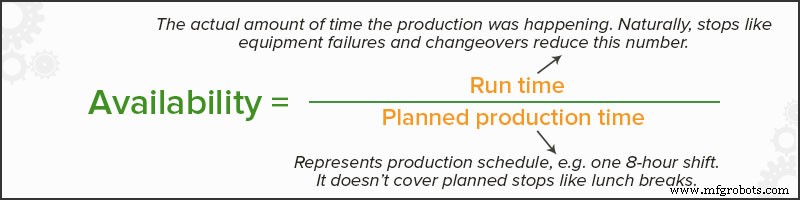
Ketersediaan
Ketersediaan adalah jumlah waktu peralatan atau proses Anda berjalan sebagaimana mestinya. Ini adalah persentase waktu produksi yang direncanakan yang dihabiskan untuk memproduksi (waktu berjalan ). Ini rumusnya:
Menggunakan contoh kami dari atas, meskipun waktu produksi yang kami rencanakan adalah shift 5 jam (18.000 detik), produksi berhenti selama 45 menit (2.700 detik) karena gangguan. Itu memberi kami waktu lari 15.300 detik.
15.300 Waktu berjalan / 18.000 Waktu produksi yang direncanakan =.85
Bagi 15.300 dengan 18.000 dan lakukan keajaiban tempat desimal kami, dan kami mendapatkan skor ketersediaan 85% . Ini adalah angka pertama dalam skor OEE lanjutan kami.
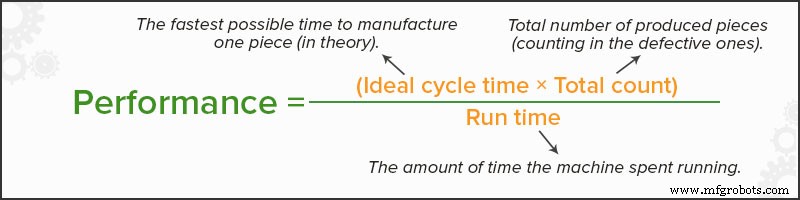
Kinerja
Ini adalah kecepatan proses produksi Anda dan kemampuan Anda untuk tetap pada kecepatan itu dari waktu ke waktu. Ini adalah persentase seberapa dekat waktu berjalan Anda adalah yang ideal.
Dalam contoh kita di atas, kita tahu bahwa dibutuhkan 3 detik untuk membuat satu bagian dalam kondisi sempurna. Membuat 4.000 bagian harus memakan waktu 12.000 detik. Mengingat bahwa waktu berjalan kami yang sebenarnya untuk membuat jumlah itu adalah 17.100 detik, matematika kita akan terlihat seperti ini:
(3 detik Waktu siklus ideal x 4.000 Jumlah Total) / 15.300 Waktu Berjalan =0,784
Itu adalah skor kinerja 78,4% . Tidak buruk!
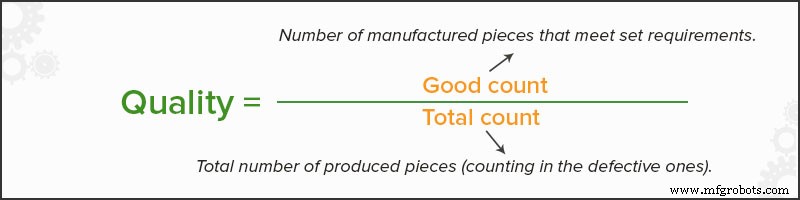
Kualitas
Kualitas mengacu pada kualitas suku cadang dan seberapa sering Anda membuat cacat. Dan yang satu ini cukup mudah. Ini adalah persentase dari semua bagian yang Anda buat yang memenuhi standar kualitas Anda (baik).
Menggunakan contoh kami di sini, kami tahu bahwa dari total bagian yang kami buat (4.000), 3.500 memenuhi standar kami. Jadi…
3.500 Bagian yang baik / 4.000 Jumlah bagian =.875
Itu adalah skor kualitas 87,5% .
OEE terakhir Anda
Kami memasuki peregangan rumah sekarang! Kami memiliki ketersediaan, kinerja, dan skor kualitas. Mari gabungkan mereka untuk mendapatkan OEE terakhir kita.
.85 Ketersediaan x .784 Kinerja x .875 Kualitas =.583
Selamat. Kau berhasil! Anda memiliki skor OEE 58,3% .
Itu keren!
…Bukankah itu? Atau tidak terlalu hebat? Atau di antara keduanya? Bagaimana kami bisa tahu? Kami memiliki skor OEE kami, dan sekarang kami membutuhkan sedikit konteks. Untungnya, ada banyak penelitian untuk membantu Anda menginterpretasikan skor Anda dan membandingkannya dengan standar industri. Maju!
Menafsirkan peringkat OEE Anda
Sekarang setelah Anda memiliki skor OEE baru yang cerah dan cemerlang, mari cari tahu apa artinya dan bagaimana perbandingannya dengan yang lain.
Dasar pertama
Sebelum memulai jalur menuju perbaikan berkelanjutan dan lean manufacturing, penting untuk memperjelas cakupan penilaian Anda. Jika ini adalah skor OEE pertama Anda, itu akan berfungsi sebagai dasar Anda, tolok ukur yang Anda bandingkan dengan semua skor di masa mendatang.
Ini akan menjadi titik awal untuk membandingkan skor OEE di masa mendatang dan mengukur peningkatan. Saat Anda melakukan peningkatan dan perbandingan tersebut, ingatlah:
Berapa banyak data yang Anda sertakan dalam baseline ini? Pengukuran dalam periode yang lebih lama memberikan skor yang lebih akurat.
Bagian mana dari proses produksi yang disertakan? Pertimbangkan untuk membandingkan skor OEE dari shift atau mesin yang berbeda.
Apa arti angka itu sendiri
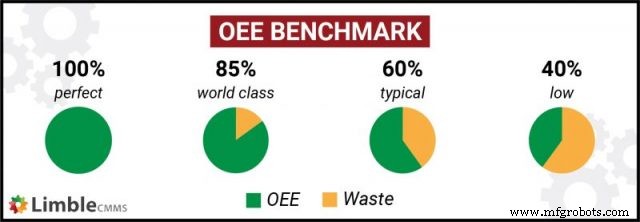
Skor OEE selalu berupa persentase, apa pun yang mereka ukur. Mereka dirancang dengan cara ini sehingga lebih mudah untuk dibandingkan. Ini membantu Anda mengetahui bagaimana OEE Anda ditumpuk dengan orang lain – baik di dalam maupun di luar perusahaan Anda.
Kita dapat melihat bahwa OEE sebesar 85% adalah kinerja kelas dunia. Skor 60% sangat umum dan menyiratkan bahwa ada ruang untuk perbaikan substansial. Dan 40% OEE adalah tipikal bagi mereka yang baru memulai proses pelacakan dan peningkatan berkelanjutan.
Kami sekarang tahu bahwa skor kami di atas 58,3% OEE cukup rata-rata – tidak buruk, tidak bagus – dan kami memiliki beberapa ruang untuk perbaikan.
melalui GIPHY
Kuncinya di sini adalah mendapatkan skor OEE Anda hanyalah permulaan, terlepas dari skor Anda dan bagaimana perbandingannya dengan orang lain. OEE Anda tidak hanya dapat memberi tahu Anda di mana Anda berdiri, tetapi juga dapat memberi tahu Anda arah yang harus ditingkatkan.
Enam Kerugian Besar
OEE bukanlah mobil yang akan mendorong peningkatan di organisasi Anda – Andalah yang melakukannya. Tetapi OEE menyediakan peta jalan untuk membawa Anda ke tempat yang Anda inginkan.
Jalan untuk mencapai skor OEE Anda mungkin terasa panjang dan penuh dengan tikungan dan belokan matematis. Sebenarnya, tikungan dan belokan itu – setiap angka dan rumus yang Anda gunakan – dengan jelas memberi tahu Anda cara meningkatkannya.
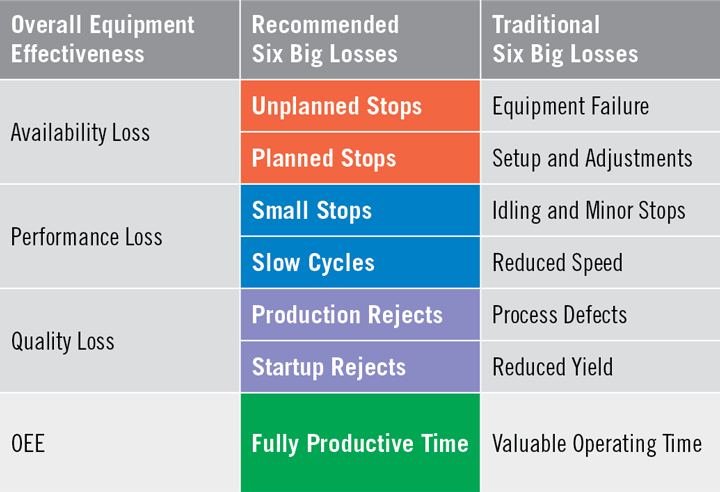
Ini adalah tujuan sebenarnya dari OEE – untuk membantu Anda mengatasi “Enam Kerugian Besar”. Enam Kerugian Besar merupakan masalah yang paling sering menyebabkan inefisiensi dan pemborosan dalam manufaktur. Mereka terbagi dalam tiga kelompok dan – kejutan! – Anda sudah tahu apa itu:
Kerugian Ketersediaan
Penurunan Kinerja
Kehilangan Kualitas
Enam Kerugian Besar.Sumber:OEE.com
Selanjutnya, kita akan membahas ketiga kategori tersebut, memberi tahu Anda apa enam kerugian besar itu, dan bagaimana mengatasinya. Karena semuanya dimasukkan langsung ke skor OEE Anda, Anda akan melihat skor OEE meningkat seiring waktu saat Anda memperbaikinya.
Mengurangi kerugian Ketersediaan
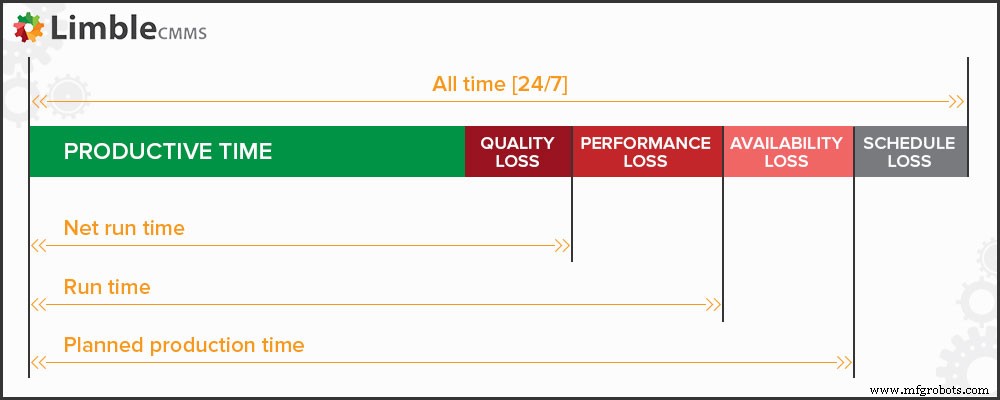
Dua yang pertama dari enam kerugian besar berada di bawah skor Anda dan berkaitan dengan menjaga proses Anda tetap berjalan dan berjalan sebanyak mungkin. Jika skor ketersediaan Anda rendah, gali waktu proses Anda dan rencanakan jumlah waktu produksi .
Kehilangan jadwal tidak diperhitungkan untuk perhitungan OEE karena tidak ada gunanya mengukur OEE pada saat produksi bahkan tidak seharusnya berjalan. Kehilangan jadwal digunakan untuk menghitung TEEP (Total Effective Equipment Performance).
Kerugian Besar #1:Kerusakan peralatan (waktu henti yang tidak direncanakan)
Kerusakan peralatan adalah sumber paling signifikan dari penghentian dan pemalasan yang tidak direncanakan. Jika waktu henti yang tidak direncanakan adalah yang memperlambat waktu pengoperasian Anda, di sinilah Anda harus memulai.
Solusinya adalah:
Buat rencana pemeliharaan preventif yang solid. Atau, jika Anda bisa, gunakan sensor pada aset produksi Anda yang paling penting dan jalankan pemeliharaan berdasarkan kondisi atau prediktif.
Menerapkan CMMS yang mudah digunakan seperti Lembut. Ini akan membantu Anda memaksimalkan PM, mengurangi kerusakan, dan memaksimalkan kinerja peralatan.
Lacak waktu henti Anda. Sebagian besar solusi CMMS memiliki modul untuk melacak penghentian dan alasannya. Limble mempermudah ini dengan Dasbor Khusus yang memungkinkan Anda menarik laporan tentang masalah peralatan secara otomatis. Mereka membantu Anda mengidentifikasi masalah terbesar, sehingga Anda dapat memperbaiki atau menggantinya pada waktu yang tepat.
Perkirakan dan terapkan tindakan untuk mencegah penghentian. Setelah Anda menemukan pola di waktu henti Anda, Anda dapat menghindarinya. Jika sebuah peralatan rusak setelah jangka waktu tertentu, rencanakan giliran kerja Anda sampai Anda memiliki perbaikan jangka panjang.
melalui GIPHY
Kerugian Besar #2:Penyiapan dan penyesuaian (waktu henti yang direncanakan)
Penyetelan dan penyesuaian peralatan membutuhkan waktu. Tidak ada kata menjauh dari mereka. Kabar baiknya adalah mereka memberi kami ruang untuk berkembang. Lakukan pada waktu yang tepat – dengan cara yang benar – untuk meminimalkan kerugian produksi.
Berikut adalah cara mengurangi frekuensi dan lama perhentian yang direncanakan ini:
Kumpulan yang lebih besar berarti lebih sedikit kelompok – dan lebih sedikit perubahan peralatan di lantai toko Anda. Jika Anda dapat memprediksi dengan cermat total unit yang pada akhirnya Anda butuhkan, Anda dapat merencanakan produksi Anda dengan lebih efisien. (Jika Anda menggunakan sistem produksi berkelanjutan, Anda tidak perlu memikirkan hal ini.)
Terapkan teknik Single-Minute Exchange of Die (SMED). Teknik SMED adalah prinsip produksi ramping. Perhatikan baik-baik apa yang terjadi selama perhentian yang Anda rencanakan. Cari cara untuk menghilangkan atau mempersingkat langkah. Sasaran Anda adalah melakukan pemberhentian secepat mungkin – sedekat mungkin dengan satu atau satu digit menit.
Mengurangi kerugian Performa
Dua dari enam kerugian besar berikutnya berada di bawah skor kinerja Anda dan berkaitan dengan, singkatnya, kecepatan. Mengatasi dua kerugian ini membantu Anda memaksimalkan produksi.
Jika skor kinerja Anda rendah, lihat konsistensi waktu lari dan jumlah waktu siklus Anda.
Kerugian Besar #3:Penghentian kecil
Perhentian kecil sulit dipantau dan bisa tampak tidak penting. Sebenarnya, banyak perhentian kecil yang terjadi dalam proses manufaktur skala besar bertambah dengan cepat. Di sinilah untuk memulai.
Atasi penyimpangan secara real-time
Latih operator alat berat untuk memperbaiki lebih banyak masalah kecil di tempat. Ini adalah dasar untuk pemeliharaan mandiri dan menghemat banyak waktu. Tim pemeliharaan Anda dibebaskan untuk kerusakan yang lebih serius, dan tim produksi Anda tidak perlu menunggu untuk memperbaiki kerusakan kecil.
Jika Anda memiliki CMMS seperti Limble, Anda memiliki alat yang sangat baik untuk memulai AM. Dengan memberi mereka akses ke Limble, mereka dapat memperoleh semua bantuan dan instruksi yang mereka butuhkan di ujung jari mereka. Melacak pola penurunan performa
Kapan pemberhentian kecil atau siklus lambat paling mungkin terjadi? Pola dalam data ini dapat membantu Anda menemukan dan mencegah penyebab utama.
Apakah produksi turun selama shift tertentu?
Setelah perawatan rutin?
Setelah jangka waktu tertentu?
Standarisasi proses
Ada alasan mengapa SOP ada. Mereka biasanya diteliti dengan baik dan diuji secara menyeluruh. Kami telah mengatakannya sebelumnya, dan kami akan mengatakannya lagi:Ikuti proses yang sama, setiap saat. Ini mengarah pada lebih sedikit kesalahan dan penghentian kecil, dan itulah sebabnya banyak organisasi bekerja menuju otomatisasi proses kapan pun mereka bisa.
Kerugian Besar #4:Kecepatan berkurang
Optimalkan siklus dan kecepatan produksi Anda Pengurangan kecepatan hampir selalu disebabkan oleh keausan, perawatan yang buruk, atau penyalahgunaan. Ini adalah salah satu area di mana kita manusia dapat berhubungan. Seiring bertambahnya usia, kita cenderung menjadi sedikit lebih lambat. Tetapi jika kita memiliki rejimen latihan yang baik dan menjaga diri kita sendiri, kita dapat terus melakukannya dengan kecepatan yang baik untuk waktu yang sangat lama.
Lakukan hal yang sama untuk peralatan Anda. Menjaganya dalam kondisi prima adalah hal terbaik yang dapat Anda lakukan untuk membantunya mempertahankan kecepatan produksinya. Lakukan apa yang perlu Anda lakukan untuk menopang program PM Anda. Latih operator mesin Anda untuk menggunakan peralatan dengan benar dan merawatnya. Beri nama dan beli bunga jika Anda mau. Intinya, perlakukan dengan baik.
Mengurangi kerugian Kualitas
melalui GIPHY
Peringkat Kualitas kurang dari 100% berarti proses produksi Anda menghasilkan beberapa barang yang cacat.
Semakin rendah skor kualitas, semakin tinggi persentase cacat. Lihatlah proses produksi dan peralatan di tempat-tempat di mana skor kualitas Anda paling rendah.
Kerugian Besar #5:Potongan produk
Kebanyakan cacat adalah hasil dari kerusakan pada peralatan Anda. Lacak jenis cacat yang Anda lihat dan pantau peralatan yang menua dengan cermat.
Anda mungkin memiliki tim pemeliharaan yang sangat terampil yang dapat menjaga peralatan tetap berjalan. Tetapi akan tiba saatnya ketika pengurangan kecepatan dan jumlah cacat dan pengerjaan ulang tidak akan berguna untuk menjaga aset tetap online. Akan lebih masuk akal untuk menggantinya.
Kerugian Besar #6:Memo awal
Kurangi produksi awal
Sangat mudah untuk bersemangat ketika Anda akhirnya mengganti peralatan lama. Yang lama mungkin begitu lambat dan tidak efisien untuk waktu yang lama sehingga Anda merasa harus menebus waktu yang hilang.
Tahan keinginan untuk menendangnya ke gigi tinggi segera. Mungkin diperlukan beberapa batch sebelum produk memenuhi standar kualitas Anda. Sementara itu, tetap pada batch yang lebih kecil. Ini akan memungkinkan Anda untuk menemukan dan memperbaiki masalah sebelum menjalankan kekuatan penuh, menghemat waktu dan bahan yang terbuang.
Kurangi variasi kualitas
Setelah peralatan baru disiapkan dan berjalan dengan baik, jangan berasumsi bahwa itu akan tetap seperti itu. Pengaturan menemukan cara untuk bergeser, dan materi berubah seiring waktu. Periksa keduanya sesering mungkin di hari-hari awal sehingga Anda dapat menyelesaikan perubahan apa pun dengan cepat.
Satu hal terakhir
Anda mungkin telah memperhatikan dua tema umum saat kita membahas cara mengurangi enam kerugian besar. Mereka melacak dan pelatihan . Ini adalah kedua elemen penting dari setiap proses manufaktur yang sepadan dengan garamnya. Jika organisasi Anda tidak memiliki salah satunya, Anda mungkin merasa kesulitan untuk menerapkan OEE.
Pastikan organisasi Anda memahami nilai dari kedua topik ini dan memberikan sumber daya yang diperlukan agar keduanya dapat diselesaikan dengan baik. CMMS Limble mudah digunakan dan melacak semua jenis data. Ini juga menawarkan template dan daftar periksa untuk staf pemeliharaan dan operator pemeliharaan untuk mendukung program pelatihan Anda.
Menerapkan OEE di organisasi Anda
Itu selalu merupakan ide yang baik untuk memulai setiap perubahan proses besar. Pilot membantu Anda menemukan dan memperbaiki masalah sebelum menimbulkan masalah di semua tempat. Mereka juga membantu Anda memahami bagaimana perubahan ini akan berdampak pada organisasi Anda. OEE tidak berbeda.
Tentukan cakupan uji coba Anda. Pilih area produksi, peralatan, atau tim yang ingin ditingkatkan. Ini akan menjadi grup percontohan Anda.
Tentukan jangka waktu pengumpulan data awal. Tetapkan garis waktu untuk pengumpulan data, analisis OEE, dan implementasi perubahan. Seperti yang kita bicarakan sebelumnya, penting untuk mengumpulkan data yang cukup – dan data yang tepat – untuk mengembangkan skor OEE yang akurat. Ikuti definisi setiap metrik dengan cermat.
Analisis dan tingkatkan. Setelah Anda memiliki data yang Anda butuhkan, lakukan perhitungan OEE Anda. Tentukan skor yang dapat ditingkatkan. Tinjau enam kerugian besar di atas dan pilih satu atau dua untuk diatasi.
Analisis lagi. Setelah Anda menerapkan perubahan, lanjutkan pengumpulan data Anda. Nilai kembali OEE Anda dan lihat perubahannya.
Setelah uji coba Anda selesai, sesuaikan proses Anda berdasarkan apa yang telah Anda pelajari, jika perlu. Kemudian, terapkan secara luas. Ingatlah bahwa pengumpulan data adalah konstan, dan CI tidak pernah selesai.
Oleh karena itu, proses pengumpulan data Anda harus otomatis atau terintegrasi dengan fungsi sehari-hari. Anda akan segera mendapatkan skor OEE tingkat organisasi pertama Anda!
Kesalahan OEE yang umum dan cara menghindarinya
Efektivitas Peralatan Keseluruhan dapat membawa proses manufaktur Anda ke tingkat berikutnya. Namun, jika tidak dilakukan dengan benar, Anda mungkin tidak menuai manfaat penuh. Berikut adalah beberapa kesalahan paling umum dengan OEE.
Berfokus pada skor OEE, bukan kekalahan
Ingatlah bahwa OEE adalah sarana untuk mencapai tujuan – bukan tujuan itu sendiri. Ini adalah alat yang dapat Anda gunakan untuk membantu mengukur kemajuan Anda di sepanjang jalan yang lebih panjang dan lebih bermakna menuju peningkatan. Ini adalah titik dalam pengukuran waktu dan tidak akan berubah kecuali Anda fokus pada peningkatan.
Sama seperti saldo rekening bank Anda, Anda dapat menatap nomor itu sepanjang hari, dan itu tidak akan bertambah besar sampai Anda menyingsingkan lengan baju, mulai bekerja, dan mendapatkan gaji. OEE adalah cara mudah untuk mengukur posisi Anda pada titik tertentu. Tetapi jika Anda ingin meningkatkan, fokus sebenarnya harus pada kerugian dan langkah-langkah yang Anda ambil untuk meminimalkannya.
Menggunakan OEE untuk membandingkan proses dan pabrik yang tidak terkait
Dari 0 hingga 60 MPH dalam 3 detik diharapkan dengan Ferrari – untuk itulah mobil ini dibuat. Tetapi melakukan hal yang sama di Toyota Prius Anda benar-benar tidak mungkin. Mereka adalah mesin yang berbeda dengan tujuan yang sangat (sangat) berbeda. Membandingkannya akan meminimalkan nilai kedua kendaraan.
Sulit tidak untuk membandingkan banyak skor OEE di seluruh organisasi Anda, tetapi lakukan dengan hati-hati. Anda harus mempertimbangkan setiap proses individu untuk menentukan mengapa mereka dapat menghasilkan – dan mengapa mereka dapat selalu menghasilkan – skor OEE yang berbeda.
Adalah suatu kesalahan untuk membandingkan operasi manufaktur yang berbeda karena terlalu mementingkan skor OEE. Dan bukankah kami memperingatkan Anda tentang itu di bagian sebelumnya? Ingatlah bahwa apa yang Anda harus fokus pada perbaikan yang Anda lakukan untuk meminimalkan kerugian.
Tidak termasuk pergantian dalam penghitungan OEE Anda
Ya, pergantian biaya waktu produksi. Tidak ada jalan lain. Tetapi mereka juga merupakan bagian penting dari bisnis Anda dan area matang untuk perbaikan.
Sangat menggoda untuk mengeluarkannya dari pengukuran waktu Anda karena mereka membuat perbedaan besar. Tetapi hal itu tidak hanya meminimalkan keakuratan skor Anda, tetapi juga membuat Anda kehilangan salah satu peluang paling menguntungkan untuk peningkatan.
Menerapkan OEE di seluruh pabrik
Wah, Nelly. Sangat menyenangkan memiliki alat yang meringkas produktivitas Anda menjadi satu angka yang mudah dipahami. Jika Anda adalah tipe orang yang tidak suka melakukan sesuatu di tengah jalan, Anda mungkin ingin menggunakannya di mana saja langsung dari gerbang.
Ingatlah bahwa dibutuhkan banyak waktu dan upaya untuk melakukannya dengan benar. Jadi gunakan sumber daya itu dengan hati-hati. Dengan menguji coba program, Anda dapat menemukan area di mana OEE akan sangat membantu dan area yang tidak.
Pengumpulan data Anda terlalu lambat
melalui GIPHY
Pengumpulan data yang berlarut-larut berisiko menyebabkan perubahan dalam proses, staf, musim, dll. Semua hal ini dapat mengacaukan data Anda dan menyulitkan untuk mengetahui apa yang sebenarnya perlu ditingkatkan.
Kumpulkan data secara menyeluruh dan cepat sehingga Anda mendapatkan skor yang benar-benar mewakili proses produksi Anda. Menggunakan CMMS dan teknologi berbasis cloud lainnya sangat membantu karena proses pengumpulan data sebagian besar dapat dilakukan secara otomatis.
Melakukan OEE “dengan cara Anda”
OEE paling berharga jika dibandingkan dengan tim, lini produksi, dan bahkan organisasi dan industri serupa. Namun, ketika Anda mengubah aturan dan menghitung OEE dengan cara Anda sendiri, Anda kehilangan kemampuan untuk membandingkan diri Anda dengan orang lain. Selain itu, Anda kehilangan manfaat untuk menemukan dan melakukan peningkatan dengan cepat.
You’re in the Major Leagues now
Excellent maintenance and manufacturing teams practice consistency, leverage the right tools, and use best practices for continuous improvement.
They also take every opportunity they can to reduce waste and use as few resources as possible. OEE is an excellent tool for this because it helps you:
Collect valuable data on maintenance operations and production, helping you take a big-picture approach.
Use proven assessments and analysis to peel back the layers and uncover ways to improve.
OEE is essential in your organization’s TPM (total productive maintenance strategy) and the first big step toward a lean manufacturing process. Once you implement it, we are confident that you will uncover and solve stubborn inefficiencies. You will also get better at directing, helping, and empowering all team members to work toward efficiency.
Limble is your partner in OEE and many other efficiency strategies. We offer an easy-to-use platform that enables each step in the OEE process. You can start a free 30-day trial here, request a demo, or even try out our online self-demo.
You now have the knowledge about OEE – and the tools – to make the most of your production process. Do not let this newly acquired power go to waste.
9 Comments
adnan akcora June 7, 2019, 9:59 am
Thanks for good information
What is diffrenece between OEE and mtbf also mttr .
Which ismuch more effective .
And how about Reliability ?
Thanks
Reply
Abraham Milks December 10, 2019, 8:30 am
This web site is known as a stroll-by way of for the entire information you wanted about this and didn’t know who to ask. Glimpse right here, and you’ll undoubtedly uncover it.
Reply
PHAM HUY KHA February 10, 2020, 10:30 pm
how we can to created a OEE ?
Reply
Senko February 11, 2020, 1:38 am
I’m not 100% sure what you are asking, could you elaborate a bit?
Reply
Aays August 18, 2020, 12:09 am
for performance section: plant XYZ produces 3600 for 60 min then the planned production time is 240 min The total count should be (3600/60)*240 =14400 right? How did you get 14100 ?
I’ll try with my manufacturing and i get my performance as 100%. Can you help me?
Thank you.
Reply
Senko August 18, 2020, 2:51 am
Hi,
In short, 3600 units in 60 min is in ideal conditions (what the machine manual would say the machine can do when it is brand new).
We randomly selected a lower number of the total actual produced units that represents a more realistic scenario where conditions are not ideal. In other words, in that example, we imagine that wear and tear or poor quality of the input material slows down the production a tiny bit so the total number of produced units is less than theoretically possible.
Maybe the text didn’t explain that point in the clearest way, I hope that this clears things up a bit.
Reply
Aays August 19, 2020, 1:57 am
Okay, thank you for the explanation. I want to ask one question. I want calculate OEE for my machines. So, how can I randomly chooses any number for the total count. The calculation for performance is 100%. Apakah baik-baik saja? As I don’t randomly choose lower number as you do.
Reply
Senko August 21, 2020, 8:25 am
You definitely should not take a random number 🙂 If possible, you should measure the actual output and that will be your total count. Then you can see if that actual output was the same as maximally possible output you defined earlier.
Reply
Sangeet September 25, 2020, 10:08 pm
You need to calculate the downtime of a machine first on a daily basis. Downtime will include 4 losses of availability i.e. Shutdown loss, Production adjustment loss, equipment failure loss, and process failure loss. Then deduct these loss timing from planned production time( the result will run time). Now calculate availability as (run time/planned prod. time). Then calculate performance as {(ideal cycle time*total count)/run time}. At last, calculate Quality as (good count/total count). calculating OEE =Availability*Performance*quality



 adnan akcora June 7, 2019, 9:59 am
adnan akcora June 7, 2019, 9:59 am  Abraham Milks December 10, 2019, 8:30 am
Abraham Milks December 10, 2019, 8:30 am  PHAM HUY KHA February 10, 2020, 10:30 pm
PHAM HUY KHA February 10, 2020, 10:30 pm  Senko February 11, 2020, 1:38 am
Senko February 11, 2020, 1:38 am  Aays August 18, 2020, 12:09 am
Aays August 18, 2020, 12:09 am  Sangeet September 25, 2020, 10:08 pm
Sangeet September 25, 2020, 10:08 pm