Cara memilih teknologi yang paling tepat:FDM, SLA, dan SLS

Manufaktur aditif adalah istilah yang digunakan untuk mendeskripsikan keseluruhan rangkaian teknologi manufaktur berdasarkan pembentukan kontribusi material . Artinya, tidak seperti manufaktur subtraktif (yang mencakup metode pemesinan CNC tradisional), ini didasarkan pada pembuatan komponen dengan memberikan jumlah material yang tepat lapis demi lapis dengan cara yang selektif.
Namun, dalam kategori ini kita dapat menemukan banyak teknologi yang sangat berbeda, masing-masing dengan kelebihan dan kekurangannya, jadi mengetahui dasar-dasarnya dan batasannya adalah sesuatu yang sangat penting untuk memilih yang paling cocok untuk setiap kebutuhan.
Meskipun ada banyak teknologi dan varian, yang paling umum dan tersebar luas dalam industri ini adalah tiga:
- Pengendapan bahan cair (FDM)
- Fotopolimerisasi resin selektif (SLA)
- Sintering laser selektif (SLS)
Meski yang paling tersebar luas tidak diragukan lagi adalah teknologi FDM. Terutama karena munculnya printer 3D berbiaya rendah berdasarkan teknologi ini, dalam beberapa tahun terakhir, teknologi SLA dan SLS telah berkembang pesat . Perusahaan seperti Formlab atau Sinterit peralatan pasar, masing-masing berdasarkan SLA dan SLS, mampu mencapai kualitas industri dengan harga yang sangat kompetitif. Ini bersama dengan munculnya materi baru membuat saat ini sulit bagi perusahaan atau profesional untuk memilih satu teknologi atau lainnya.
Di bawah ini kami merinci karakteristik utama masing-masing, serta perbedaan, kelebihan dan kekurangannya.
Fuse Deposition Modeling (FDM)
Sejauh ini teknologi yang paling populer . Ini didasarkan pada ekstrusi melalui nosel atau "nosel", termoplastik di atas suhu lelehnya. Saat bahan yang diekstrusi keluar dari nosel filamen, bahan tersebut disimpan secara selektif dan lapis demi lapis untuk membentuk bagian.
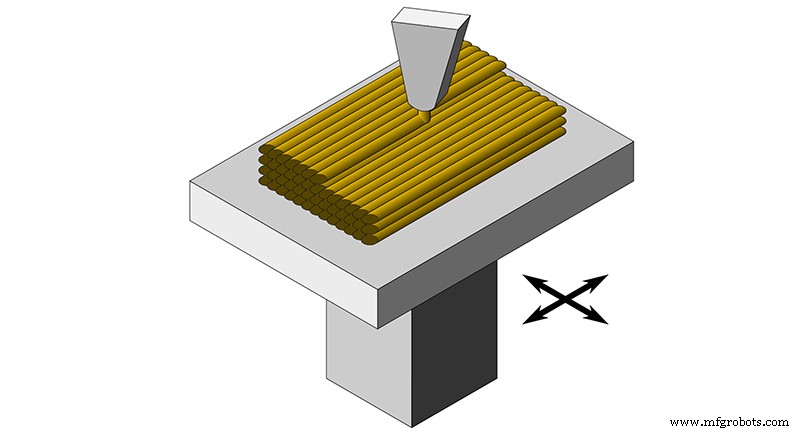
Gambar 1:Pencetakan FDM. Sumber:commons.wikimedia.com
Meskipun merupakan yang paling umum,ini adalah yang paling rumit dalam hal mendesain dan menyiapkan file untuk dicetak . Keterbatasan pencetakan FDM 3D sering menentukan desain itu sendiri , jadi secara umum, ketika suku cadang diproduksi menggunakan teknologi ini, perlu dirancang atau didesain ulang agar kompatibel. Ini bisa menjadi masalah besar jika tujuan pencetakan 3D adalah memvalidasi model yang nantinya akan diproduksi menggunakan metode produksi lain.
Di antara semua batasan, yang paling penting adalah kebutuhan untuk menggunakan penyangga dan ketidakmungkinan memperoleh isotropi mekanis.
Karena bahan cair tidak dapat diendapkan di udara, tidak mungkin untuk mencetak jembatan atau overhang secara langsung, sehingga dalam kasus ini perlu ditambahkan struktur pendukung. Hal ini memerlukan biaya material dan waktu yang lebih besar, selain fakta bahwa potongan akan membutuhkan pemrosesan pasca untuk menghilangkan penopang ini dan kualitas permukaan di area kontak akan terpengaruh.
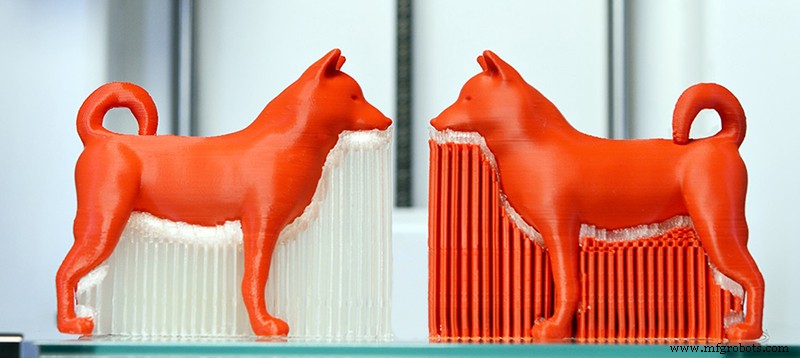
Gambar 2:Komponen yang dicetak dengan penyangga. Sumber:Sederhanakan3D
Salah satu cara untuk meminimalkan beberapa kelemahan penggunaan media adalah dengan mencetaknya menggunakan bahan yang mudah larut . Ini akan memudahkan pelepasannya dan meningkatkan kualitas permukaan area kontak. Hal ini mengharuskan printer memiliki sistem ekstruder ganda seperti sistem IDEX untuk printer BCN3D Sigma dan BCN3D Sigmax atau ekstruder ganda Bondtech yang tergabung dalam printer 3D Raise Pro2.
Film 1:Sistem IDEX BCN3D. Sumber:BCN3D
Di sisi lain, seperti yang kami jelaskan di artikel sebelumnya, menggunakan FDM tidak mungkin mendapatkan bagian isotropik , yang merupakan masalah utama dalam aplikasi mekanis dan struktural tertentu.
Batasan penting lainnya adalah resolusi rendah dan toleransi tinggi . Meskipun menggunakan nosel berdiameter kecil, resolusi Z mendekati yang dicapai oleh SLA atau SLS dapat dicapai, resolusi XY akan selalu jauh lebih rendah dan akan dikondisikan oleh bahan yang digunakan . Ini karena resolusi ditentukan oleh diameter nosel yang digunakan dan tidak semua bahan cocok dengan nozel berdiameter kecil.
Namun, tidak semuanya merupakan kekurangan. Teknologi FDM sejauh ini memiliki jangkauan material terluas dan dengan biaya lebih rendah , selain volume pencetakan yang lebih tinggi dan, meskipun perbedaan harga antara berbagai teknologi telah dipersingkat, ini masih merupakan teknologi termurah.
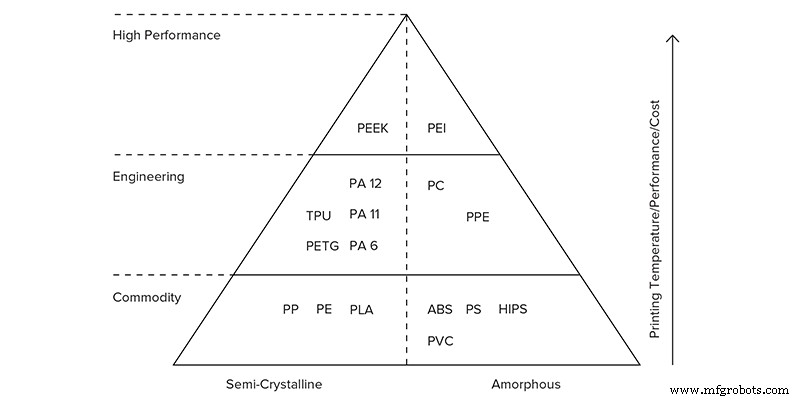
Gambar 3:Piramida bahan utama yang tersedia untuk pencetakan FDM 3D. Sumber:3dhubs.com
Ini juga merupakan teknologi yang bersih dan aman yang membutuhkan sedikit persiapan sebelum mencetak . Hal ini memungkinkannya untuk ditempatkan di lingkungan apa pun dan memungkinkan lebih cepat daripada pencetakan SLA dan SLS yang memerlukan persiapan dan tugas pembersihan yang lebih ekstensif, menjadikannya teknologi yang sempurna untuk aplikasi pendidikan di tingkat mana pun, dari tingkat dasar hingga studi superior.
Ini adalah teknologi ideal untuk mencetak template dan alat, komponen dengan volume sedang yang besar, atau untuk aplikasi yang memerlukan bahan khusus yang tidak tersedia untuk teknologi lain.
Sektor lain di mana pencetakan FDM 3D menawarkan keuntungan besar adalah produksi model arsitektur . Secara umum, proyek jenis ini terdiri dari potongan-potongan besar yang tidak memerlukan ketelitian tinggi. Hal ini, bersama dengan ketersediaan material seperti Filamet, Timberfill, Smartfil EP, atau PLA Mukha yang mampu memberikan pelapisan logam, kayu, atau keramik pada potongan tanpa memerlukan pemrosesan pasca.

Gambar 4:Model arquitectónico impreso oleh FDM. Fuente:Raise3D
Stereolitografi (SLA)
Ini adalah teknologi pencetakan 3D paling umum kedua. Hal ini berdasarkan pemaparan kuvet resin yang dapat difoto secara selektif terhadap sinar ultraviolet lapis demi lapis . Eksposur selektif ini dapat melalui pemindaian laser (SLA), proyektor (DLP), atau led bertopeng (LED-LCD/MSLA).
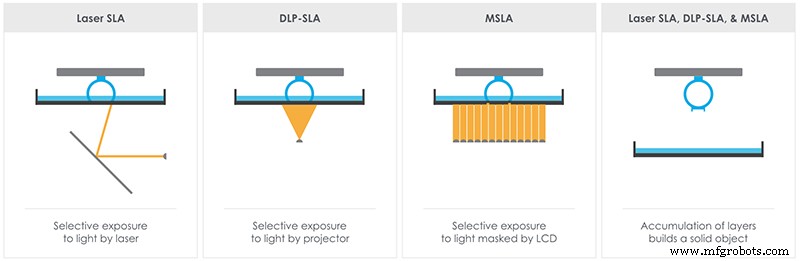
Gambar 5:Perbedaan antara SLA, DLP, dan MSLA. Sumber:theorthocosmos.com
Seperti pencetakan FDM 3D, membutuhkan dukungan yang harus dilepas setelah dicetak, namun, pencetakan SLA 3D saat ini tidak memungkinkan pencetakan bersamaan dengan dua bahan, jadi satu-satunya cara untuk melepas penyangga adalah secara mekanis . Artinya dalam hal ini permukaan potongan juga terpengaruh di area di mana telah ada kontak dengan dukungan.

Gambar 6:Penyangga karya yang dicetak oleh SLA. Sumber:3Dhubs.com
Perbedaan mendasar lainnya dari pencetakan FDM 3D adalah ia menggunakan polimer termoset, bukan termoplastik. Selain itu, bahan SLA cenderung lebih mahal daripada bahan FDM dan memiliki beberapa toksisitas . Ini, bersama dengan fakta bahwa bagian memerlukan pembersihan dan pasca-pemrosesan tugas, membuat teknologi ini kurang direkomendasikan untuk sektor pendidikan.
Namun, kekuatannya adalah resolusi tinggi dan penyelesaian permukaan luar biasa yang dapat dicapai melalui pencetakan SLA 3D. Secara umum, resolusi hingga 50 um dapat dicapai di semua bidang .
Terlepas dari kenyataan bahwa ada printer SLA dengan volume pencetakan besar yang sebanding dengan printer FDM 3D, secara umum printer SLA 3D cenderung memiliki volume cetak yang jauh lebih rendah.
Sangat cocok untuk mencetak bagian kecil yang membutuhkan resolusi tinggi dan penyelesaian permukaan yang sangat baik . Saat ini teknologi pencetakan 3D paling populer di industri gigi dan perhiasan . Inilah mengapa ia memiliki katalog resin gigi dan castable terluas.

Gambar 7:Model gigi dicetak oleh SLA. Sumber:Formlabs.
Sintering Laser Selektif (SLS)
Ini mungkin teknologi yang paling tidak dikenal , meskipun merupakan salah satu yang tertua dan paling umum di lingkungan industri.
Hal ini karena sampai saat ini semua peralatan SLS 3D printing yang digunakan membutuhkan fasilitas yang memadai dan biaya peralatan serta implantasinya dulu tinggi. Meskipun dalam beberapa tahun terakhir ini telah berubah berkat munculnya printer SLS dalam format desktop, seperti printer Lisa dan Lisa Pro, yang biaya akuisisi dalam penerapannya mendekati sistem FDM dan SLA. Meskipun teknologi ini memungkinkan produksi komponen termoplastik dan logam, karena tujuan artikel ini adalah untuk memahami perbedaan antara ketiga teknologi tersebut, kami hanya akan berfokus pada pencetakan termoplastik SLS 3D.
Pencetakan SLS 3D terdiri dari sintering selektif, menggunakan sistem pemindaian laser, lapisan bahan bubuk. Setiap kali sebuah lapisan disinter, build deck akan turun dan perangkat khusus yang disebut recoator menerapkan lapisan bubuk baru.
Gambar 8:Skema printer SLS. Sumber:Sinterit.
Keunggulan utama teknologi ini adalah kemungkinan mencetak tanpa dukungan . Hal ini membuat kendala desain jauh lebih sedikit dibandingkan teknologi lainnya , selain sangat menyederhanakan pasca-pemrosesan bagian-bagiannya.
Ini ditambah dengan presisi tinggi dicapai oleh laser, lebih unggul daripada yang diperoleh dengan pencetakan 3D SLA atau FDM, memungkinkan untuk mencetak rakitan kompleks secara langsung, tanpa harus mencetak komponennya satu per satu.

Film 2:Pergeseran sepeda diproduksi langsung menggunakan pencetakan SLS 3D. Sumber:Sinterit.
Keuntungan penting lainnya adalah bagian yang dicetak oleh SLS padat dan memiliki isotropi tinggi , yang menjadikannya teknologi ideal untuk produksi model fungsional dan prototipe. Semua ini, bersama dengan lapisan permukaan yang bagus, membuatnya juga cocok untuk produksi seri kecil produk akhir .
Printer 3D SLS tidak memiliki berbagai bahan yang kompatibel seperti pencetakan FDM 3D , namun kemungkinan menggunakan bahan teknis seperti berbagai jenis nilon, atau TPE dan TPU , membuatnya dapat mencakup sebagian besar aplikasi.
Film 3:Bagian yang dicetak pada TPU menggunakan pencetakan SLS 3D. Sumber:Sinterit.
Terlepas dari semua kelebihannya, faktor pembatas utama pencetakan 3D SLS adalah volume build. Meskipun peralatan industri memiliki volume build besar yang serupa dengan yang ditemukan dalam sistem FDM, printer 3D desktop SLS memiliki volume cetak yang serupa dengan printer SLA.
Juga, meskipun pemrosesan pasca bagian terbatas pada pembersihan untuk menghilangkan bedak berlebih tanpa sintering , printer SLS 3D memerlukan persiapan dan pembersihan yang membuatnya tidak secepat pencetakan FDM .
Meskipun semua karakteristik ini telah menjadikan teknologi ini sebagai standar industri , biayanya yang tinggi telah membatasi aksesnya ke perusahaan kecil dan menengah. Dengan munculnya printer 3D SLS desktop yang terjangkau seperti Lisa dan Lisa Pro dalam beberapa tahun terakhir, hal ini berubah. Meskipun biayanya masih sedikit lebih tinggi daripada model setara di FDM dan SLA, saat ini biaya tidak lagi menjadi faktor penentu saat memilih satu teknologi atau lainnya.

Gambar 9:Sinterit Lisa Pro. Sumber:Sinterit.
Perbandingan antara FDM, SLA, dan SLS
Untuk membandingkan ketiga teknologi dengan tepat, kami harus melakukannya pada dua tingkat:dalam hal karakteristik dan dalam hal desain serta batasan manufaktur.
Karakteristik utama dari setiap teknologi dibandingkan di bawah ini:
Karakteristik>Fitur |
|---|
| Fitur | FDM | SLA | SLS |
|---|
| Prinsip pengoperasian | Ekstrusi bahan cair | Fotopolimerisasi resin | Mikropartikel yang disinter |
|---|
| Jenis bahan yang kompatibel | Termoplastik | Resin yang menyembuhkan cahaya | Termoplastik |
|---|
| Jumlah bahan yang kompatibel | Sangat tinggi | Sedang | Rendah |
|---|
| Harga bahan | Sedang - Rendah | Tinggi | Sedang |
|---|
| Kompleksitas | Tinggi | Sedang | Sedang |
|---|
| Kesegeraan | Sangat tinggi | Sedang | Rendah |
|---|
| Resolusi lapisan minimum | 0,1 mm | 0,05 mm | 0,06 mm |
|---|
| Resolusi maksimum dalam XY | 0,25 mm | 0,05 mm | 0,08 - 0,08 mm |
|---|
| Presisi | Rendah | Sedang | Tinggi |
|---|
| Aplikasi | Pembuatan prototipe cepat.
Pendidikan.
Pembuatan template dan alat. | Model dengan detail kecil.
Negatif castable untuk perhiasan dan kedokteran gigi.
Splint. | Prototipe fungsional.
Seri singkat.
Templat dan alat.
Komponen ortopedi.
Model medis |
|---|
| Keuntungan | Harga murah.
Kesegeraan.
Bahan tersedia. | Resolusi tinggi.
Bahan gigi dan castable berkualitas. | Mencetak tanpa dukungan.
Suku cadang berkualitas tinggi.
Mencetak rakitan secara langsung.
Akurasi tinggi. |
|---|
| Kerugian | Perlu menggunakan penyangga.
Beberapa bahan memiliki penyusutan yang tinggi. | Biaya bahan yang tinggi.
Volume cetak rendah. | Waktu pencetakan yang lama.
Volume cetak rendah. |
|---|
Tabel berikut menunjukkan batasan desain dari setiap teknologi:
Persyaratan desain |
|---|
| Fitur | FDM | SLA | SLS |
|---|
| Overhang | Memerlukan dukungan dari 45º | Selalu membutuhkan dukungan | Tidak perlu dukungan |
|---|
| Jembatan | Memerlukan dukungan dari 10 mm | Tidak membutuhkan dukungan, meskipun direkomendasikan | Tidak perlu dukungan |
|---|
| Ketebalan dinding minimum | 0,8 mm |
0,5 mm pada dinding yang ditopang
1 mm pada dinding yang tidak didukung | 0,7 mm |
|---|
| Ukiran |
Lebar 0,6 mm
2 mm tinggi | 0,4 mm | 1 mm |
|---|
| Diameter lubang minimum | 2 mm | 0,5 mm | 1,5 mm |
|---|
| Toleransi pada komponen bergerak dan koneksi | 0,5 mm | 0,5 mm |
0,3 mm di bagian yang bergerak
Sambungan 0,1 mm dalam |
|---|
| Lubang knalpot pada bagian yang berongga | Tidak perlu | 4 mm | 5 mm |
|---|
| Ukuran detail minimum | 2 mm | 0,2 mm | 0,8 mm |
|---|
| Diameter kolom minimum | 3 mm | 0,5 mm | 0,8 mm |
|---|
| Toleransi umum | ±0,5% (batas bawah ± 0,5 mm) | ±0,5% (batas bawah ± 0,15 mm) | ±0,3% (batas bawah ± 0,3 mm) |
|---|
Saat ini, komputer berdasarkan ketiga teknologi ini tersedia di pasaran dengan kisaran harga yang sama, seperti printer dari produsen Raise3D, Formlabs, atau Sinterit. Berkat ini, satu-satunya kriteria saat membuat keputusan untuk menerapkan satu teknologi atau lainnya adalah kriteria teknis.
Penting untuk menilai dengan baik kebutuhan dan penggunaan yang akan diberikan pada printer 3D untuk memutuskan teknologi mana yang paling cocok dan dapat membuat investasi menguntungkan.
-
Bagaimana perbedaan teknologi pencetakan FDM dan SLA 3D?
Pencetakan 3D bukanlah teknologi baru seperti yang terlihat, jika tidak ada selama bertahun-tahun, sejak 1986 ketika Chuck Hull , pendiri Sistem 3D, mencatat printer 3D pertama. Ini adalah printer SLA 3D (StereoLithoGraphy), yang menggunakan resin yang mengeras dengan fotopolimerisasi saat sinar las
-
Cara memilih hotend yang benar
Hotend adalah salah satu bagian mendasar dari printer 3D FDM, dan terlepas dari kesederhanaannya, salah satu yang paling kompleks. Komponen ini tidak hanya bergantung pada resolusi printer, tetapi juga kemampuan untuk mencetak materi tertentu, seperti abrasif atau suhu tinggi. Ada beberapa opsi saat
-
Bagaimana cara menghitung biaya komponen cetakan 3D yang dicetak dengan teknologi SLS?
Seperti teknologi pencetakan 3D lainnya, dalam pencetakan 3D SLS, sangat penting untuk mengetahui berapa biaya pencetakan untuk setiap bagian cetakan 3D. Artikel ini menjelaskan cara mengetahui perkiraan biaya pencetakan 3D dengan printer 3D SLS Sinterit Lisa dan Sinterit Lisa Pro. Untuk memahami d
-
PPprint dan pembuatan komponen polipropilen cetak 3D dengan teknologi FDM
Apakah pencetakan 3D FDM dengan polipropilen dapat dilakukan saat ini tanpa efek bengkok yang menakutkan ? Ini adalah pertanyaan yang banyak ditanyakan oleh pengguna printer 3D FDM. Polipropilena (PP) adalah salah satu bahan plastik paling berharga saat ini, karena memadukan kepadatan rendah, sifat


