Fanuc G72.1 G72.2 Contoh Program Copy Gambar (Lingkaran Lubang Baut)
Contoh program CNC ini menunjukkan bagaimana fungsi penyalinan gambar G72.1 dan G72.2 dapat memanggil satu sama lain dalam satu program bagian, baca Catatan Pemrograman di bawah dengan saksama.
Pemrograman
Salinan Rotasi Fanuc G72.1
Menggunakan G-code G72.1 Rotational Copy angka yang ditentukan oleh subprogram dapat diproduksi berulang kali dengan Gerakan rotasi .
Baca definisi G72.1 dengan contoh program Fanuc G72.1 Rotational Copy (Fungsi Penyalinan Gambar Pabrik CNC)
Salinan Linear Fanuc G72.2
Menggunakan G-code G72.2 Linear Copy angka yang ditentukan oleh subprogram dapat diproduksi berulang kali dengan Gerakan linier .
Baca definisi G72.2 dengan contoh program Fanuc G72.2 Linear Copy (Fungsi Penyalinan Gambar Pabrik CNC)
Siklus Pengeboran Fanuc G81
Siklus pengeboran G81 digunakan untuk operasi pengeboran/pengeboran titik sederhana.
Baca definisi siklus pengeboran G81 dengan contoh program Siklus Pengeboran Fanuc G81
Catatan Pemrograman
Menentukan dua atau lebih perintah untuk menyalin gambar
- G72.1 tidak dapat ditentukan lebih dari sekali dalam subprogram untuk membuat salinan rotasi (Jika ini dicoba, alarm PS0900 akan berbunyi).
- G72.2 tidak dapat ditentukan lebih dari sekali dalam subprogram untuk membuat salinan linier (Jika ini dicoba, alarm PS0901 akan muncul).
- Dalam subprogram yang menentukan salinan rotasi, bagaimanapun, salinan linier dapat ditentukan. Demikian pula, dalam subprogram yang menentukan salinan linier, salinan rotasi dapat ditentukan.
Contoh Program Fanuc G71.2 G72.2
Program utama
O4000 ;
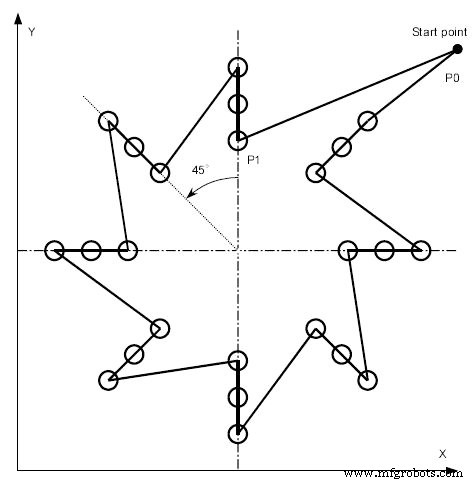
N10 G90 G00 G17 X240. Y230. Z100. ; (P0)
N20 G72.1 P4100 X120. Y120. L8 R45. ;
N30 G80 G00 X240. Y230. ; (P0)
N40 M30 ;
Salinan Rotasi subprogram (G72.1)
O4100 N100 G72.2 P4200 I0 J20. L3 ;
N200 M99 ;
Salinan Linear program sub (G72.2 )
O4200 N110 G90 G81 X120. Y180. R60. Z10. F200. ; (P1)
N210 M99 ;


