Pentingnya Ketebalan Dinding Seragam dalam Cetakan Injeksi [Panduan]
Jika Anda pernah membongkar bagian plastik, Anda akan melihat bagian-bagian ini memiliki ketebalan dinding yang seragam ukurannya. Yah, itu bukan kebetulan. Ketebalan dinding sangat menentukan keberhasilan atau kegagalan bagian tersebut. Ini adalah salah satu aturan terpenting dari desain cetakan injeksi. Jika tidak dilakukan dengan benar, itu dapat menyebabkan sejumlah masalah saat mengerjakan bagian tersebut. Dalam artikel ini, kami akan meninjau mengapa ketebalan cetakan injeksi yang seragam itu penting, cacat yang dapat ditimbulkannya jika tidak dilakukan dengan benar, dan hubungan antara pemilihan bahan dan dinding cetakan injeksi permesinan.
Prinsip yang Perlu Dipertimbangkan Saat Mendesain Dinding Bagian Injeksi
Setelah menyelesaikan pemesinan, bagian tersebut harus menyusut agar mudah dikeluarkan dari cetakan. Tingkat di mana bagian plastik menyusut dalam proses cetakan injeksi tergantung pada dua faktor utama:ketebalan dinding dan ketebalan plastik dari bahan yang digunakan. Semua bagian plastik menyusut saat dingin. Oleh karena itu, desain untuk bagian plastik ini dilakukan sedemikian rupa sehingga penyusutan ini seragam. Tingkat penyusutan yang bervariasi menyebabkan cacat yang berbeda baik kosmetik maupun fatal. Selama desain plastik untuk ketebalan dinding, berikut adalah beberapa aturan yang diperhatikan desainer:
Sudut Tajam
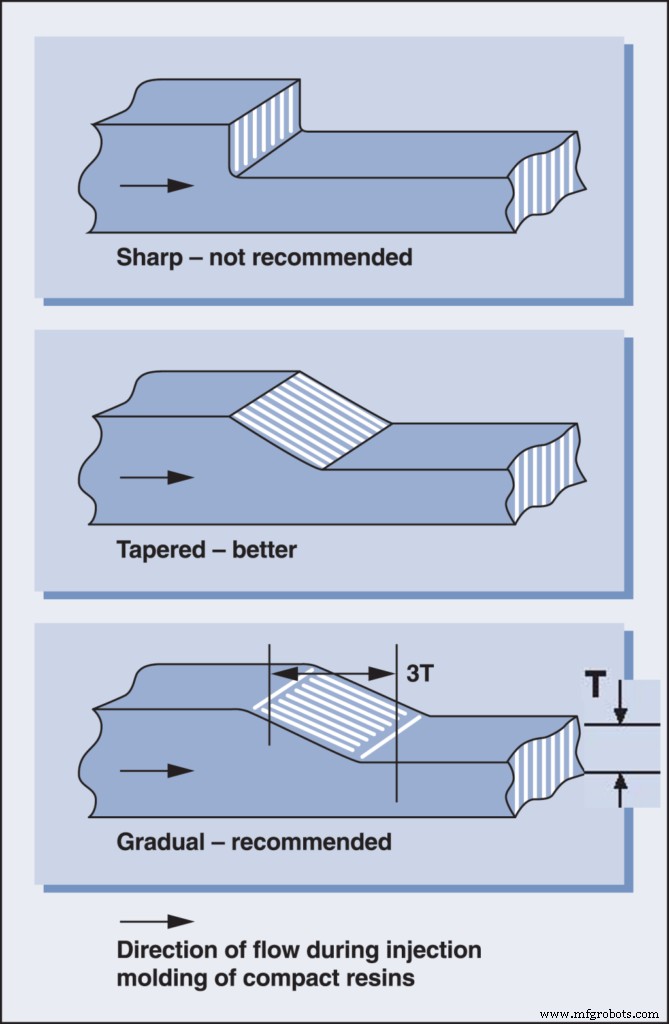
Sudut bagian sangat penting dalam menentukan apakah bagian itu akan gagal atau tidak. Hal ini dikarenakan bagian sudut yang akan tajam akan memiliki tingkat konsentrasi tegangan yang tinggi. Hal ini dapat menghambat aliran plastik dan menyebabkan cacat pada bagian tersebut. Untuk mencegah hal ini, sebagian besar desainer membuat radius bagian dalam sudut 0,5 kali ketebalan plastik sedangkan radius luar 1,5 kali ketebalan plastik.
Tebal Dinding Berdekatan
Untuk dinding yang berdekatan, ketebalan satu dinding tidak boleh kurang dari 40 sampai 60 persen dari yang lain. Selain itu, kedua ketebalan dinding harus berada dalam ambang batas untuk material tertentu.
Draf Sudut
Draf membantu memudahkan pelepasan suku cadang dari cetakan. Secara umum, Anda harus membiarkan draf sebanyak yang diizinkan oleh ketebalan plastik. Dalam kebanyakan kasus, satu sampai dua derajat draft di samping tambahan 1,5 derajat per 0,25 mm dari ketebalan plastik sudah cukup. Ini mungkin berbeda tergantung pada desain cetakan pada ketebalan dinding dan ketebalan bagian.
Bos
Pedoman untuk desain cetakan pada ketebalan dinding harus berlaku untuk bos (struktur silinder yang mengelilingi bukaan dimaksudkan untuk sekrup). Mereka harus memiliki ketebalan 40 hingga 60 persen dari area sekitarnya.
Pelek dan Tekukan
Ketebalan pelek dan lekukan juga harus setipis mungkin. Salah satu cara untuk memastikan ini adalah dengan menambahkan jari-jari yang memadai ke kurva. Ini membantu memastikan bahwa bahan plastik mengalir dengan lancar melalui rongga cetakan.
Iga
Iga dapat diimplementasikan di bagian yang membutuhkan kekuatan. Keuntungan menggunakan tulang rusuk daripada menebalkan bagian adalah mengurangi risiko melengkung. Iga juga lebih hemat biaya karena lebih cepat dingin dan membutuhkan lebih sedikit bahan untuk diproduksi.
Mengapa Penting untuk Menjaga Keseragaman Ketebalan Dinding?
Penampilan
Ketebalan dinding yang tidak rata mempengaruhi estetika bagian cetakan injeksi. Cacat seperti lekukan dan tanda tenggelam mungkin timbul karena ketebalan dinding yang tidak rata. Masalah dangkal seperti garis aliran juga dapat diperhatikan.
Tantangan gerbang
Gating dilakukan dari bagian tebal menjadi bagian yang lebih tipis. Ketebalan dinding yang tidak rata dapat mengakibatkan aliran plastik cair dari bagian tipis ke bagian yang lebih tebal. Hal ini menyebabkan masalah karena bahan plastik mungkin mulai mendingin di bagian yang tipis, yang secara efektif menghalangi aliran ke bagian yang lebih tebal. Cacat seperti tenggelam dan melengkung muncul sebagai akibat dari hal ini.
Tegangan geser
Tegangan geser plastik dalam aliran dapat dipengaruhi oleh ketebalan dinding yang bervariasi. Tegangan geser dari plastik yang mengalir yang bergerak dengan laju pengisian konstan meningkat seiring dengan berkurangnya ketebalan dinding. Ketebalan dinding yang tidak rata menghasilkan tingkat tegangan geser yang berbeda. Ini adalah kontributor utama terjadinya lengkungan pada plastik.
Laju pendinginan
Bagian yang lebih tebal membutuhkan waktu lebih lama untuk didinginkan. Bagian dengan ketebalan dinding yang tidak rata harus tetap berada dalam cetakan sampai seluruh bagian menjadi dingin. Ini mengarah pada peningkatan waktu siklus dan proses manufaktur secara keseluruhan.
Biaya
Dinding yang lebih tebal membutuhkan lebih banyak bahan plastik untuk diisi. Mereka juga membutuhkan lebih banyak waktu untuk mendinginkan. Lebih banyak bahan dan waktu yang lebih lama pada mesin cetak injeksi hanya akan meningkatkan biaya produksi.
Cacat Akibat Ketebalan Dinding yang Tidak Merata
Sementara cetakan injeksi menyediakan salah satu metode terbaik untuk pembuatan suku cadang, masih ada faktor yang dapat menyebabkan cacat pada produk akhir Anda. Beberapa cacat dapat timbul sebagai akibat dari proses pencetakan serta ketebalan plastik dari bahan yang digunakan. Di bawah ini disorot beberapa cacat yang dipengaruhi oleh ketebalan dinding.
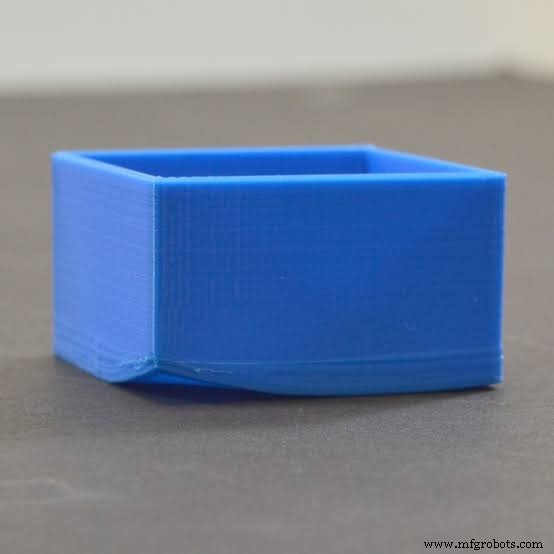
Warpage
Warpage muncul sebagai akibat dari penyusutan yang tidak merata dari berbagai bagian produk. Hal ini menyebabkan tikungan dan tikungan dalam bentuk produk pada penyelesaian. Seperti yang telah digarisbawahi, ketebalan dinding yang tidak rata menyebabkan bagian-bagian produk menjadi dingin pada tingkat yang berbeda yang mengarah ke lengkungan.
Garis aliran
Garis alir merupakan cacat estetika yang terjadi pada produk plastik. Mereka muncul sebagai gelombang atau garis, biasanya dengan nada warna yang berbeda dari daerah sekitarnya. Mereka terjadi sebagai akibat dari laju aliran yang berbeda dari plastik cair di rongga cetakan.
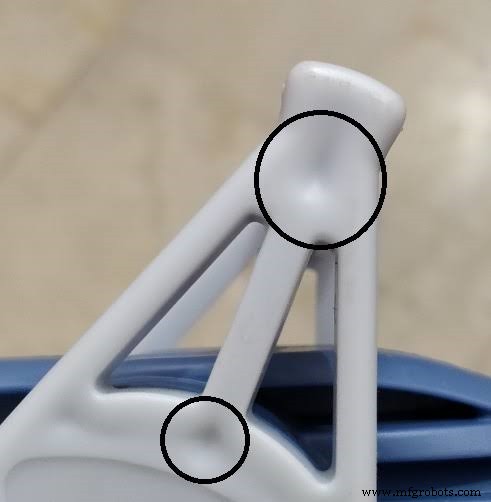
Tanda Tenggelam
Tanda tenggelam seperti kawah kecil yang terbentuk pada produk cetakan injeksi. Kawah ini terbentuk ketika bahan plastik tidak dapat didinginkan sepenuhnya saat berada di dalam cetakan. Tanda susut lebih sering terbentuk pada bagian produk yang lebih tebal karena membutuhkan lebih banyak waktu untuk mendingin.
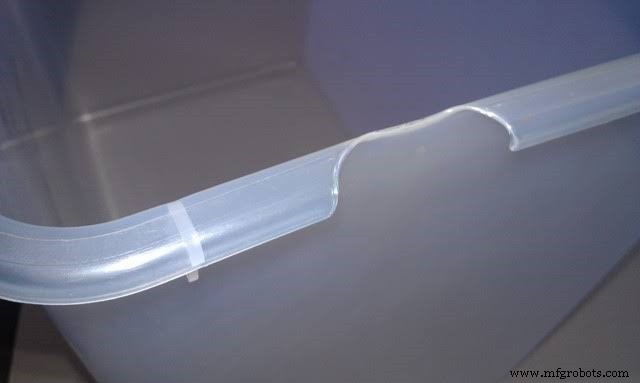
Tembakan Pendek
Tembakan singkat terjadi ketika bagian dari produk hilang. Hal ini terjadi karena plastik cair gagal mencapai semua bagian cetakan. Ketebalan dinding yang tidak rata dapat menyebabkan cacat ini. Ketika ketebalan dinding tidak rata, plastik yang mengalir dari bagian tipis ke bagian yang lebih besar dapat mendingin sebelum waktunya. Ini kemudian mencegah plastik cair masuk ke bagian yang lebih tebal.
Memilih Bahan untuk Cetakan Injeksi Plastik
Salah satu faktor terpenting untuk menentukan ketebalan dinding adalah bahan yang digunakan. Ini karena bahan akan menjadi faktor pembatas seberapa tipis desain plastik untuk ketebalan dinding. Berbagai bahan akan memungkinkan ketebalan dinding yang berbeda. Penting untuk melalui tahap pengujian di mana Anda dapat mencoba berbagai bahan dan desain plastik untuk konfigurasi ketebalan dinding sebelum memulai produksi besar.
Pilihan bahan Anda juga menentukan ketebalan plastik. Ada beberapa bahan yang tersedia untuk dipilih. Beberapa bahan memungkinkan Anda untuk mendesain dinding yang sangat tipis mengapa yang lain membutuhkan dinding yang lebih tebal. Anda harus mencoba menyeimbangkan antara fungsionalitas, kinerja, dan biaya saat memilih bahan.
Di RapidDirect, kami menawarkan berbagai bahan yang memungkinkan berbagai ketebalan dinding untuk suku cadang Anda. Anda dapat menemukan informasi lebih lanjut tentang materi dari bagian materi kami. Anda juga dapat menemukan ketebalan dinding yang direkomendasikan untuk berbagai komponen plastik di bawah ini.
Pedoman ketebalan bahan umum.
| Materi | Ketebalan dinding yang disarankan |
| ABS | 0,045 – 0,140 |
| Asetal | 0,030 – 0,120 |
| Akrilik | 0,025 – 0,500 |
| Polimer Kristal Cair | 0,030 – 0,120 |
| Plastik Bertulang Serat Panjang | 0,075 – 1.000 |
| Nilon | 0,030 – 0,115 |
| Polikarbonat | 0,040 – 0,150 |
| Poliester | 0,025 – 0,125 |
| Polietilen | 0,030 – 0,200 |
| Polifenilen Sulfida | 0,020 – 0,180 |
| Polipropilena | 0,025 – 0,150 |
| Polistirena | 0,035 – 0,150 |
| Poliuretan | 0,080 – 0,750 |
| PVC Kaku | 0,090 – 0,250 |
| PVC Lembut | 0,025 – 0,150 |
Dinding yang lebih tebal menghasilkan bagian yang lebih kuat. Mereka juga meningkatkan risiko melengkung, menambah bobot ekstra pada produk, waktu ekstra pada produk, dan juga membutuhkan lebih banyak bahan. Dinding tipis di sisi lain, meskipun lebih murah dapat menyebabkan keretakan dan kerusakan produk. Penting untuk menemukan keseimbangan yang tepat antara ketebalan dinding dan kinerja.
Desain untuk Kemudahan Pembuatan
Bahkan setelah memperbaiki desain plastik pada ketebalan dinding untuk bagian Anda, disarankan untuk melihat bagaimana bagian tersebut akan berfungsi dengan koreksi baru. Di sinilah proses Design for Manufacturability masuk. Dengan DfM, Anda dapat dengan mudah mengidentifikasi cacat baru atau modifikasi desain lainnya untuk membantu mengurangi ketebalan dinding.
Karena pentingnya tahapan ini, maka penting juga untuk Anda serahkan kepada ahli yang ahli di bidang ini dan akan memberikan hasil yang terbaik. Alternatifnya, Anda bisa melakukannya sendiri. Namun, ini hanya akan meningkatkan waktu tunggu produk. Oleh karena itu, mengapa tidak mengalihdayakannya ke ahlinya dalam hal ini.
Dengan layanan pencetakan injeksi RapidDirect, Anda memiliki akses ke tim analis DfM ahli yang bekerja untuk memastikan desain produk Anda adalah yang terbaik. Desainer kami juga akan bekerja dengan analis DfM untuk memastikan bahwa desain plastik untuk ketebalan dinding bagian Anda berada dalam bentuk yang optimal.
Kesimpulan
Menjaga keseragaman ketebalan dinding dalam proses pencetakan injeksi plastik sangat bagus untuk estetika serta integritas struktural produk Anda. Ini bisa sangat menantang karena ada banyak pertimbangan yang harus Anda buat. Untuk menyederhanakan proses ini, Anda perlu bekerja dengan perusahaan cetakan injeksi dengan pengalaman dan keterampilan yang diperlukan untuk menghidupkan proyek Anda tanpa komplikasi. RapidDirect adalah pilihan sempurna untuk memastikan pekerjaan cetakan injeksi Anda tanpa cacat ketebalan dinding.
Layanan Cetakan Injeksi Plastik RapidDirect
Di RapidDirect, ada berbagai macam bahan untuk dipilih. Ini memungkinkan Anda memilih material dengan fungsionalitas, kinerja, dan harga terbaik untuk proyek Anda. Dengan cara ini, berbagai ketebalan plastik juga tersedia untuk Anda. Kami juga menawarkan berbagai proses pencetakan injeksi untuk memenuhi berbagai kebutuhan Anda.
Fasilitas kapasitas canggih kami memungkinkan kami untuk melayani Anda dengan cepat. Kami memberikan penawaran dalam satu hari kerja. Anda juga akan memiliki akses ke umpan balik DFM gratis kami, membantu Anda menyelesaikan masalah desain apa pun sebelum produksi dimulai.
Kunjungi situs web kami hari ini untuk memulai.


