Praktik Terbaik untuk Tip &Nozel Kontak Pengelasan
Banyak waktu dan uang akan dihabiskan untuk tip kontak dan nosel, jadi penting untuk melihat cara memberikan nilai terbaik untuk proses ini. Artikel ini akan membantu memberikan pengetahuan yang lebih dalam tentang tip dan nozel kontak las.

Kiat Kontak
Ujung kontak bertanggung jawab untuk memandu kabel dan mentransfer arus dari tabung konduktor (alias leher angsa) melalui kabel pengisi dan ke benda kerja. Mereka bertanggung jawab atas transfer saat ini dan penargetan kawat.
Memahami bagaimana menjaga ujung kontak Anda tetap bekerja dengan baik sangat penting untuk kebutuhan aplikasi pengelasan Anda.
Bahan yang dipilih untuk ujung kontak penting karena bahan habis pakai obor adalah garis konduktivitas terakhir dalam rangkaian pengelasan antar bagian. Ini berarti memilih bahan yang tepat untuk kebutuhan lini produksi Anda akan menghasilkan produk las dengan kualitas lebih tinggi.
Bahan populer untuk dipilih adalah tembaga, berilium, zirkonium tembaga, berlapis perak, dan perak tugas berat.
Tembaga berilium: karakteristik yang bermanfaat termasuk daya tahan, tetapi dianggap beracun sebagai bahan habis pakai untuk diproduksi sehingga para insinyur enggan menggunakannya.
Tembaga: konduktivitas yang baik, tetapi tidak memiliki kekerasan, karakteristik busur yang lebih baik menghasilkan kualitas las yang lebih baik dan lebih sedikit perbaikan atau pengerjaan ulang. Namun, Anda akan lebih sering mengganti ujung tembaga murni daripada zirkonium tembaga. Peningkatan downtime dan throughput yang lebih sedikit pada sel las.
Zirkonium Tembaga :kekerasan yang lebih besar tetapi kurang konduktif.
Kiat kontak berlapis perak :Menggunakan lapisan perak mikron karena sangat keras dan konduktif. Ini dapat meningkatkan masa kontak 9 kali dibandingkan dengan ujung tembaga standar. Ini memiliki daya rekat percikan yang lebih rendah dan lubang yang lebih halus sebagai hasil dari proses pengeboran, menciptakan perpindahan panas dan arus yang lebih baik.
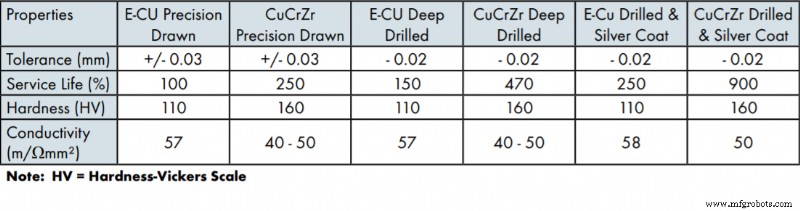
Tips kontak BINZEL memiliki poin referensi berikut ini:
 Kredit Gambar:Panduan Pasti untuk Obor Las Robot oleh Abicor Binzel
Kredit Gambar:Panduan Pasti untuk Obor Las Robot oleh Abicor Binzel
Memutuskan Antara Tip Kontak Ditarik vs. Dibor
Ditarik:adalah proses umum untuk membuat tip kontak; ada lebih banyak variasi dan lebih sedikit kontrol toleransi. Tembaga ditarik dan diekstrusi dari batang tembaga panjang dan kemudian didinginkan ke ujung kontak. Ini lebih murah karena langkah pengeboran dihilangkan dari proses produksi.
Dibor:Lubang diindeks, dibor, dan dikerjakan dari bentuk padat yang memberikan integritas lubang yang lebih besar. Tip kontak yang diekstrusi tidak bertahan selama tip yang dibor.
Perbedaan antara Ditarik dan Dibor:
Integritas dan keterulangan ukuran ujung kontak adalah perbedaan nyata antara ujung kontak yang ditarik dan yang dibor.
Misalnya, ujung kontak 0,045 'yang dibuat dari proses yang ditarik lebih rentan terhadap kesalahan baik dalam ukuran lubang maupun penyelesaian. Kabel, yang selalu memiliki gips, hanya mengenai titik tertinggi dari ujung ujungnya sehingga biasanya akan aus di satu sisi.
Juga, proses yang ditarik tidak dapat diulang atau setepat proses yang dibor. Margin kesalahan ada di ujung lubang sebagai lubang ujung kontak 0,045" mungkin sebesar 0,049" atau sekecil 0,042".
Ketidakkonsistenan ini dapat menyebabkan kualitas rendah arc mulai, pengerjaan ulang, dan penurunan throughput. Hal ini juga dapat menyebabkan kawat terbalik di mana kawat mengembara di luar sambungan las seluruhnya menyebabkan potongan pada bagian tersebut karena toleransi yang tidak konsisten.
Nosel
Salah satu masalah paling umum dengan nosel adalah penumpukan percikan. Nosel yang buruk akan menimbulkan percikan dalam jumlah besar dalam waktu singkat. Lihat di bawah.

Kredit Gambar:TPanduan Definitif untuk Obor Las Robot oleh Abicor Binzel
Pemilihan material juga penting saat memilih nozel yang tepat; semakin banyak material menahan panas, semakin sedikit percikan yang terbentuk di sisi nosel. Lihat di bawah.

Kredit Gambar:TPanduan Definitif untuk Obor Las Robot oleh Abicor Binzel
Misalnya, bahan dasar tembaga atau kuningan murni dengan nosel las tidak bertahan selama bahan nosel berlapis keras seperti nosel berlapis nikel atau krom karena sifat percikan dan tahan panasnya (bandingkan gambar pertama nosel kuningan di atas dengan gambar kedua).
Biasanya, Anda akan menemukan bahan konduktif yang lebih keras yang melindungi dari percikan dan lebih sedikit mengalami penskalaan seperti nikel. Ini akan menawarkan siklus rim yang lebih sedikit dan pada akhirnya produktivitas yang lebih besar.
Slip-On Versus Nozel Berulir
Ada dua jenis nozel:slip-on dan ulir. Analisis manfaat biaya biasanya berakhir dengan waktu henti karena menghabiskan uang, mengorbankan throughput, dan mencegah robot mencapai Pengembalian Investasi (ROI).
Slip-on :nosel slip-on diyakini lebih mudah dipasang dan dilepas, namun dapat mengendur seiring waktu dan menyebabkan porositas pada las. Mereka juga tidak efektif untuk reaming obor.
Berangkai: Risiko diminimalkan hingga tidak ada sama sekali. Ada pilihan benang halus dan pilihan benang kasar. Kedua gaya menawarkan lebih banyak keuntungan pada nosel slip-on karena kecil kemungkinannya untuk gagal.
Nosel berulir halus lebih sulit untuk dipasang dan dilepas (diikat) sementara juga lebih sulit menangani serpihan dan percikan.
Nosel berulir kasar tidak terlalu berdampak terhadap percikan dan kotoran.
Hubungi RobotWorx Sekarang!
Singkatnya, penting untuk memahami hal-hal berikut:apakah Anda menggunakan tip kontak yang ditarik atau dibor? Berapa tingkat kekerasan dan konduktivitas untuk tip kontak? Apa bahan tip dan seberapa sering mengganti tip kontak? bahan nozel? Apakah nosel berulir atau slip-on? Seberapa sering nozel perlu diganti dan berapa biayanya?
Sumber:https://cdn2.hubspot.net/hubfs...


