Proses Pemolesan Cetakan Injeksi Plastik:Panduan Lengkap

Produk plastik industri dan konsumen kini berkembang menuju peningkatan kualitas dan diversifikasi. Oleh karena itu, tugas produsen adalah meningkatkan kualitas cetakan. Ini karena cetakan memiliki keterlibatan langsung dalam kualitas produk. Hal ini memunculkan kebutuhan akan pemolesan cetakan injeksi plastik.
Memoles rongga dan inti perkakas cetakan baru adalah salah satu langkah terakhir yang diambil oleh pembuat cetakan. Banyak orang mengambil langkah ini begitu saja. Namun, pemolesan cetakan adalah proses penting untuk meningkatkan kualitas cetakan, dan sangat penting untuk memahami metode pemolesan cetakan. Artikel ini akan menjelaskan teknik pemolesan cetakan ini. Anda juga akan mempelajari praktik terbaik untuk membantu Anda mendapatkan hasil terbaik dari proses pemolesan cetakan.
Apa itu Pemolesan Cetakan ?
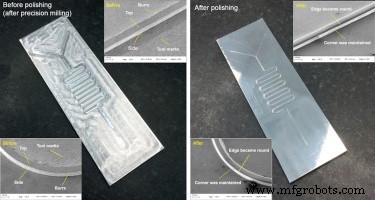
Pemolesan cetakan injeksi plastik adalah teknik yang membantu mendapatkan permukaan cetakan yang halus. Ini dilakukan dengan menghilangkan bagian cembung dari cetakan melalui deformasi plastik dan pemotongan. Umumnya, teknik pemolesan cetakan menggunakan roda wol, strip batu asah, dan amplas untuk pemolesan manual.

Dalam kasus lain, pabrikan menggunakan metode pemolesan super-presisi untuk bahan yang membutuhkan permukaan akhir berkualitas tinggi. Untuk ini, alat pemoles cetakan khusus dengan kuat menekan cairan yang mengandung bahan abrasif pada permukaan benda kerja dengan kecepatan tinggi. Dengan demikian, teknologi ini membantu mendapatkan kekasaran permukaan Ra 0,008 mikrometer.
Finishing permukaan poles sangat berbeda dengan finishing permukaan untuk industri lain. Jenis pemolesan ini sering menjawab moniker "pemrosesan cermin." Ini memiliki standar tinggi untuk proses pemolesan, kehalusan, dan akurasi geometrik.
Pentingnya Pemolesan Cetakan Injeksi Plastik
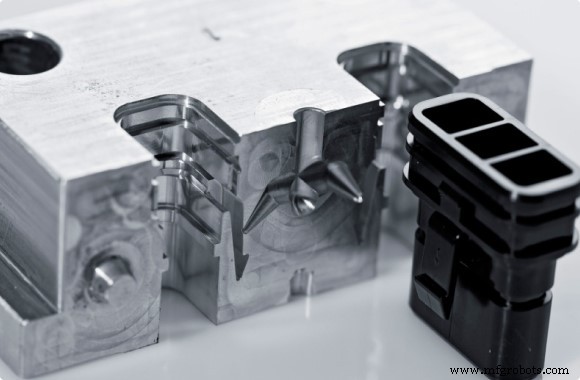
Teknik pemolesan cetakan sangat penting untuk pembuatan alat cetakan untuk plastik. Ini tidak hanya memengaruhi kualitas cetakan, tetapi juga memainkan peran penting dalam kualitas komponen plastik.
Umumnya, pemolesan cetakan memiliki dua tujuan utama. Pertama, memastikan pengusiran bahan plastik dengan mudah dan halus. Dengan cetakan yang memiliki permukaan akhir yang halus, pembuat cetakan dapat dengan mudah melepas dan membentuk bagian plastik. Dengan demikian, Anda dapat yakin bahwa plastik tidak menempel pada cetakan. Dengan cara ini, Anda dapat mencegah terjadinya cacat cetakan injeksi.
Selain itu, permukaan cetakan yang halus meningkatkan estetika benda kerja. Pada saat yang sama, ini membantu meningkatkan ketahanan aus dan korosi pada permukaan plastik. Umumnya, waktu siklus injeksi berkurang dengan teknik pemolesan cetakan plastik yang efektif.
Jenis Proses Pemolesan Cetakan Injeksi Plastik
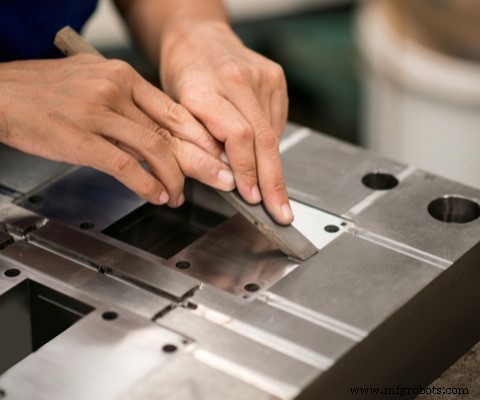
1. Pemolesan Cetakan Mekanis
Pemolesan mekanis adalah teknik pemolesan cetakan utama yang melibatkan penghilangan bagian yang menonjol (cembung) pada permukaan benda kerja untuk mendapatkan permukaan yang halus. Amplas, roda wol, batu minyak, dll., membantu melakukan operasi manual ini.
Namun, operasi dengan persyaratan permukaan tinggi menggunakan teknik pemolesan ultra-presisi. Dalam hal ini, alat pemoles cetakan tujuan khusus, termasuk abrasif, ditekan pada permukaan benda kerja untuk rotasi kecepatan tinggi. Teknologi ini memberikan kekasaran permukaan Ra 0,008 mikrometer, yang menunjukkan nilai terbaik untuk pemolesan cetakan.
2. Pemolesan Cetakan Kimia
Jenis pemolesan ini melibatkan perendaman bahan dalam media kimia. Proses ini memungkinkan pembubaran proyeksi mikro pada permukaan material.
Akibatnya, proses memperoleh permukaan yang halus. Ini adalah proses yang efektif untuk bagian dengan bentuk yang rumit. Selain itu, produsen dapat mengerjakan beberapa benda kerja secara bersamaan untuk mencapai efisiensi yang lebih tinggi.
3. Pemolesan Cetakan Elektrolit

Electropolishing bekerja pada prinsip yang sama seperti kimia polishing. Artinya, secara selektif melarutkan permukaan benda kerja untuk menciptakan hasil akhir yang halus. Namun, ini menghilangkan pengaruh reaksi katoda untuk menghasilkan efek yang lebih signifikan.
4. Pemolesan Cetakan Ultrasonik
Teknik pemolesan cetakan injeksi plastik ini menggunakan suspensi abrasif untuk memoles material yang rapuh dan keras.

Dalam hal ini, bahan direndam dalam suspensi abrasif sebelum ditempatkan di medan ultrasonik. Suspensi menggiling dan memoles permukaan benda kerja menggunakan gelombang ultrasonik. Karena kekuatan makroskopiknya yang kecil, tidak ada deformasi benda kerja yang terkait dengan pemolesan ultrasonik.
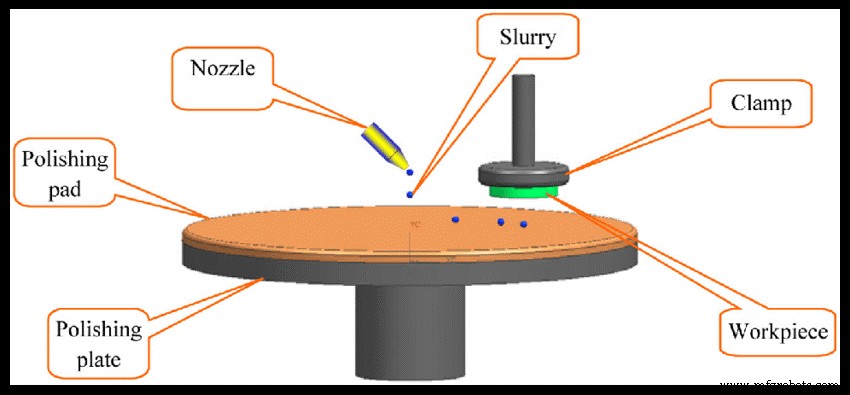
5. Pemolesan Cetakan Cairan
Proses ini bergantung pada penggunaan fluida yang mengalir, membawa partikel abrasif untuk mengikis permukaan benda kerja. Hidraulik membantu menggerakkan penggilingan hidrodinamik. Substansi polimer dalam medium mengalir pada tekanan rendah. Partikel abrasif sering berupa bubuk silikon karbida.
6. Pemolesan Cetakan Magnetik
Pemolesan magnetik menggunakan abrasif magnetik untuk membuat kuas di bawah pengaruh medan magnet.
Metode ini menggiling benda kerja dengan efisiensi pemrosesan yang lebih baik. Ini adalah proses yang mudah dikendalikan yang memberikan hasil kualitas yang sangat baik. Bahan abrasif yang sesuai memberikan kekasaran permukaan sekitar Ra 0,1 mikrometer.
Pemolesan Cetakan Injeksi Plastik Kiat
Pemolesan cetakan adalah proses penting dalam pembuatan plastik. Karena itu, sangat penting untuk melakukannya dengan benar. Kiat-kiat berikut akan membantu Anda mendapatkan hasil terbaik dari proses pemolesan cetakan injeksi plastik:
- Sebelum mengerjakan rongga baru, Anda harus memastikan untuk memeriksa permukaan benda kerja apakah ada kotoran. Membersihkan dengan minyak tanah atau pelarut lain yang sesuai akan memastikan bahwa fitur pemotongan batu minyak berfungsi dengan benar.
- Memoles permukaan cetakan yang kasar harus dimulai dari bagian yang paling sulit hingga bagian yang mudah. Beberapa sudut mati mungkin sulit untuk dipoles. Oleh karena itu, Anda harus menggiling bagian bawah yang dalam terlebih dahulu sebelum pindah ke bagian samping dan permukaan yang rata.
- Yang terbaik adalah memoles benda kerja dengan beberapa komponen secara terpisah sebelum menghaluskan benda kerja yang dirakit.
- Gunakan oilstone untuk memoles garis kasar pada benda kerja dengan permukaan samping besar atau datar. Periksa undercut dan ketidakrataan dengan lembaran baja lurus. Akibatnya, Anda dapat memastikan pelepasan suku cadang dengan mudah dan mencegah kerusakan apa pun.
- Menempelkan amplas atau mata gergaji ke tepi permukaan yang bersentuhan akan membantu mencapai efek perlindungan yang ideal.
- Pemolesan cetakan dengan gagang batu minyak horizontal akan membantu mendapatkan efek terbaik. Kemiringan yang terlalu besar akan menekan gaya ke bawah pada benda kerja, yang menyebabkan terciptanya garis kasar.
- Area alat cetakan harus lebih besar dari amplas, terutama saat memoles cetakan dengan amplas yang dipres bambu atau tembaga.
- Bentuk alat pemoles cetakan harus sangat mirip dengan bentuk cetakan. Ini akan memastikan bahwa Anda tidak merusak benda kerja selama pemolesan.
Kemampuan Cetakan Injeksi Plastik RapidDirect
Kapan pun Anda membutuhkan layanan cetakan injeksi terbaik, RapidDirect adalah perusahaan tujuan Anda. Di RapidDirect, kami membanggakan standar manufaktur berkualitas tinggi yang digabungkan dengan tim ahli yang berpengalaman. Teknisi kami memiliki pengetahuan lengkap tentang cetakan injeksi plastik, dan Anda pasti akan mendapatkan layanan terbaik.
Ada ratusan bahan yang bisa Anda pilih, dengan berbagai teknik finishing yang cocok. Kemampuan finishing cetakan injeksi plastik kami memungkinkan kami memproduksi komponen plastik dengan kualitas terbaik. Semua ini, dan banyak lagi, datang dengan harga yang kompetitif. Unggah file desain Anda hari ini, dan Anda akan mendapatkan penawaran dalam hitungan detik.
Pedoman SPI untuk Pemolesan Cetakan Injeksi Plastik
Society of the Plastics Industry memiliki standar untuk hasil akhir semir cetakan. Bagan permukaan akhir pemolesan SPI menentukan tekstur permukaan cetakan yang diperlukan untuk berbagai bagian dan aplikasi plastik. Berikut spesifikasi menurut pedoman SPI:
| Standar SPI | Panduan | Penyelesaian Tipikal | Kekasaran Permukaan Biasa |
| A-1 | Berlian Kelas 3 | Lensa / Cermin – membutuhkan bahan 420 SS | 0,012 hingga 0,025 |
| L-2 | Berlian Kelas #6 | Suku cadang Polandia tinggi | 0,025 hingga 0,05 |
| L-3 | Berlian Kelas #15 | Suku cadang Polandia tinggi | 0,05 hingga 0,10 |
| B-1 | kertas grit 600 | Suku cadang Polandia sedang | 0,05 hingga 0,10 |
| B-2 | 400 Kertas pasir | Bahasa Polandia Sedang | 0,10 hingga 0,15 |
| B-3 | 320 Kertas pasir | Med – Polandia Rendah | 0,28 hingga 0,32 |
| C-1 | 600 Batu | Suku cadang Polandia rendah | 0,35 hingga 0,40 |
| C-2 | 400 Batu | Suku cadang Polandia rendah | 0,45 hingga 0,55 |
| C-3 | 320 Batu | Suku cadang Polandia rendah | 0,63 hingga 0,70 |
| H-1 | Manik Kaca Ledakan Kering | Selesai Satin | 0,80 hingga 1,00 |
| H-2 | Ledakan Kering #240 Oksida | Selesai Kusam | 1,00 hingga 2,80 |
| H-3 | Ledakan Kering #24 Oksida | Selesai Kusam | 3,20 hingga 18.0 |
Pertimbangan untuk Pemolesan Cetakan Injeksi Plastik
Sebelum mempertimbangkan pemolesan cetakan, ada beberapa faktor penting yang perlu Anda pertimbangkan. Ini akan membantu Anda membuat pilihan yang tepat antara teknik pemolesan cetakan. Pertimbangan utama meliputi:
Pertimbangan proses pencetakan
Saat bahan plastik mendingin, mereka menyusut. Penyusutan menarik bagian-bagian itu menjauh dari rongga untuk membantu mereka mencengkeram inti lebih erat. Dalam hal ini, gaya demolding maksimum diperlukan untuk mengeluarkan bagian plastik dari inti. Jika permukaan bagian dalam cetakan tidak dipoles dengan mulus, gaya ejeksi dan waktu siklus meningkat secara signifikan. Sudut draf untuk cetakan injeksi sering kali sejalan dengan pemolesan cetakan.
Merancang dinding samping bagian akan mengurangi gaya yang dibutuhkan untuk mendorongnya keluar dari inti dan menariknya keluar dari rongga. Namun, ada kasus di mana persyaratan fungsional bagian plastik tidak membuat ketentuan untuk sudut draf. Dalam kasus seperti itu, pemolesan cetakan injeksi plastik halus menjadi lebih penting. Oleh karena itu, yang terbaik adalah menentukan persyaratan pemolesan cetakan, terutama untuk suku cadang yang membutuhkan sudut draf minimal atau tidak sama sekali.
Pertimbangan materi
Beberapa bahan plastik cenderung menghasilkan permukaan yang lebih mengkilap. Misalnya, bagian polistirena menghasilkan penampilan yang lebih berkilau daripada polietilen densitas rendah terlepas dari cetakannya. Juga, polivinil klorida &polietilen lunak, poliuretan, dan beberapa elastomer termoplastik cenderung melekat pada permukaan yang sangat halus. Untuk bahan seperti itu, pemolesan cetakan yang diledakkan ringan akan berhasil.
Plastik yang kuat dan fleksibel dapat mentolerir permukaan yang dipoles kasar. Bahan-bahan tersebut termasuk ABS, polypropylene, dan impact styrene. Di sisi lain, bahan kaku dan rapuh seperti akrilik tidak mentolerir hasil akhir yang kasar. Pemolesan gambar lebih bermanfaat untuk jenis bahan ini. Anda harus cukup berhati-hati untuk menentukan finishing cetakan yang cocok untuk bahan plastik yang tepat.
Pemolesan cetakan pertimbangan biaya
Pemolesan cetakan adalah proses bertahap yang dimulai dengan pemolesan kasar hingga pemolesan yang semakin halus. Semakin tinggi hasil akhir yang dibutuhkan, semakin banyak langkah pemolesan yang diperlukan. Akibatnya, setiap langkah mewakili biayanya masing-masing.
Bagian cetakan injeksi transparan akan membutuhkan pemolesan tinggi pada rongga dan inti. Ini juga menunjukkan kenaikan harga. Menurut beberapa pakar industri, semir cetakan mewakili sekitar 10 persen dari keseluruhan biaya cetakan. Namun, ini mungkin berbeda untuk perusahaan cetakan injeksi yang berbeda.
Kesimpulan
Kualitas cetakan sangat penting sehubungan dengan kualitas tertinggi bagian cetakan injeksi. Pemolesan cetakan injeksi plastik adalah cara yang sangat baik untuk meningkatkan estetika bagian yang dicetak dan memastikan kualitas produk yang tinggi. Oleh karena itu, gunakan tips yang diberikan di atas untuk mendapatkan hasil terbaik dari cetakan injeksi Anda. Untuk layanan cetakan injeksi yang andal, hubungi RapidDirect hari ini!


