Panduan Pemecahan Masalah Penggilingan Akhir dan Penggilingan
Sebuah pabrik akhir memiliki umur yang diharapkan ditentukan oleh penggunaan, spesifisitas material, dan pelapisannya. Untuk masinis, keausan dini dan kerusakan alat adalah sakit kepala yang mudah dihindari. Masalah ini dapat menyebabkan penyelesaian suku cadang yang buruk, waktu henti mesin, dan bahkan suku cadang yang rusak. Memahami masalah yang dihadapi alat ini dalam spindel adalah langkah kunci pertama dalam memecahkan masalah ini, jika terjadi.

Penyebab
Keausan pahat prematur di pabrik akhir adalah salah satu masalah paling umum yang akan dihadapi masinis. Keausan pahat sering kali menjadi masalah saat kecepatan potong lebih cepat dari yang direkomendasikan untuk pahat, atau, yang cukup menarik, saat kecepatan dan/atau pengumpanan end mill terlalu ringan.
Selain itu, material yang keras dan abrasif alami menyebabkan kerusakan pada pahat ketika pelapis pahat yang tepat tidak digunakan. Pelapis memainkan banyak sekali peran untuk alat pemotong, dan operasi pemotongan, termasuk memberikan ketahanan aus dan membantu efisiensi pelepasan serpihan.
Penyebab umum lainnya dari keausan dini termasuk penggunaan sudut heliks yang salah, atau pemotongan ulang chip.
Solusi
Memecahkan masalah ini cukup mudah. Dalam kasus kecepatan potong dan umpan yang salah, masinis memiliki beberapa opsi. Pertama-tama, penurunan kecepatan spindel akan memperbaiki kecepatan pemotongan yang terlalu cepat. Kedua, menyesuaikan kecepatan dan umpan dengan berkonsultasi dengan kecepatan pabrikan dan grafik umpan akan memungkinkan penggunaan alat yang tepat. Ini juga akan memecahkan masalah pemotongan ulang chip, dan akan menyesuaikan kedalaman pemotongan (DOC) dan/atau pendingin/udara untuk membersihkan chip dengan benar dari bagian tersebut. Terakhir, memilih sudut heliks dan lapisan yang tepat untuk pekerjaan tersebut akan mendapatkan masa pakai dan kinerja terbaik dari alat pemotong.
Chipping Ujung Penggilingan Akhir
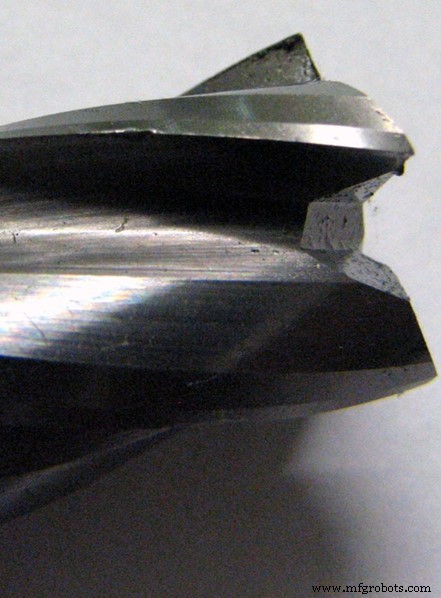
Penyebab
Pemotongan tepi pabrik akhir biasanya terlihat dalam pemesinan yang agresif dan kaku. Teknisi akan menemukan ini ketika laju umpan mereka terlalu agresif baik pada pemesinan lanjutan maupun pada pemotongan awal. DOC agresif adalah penyebab umum lain dari tool chipping.
Solusi
Chipping tepi adalah masalah yang mudah dipecahkan oleh masinis. Mengurangi tingkat pakan keseluruhan dan awal akan menurunkan agresivitas pemotongan. Mengurangi kedalaman potong aksial dan/atau radial adalah solusi lain untuk jalur pahat yang terlalu agresif.
Mengenai kekakuan, jika pahat itu sendiri yang menjadi masalah, masinis harus mengganti pemegang pahat mereka, memegang gagang pahat lebih dalam, atau menggunakan pahat yang lebih pendek. Memperbaiki kembali benda kerja dan/atau meningkatkan pengaturan keseluruhan juga dapat mengatasi masalah ini. Terakhir, masinis harus memeriksa apakah spindel mereka habis.

Penyebab
Sama seperti edge chipping, kerusakan pahat dapat terjadi selama laju pengumpanan yang agresif dan kedalaman pemotongan yang berlebihan. Demikian pula, overhang pahat yang ekstrem merupakan pendorong utama kerusakan pahat. Pengepakan chip juga sering ditemukan selama alat patah dan patah. Penyebab utama kerusakan lainnya ditemukan saat end mill terlalu aus.
Solusi
Mengurangi laju umpan dan DOC aksial/radial sangat penting untuk memecahkan masalah kerusakan pahat. Ini menunjukkan kepada masinis bahwa jalur pahat mereka terlalu agresif untuk struktur pahat yang dipilih. Untuk masalah yang terkait dengan overhang, seorang masinis harus memegang shank mereka lebih dalam atau bahkan memilih alat yang lebih pendek.
Ada beberapa solusi untuk pengepakan chip yang mencakup penyesuaian kecepatan dan pengumpanan, dan meningkatkan cairan pendingin atau tekanan udara untuk menyiram chip dengan benar. Alat dengan seruling yang lebih sedikit dan chip flush lembah yang lebih dalam jauh lebih mudah. Dalam hal ini, memilih alat dengan seruling yang lebih sedikit juga dapat memerangi pengepakan chip. Terakhir, memilih untuk menggiling ulang alat lebih cepat akan mengatasi kerusakan alat karena keausan yang berlebihan.
Pengemasan Chip

Penyebab
Karena pengepakan chip adalah pendorong kerusakan pahat, memecahkan masalah ini lebih awal adalah kunci keberhasilan pemesinan. Ini disebabkan oleh kecepatan dan umpan agresif yang berada di luar kemampuan alat. Juga, kerongkongan seruling yang terlalu kecil untuk keripik yang dihasilkan akan menyebabkan pengepakan. Terakhir, volume dan tekanan cairan pendingin yang tidak mencukupi tidak akan memungkinkan chip untuk dievakuasi dengan benar.
Solusi
Untuk memulai, masinis harus berkonsultasi dengan kecepatan pabrikan dan grafik umpan untuk alat tersebut dan mempertimbangkan untuk menguranginya. Menggunakan penggilingan akhir dengan seruling yang lebih sedikit akan mencegah pengepakan dengan memungkinkan keripik untuk dievakuasi dengan benar. Meningkatkan volume dan tekanan cairan pendingin, serta memposisikan ulang nozel lebih dekat ke titik potong, juga akan membantu evakuasi yang tepat.
Obrolan
Penyebab
Obrolan alat, atau obrolan, adalah cara mudah untuk mengikis bagian dalam mesin. Chattering dapat terjadi sebelum kerusakan, sehingga solusi untuk masalah ini sangat mirip. Meskipun tidak mungkin untuk sepenuhnya menghindari getaran, meminimalkannya sangat penting untuk operasi pemesinan yang sukses.
Kekakuan dan jalur pahat yang agresif sering terjadi pada masalah obrolan pahat di poros. Kurangnya kekakuan ini tidak terbatas pada pahat itu sendiri, tetapi juga dapat dikaitkan dengan benda kerja dan perkakas mesin. Selain itu, memilih geometri pahat yang tidak tepat dapat menyebabkan getaran yang tidak perlu.
Solusi
Mengurangi kecepatan dan umpan, serta DOC aksial dan/atau radial, sangat penting dalam memecahkan masalah obrolan alat. Ketika kekakuan yang buruk adalah penyebabnya, masinis harus menentukan dari mana asalnya. Mengganti dudukan pahat, memegang shank lebih dalam, dan menggunakan pahat yang lebih pendek akan sering mengatasi masalah ini. Teknisi juga harus memeriksa apakah spindel mereka habis jika terjadi kekakuan. Terakhir, memperbaiki kembali benda kerja dan/atau meningkatkan keseluruhan penyiapan akan membantu jika itu penyebabnya.
Bur
Penyebab
Burs adalah hal yang umum dalam pemesinan dan menyebabkan masinis dengan susah payah menyerahkan deburr bagian setelah selesai. Meskipun hal ini umum terjadi, ada beberapa penyebab bur yang berlebihan di suatu bagian. Pertama, kecepatan dan pengumpanan yang salah dalam pemesinan dapat menyebabkan bur, seperti halnya tepi end mill yang tumpul dan sudut heliks yang salah.
Solusi
Jika bur ada dalam pemesinan, pertama-tama seseorang harus memulai dengan berkonsultasi dengan kecepatan dan umpan yang tepat untuk pahat, dan mempertimbangkan untuk menguranginya selama pemesinan. Terakhir, menggunakan strategi pemesinan penggilingan pendakian, dan mengubah ke sudut heliks yang benar, akan membuahkan hasil.
Selesai Buruk

Penyebab
Penyelesaian bagian yang tepat sangat penting untuk keberhasilan semua masinis. Di sisi lain, bagian akhir yang buruk sering menyebabkan bagian yang tergores dan sakit kepala. Hal ini biasanya disebabkan oleh feed rate yang terlalu agresif dan kecepatan yang terlalu lambat untuk tool dan material. Dalam hal kecepatan pengumpanan, kedalaman pemotongan bagian yang agresif, menyebabkan hasil akhir yang buruk. Akhirnya, alat yang diasah dengan benar dalam skenario sempurna menghasilkan hasil akhir yang fantastis. Saat alat menghadapi keausan yang berlebihan, bagian akhir akan rusak.
Solusi
Mengurangi laju umpan dan kedalaman pemotongan sangat penting untuk memastikan penyelesaian bagian yang tepat. Meningkatkan kecepatan pahat (RPM) juga akan membantu memberikan hasil akhir yang lebih baik pada bagian tersebut. Terakhir, menggunakan alat reground yang tajam atau tepat waktu, akan meringankan sakit kepala bagian akhir.
Akurasi Dimensi Buruk
Penyebab
Keakuratan dimensi suku cadang sangat penting bagi keberhasilan masinis dan toko. Ketika akurasi dimensi yang buruk mengganggu pekerjaan, ada beberapa area yang harus diselidiki oleh masinis. Kedalaman pemotongan yang agresif, kekakuan pahat, dan kekakuan pahat mesin adalah penyebab umum ketidakakuratan.
Solusi
Mengurangi kedalaman pemotongan aksial dan/atau radial merupakan langkah pertama yang penting untuk memecahkan masalah akurasi dimensi. Jika kurangnya kekakuan adalah masalahnya, seorang masinis harus memeriksa, memeriksa, dan memperbaiki mesin, pahat, dudukan pahat, dan perlengkapannya. Selain itu, menggunakan alat dengan lebih banyak seruling dapat memecahkan masalah ini.
Secara keseluruhan, ada beberapa masalah penggilingan yang dapat memengaruhi bahkan masinis paling berpengalaman sekalipun. Identifikasi masalah dengan benar adalah langkah pertama yang penting dalam menghitung masalah ini. Setelah masalah diidentifikasi, memahami penyebab utama di baliknya akan mengarah pada pemahaman solusi yang tepat.


