Okuma G76 Siklus Membosankan Halus
Siklus Pengeboran Halus Okuma G76
G76 Siklus Pengeboran Halus
Pemrograman
G76 X__Y__Z__R__Q__(I__J__) P__F__
Parameter
| Parameter | Deskripsi |
|---|
| X,Y | Nilai koordinat posisi lubang |
| Z | Level dasar lubang |
| R | Titik R level |
| Q | Jumlah shift (Lihat penjelasan di bawah.) |
| I,J | Jumlah shift (Lihat penjelasan di bawah.) |
| P | Waktu tunggu di dasar lubang |
| F | Tingkat umpan |
Urutan Pemesinan
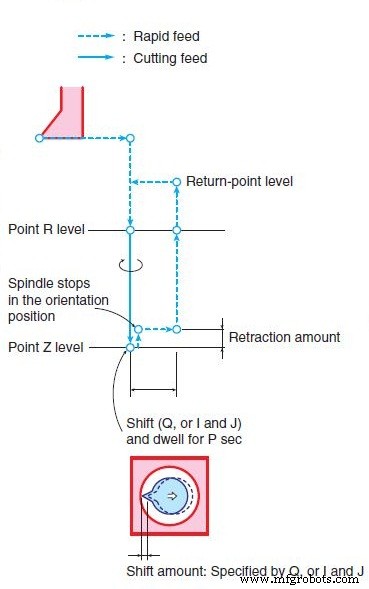
(1) Pemosisian sepanjang sumbu X dan Y pada laju gerak makan cepat
(2) Pemosisian ke tingkat titik R pada laju gerak makan cepat
(3) Pengeboran ke tingkat titik Z pada pemotongan yang ditentukan laju gerak makan dengan spindel berputar ke arah depan
(4) Berada di titik Z level selama P detik, menarik kembali dengan jumlah yang ditetapkan pada SHIFT DIRECTION AND AXIS IN G76, G87 dari parameter opsional NC (FIXED CYCLE), lalu spindel berhenti dalam posisi orientasi. Setelah itu, pahat bergeser dengan jumlah pergeseran, Q, ke arah mata pahat menjauh dari permukaan bagian dalam benda kerja yang dikerjakan dengan mesin.
(5) Kembali ke tingkat titik balik dengan laju gerak makan cepat
( 6) Alat bergeser kembali ke arah bit dengan jumlah pergeseran, Q, lalu spindel mulai berputar searah jarum jam.
Detail
Jumlah penarikan pada level titik Z
Jumlah sumbu Z yang ditarik ke atas dari titik level Z ditetapkan pada SHIFT DIRECTION AND AXIS IN G76, G87 dari parameter opsional NC (FIXED CYCLE).
Pergeseran jumlah
a . Q digunakan untuk menentukan jumlah pergeseran jika sumbu siklus ditetapkan sebagai sumbu Z dengan pengaturan pada SHIFT DIRECTION AND AXIS IN G76, G87 dari parameter opsional NC (FIXED CYCLE). Nilai yang ditetapkan harus selalu positif. Arah gerakan shift, +X, -X, +Y, atau -Y, harus diatur menggunakan parameter sebelumnya. Perhatikan bahwa nilai Q adalah data modal dan alamat Q juga digunakan dalam siklus G73 dan G83. Nilai Q diberikan prioritas di atas nilai I dan J.
b . I dan J digunakan untuk menentukan jumlah pergeseran saat pesawat dipilih menggunakan G17, G18, atau G19. Hubungan antara pesawat yang memilih kode G dan alamat yang akan digunakan ditunjukkan di bawah ini.
G17 I, J
G18 K, I
G19 J, K
Untuk alamat I, J, dan K, semua nilai ditetapkan sebagai nilai inkremental. Arah pergeseran selalu ditentukan dalam sistem koordinat mesin.
c . Jika jumlah pergeseran tidak ditentukan oleh Q, atau I dan J, alarm berbunyi.


