Pengaturan Dukungan PrusaSlicer Optimal untuk Cetakan 3D yang Andal
Di PrusaSlicer, pengaturan dukungan yang tepat sangat penting untuk keberhasilan pencetakan, terutama ketika model berisi struktur yang menggantung atau di udara. Penyangga yang dikonfigurasi dengan benar menjaga komponen tetap stabil selama pencetakan, mengurangi limbah filamen, dan membuat pascapemrosesan tidak menimbulkan rasa sakit.
Sebaliknya, penyangga yang dihasilkan dengan buruk dapat menjadi sulit untuk dilepas, meninggalkan penyok atau bahkan menyebabkan patah pada model yang rapuh.
Di bawah ini adalah panduan mendetail yang memanfaatkan pengalaman dunia nyata dan praktik terbaik para ahli untuk membantu Anda mengonfigurasi PrusaSlicer untuk menghasilkan dukungan yang optimal.
Karena setelan ideal bergantung pada printer, material, dan geometri model Anda, rekomendasi di bawah ini berfungsi sebagai titik awal yang mungkin perlu Anda sesuaikan untuk penyiapan spesifik Anda.
Berikut adalah opsi dukungan inti PrusaSlicer yang ingin Anda tinjau:
- Buat Materi Pendukung
- Ambang Batas Overhang
- Gaya
- Lapisan Rakit
- Jarak Kontak Rakit Z
- Jarak Z Kontak Atas dan Bawah
- Pola
- Spasi Pola
- Lapisan Antarmuka
- Pola Antarmuka
- Spasi Pola Antarmuka
- Pemisahan XY antara Objek dan Pendukung
- Sudut Cabang Maksimum
- Diameter Cabang
- Jarak Cabang
Buat Materi Pendukung
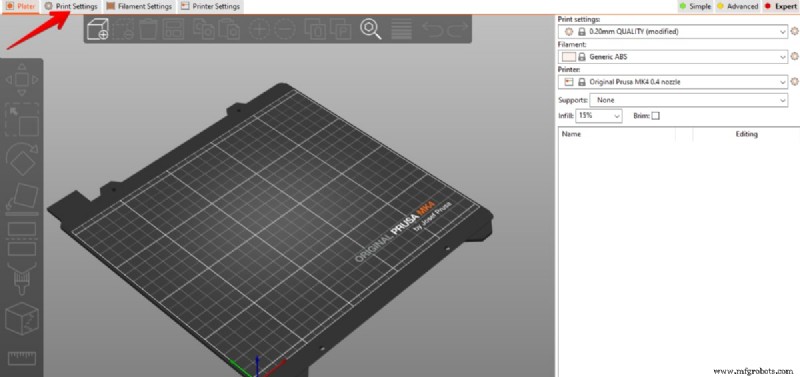
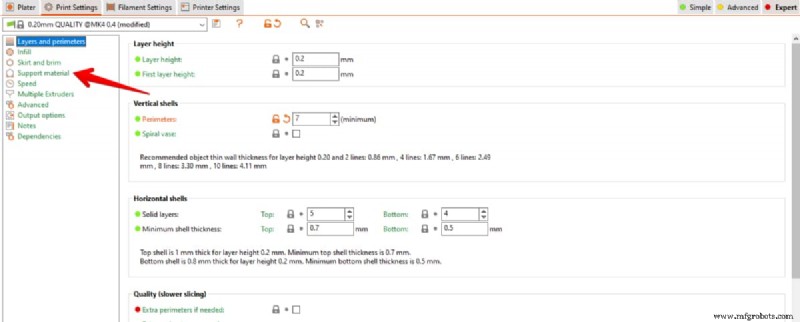
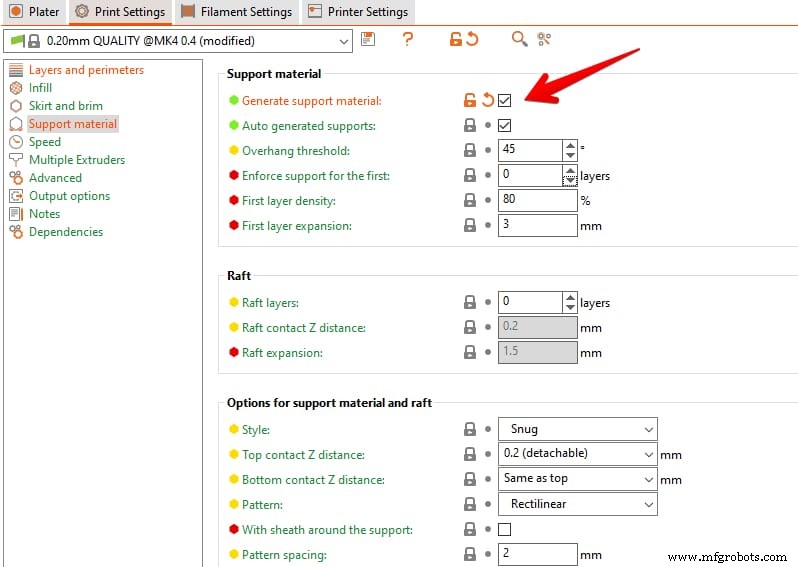
Untuk mengaktifkan dukungan, buka Pengaturan Cetak panel dari menu atas dan navigasikan ke Materi Pendukung bagian. Buat Materi Pendukung kotak centang dinonaktifkan secara default; centang jika model Anda berisi overhang yang akan runtuh.
Setelah diaktifkan, Anda dapat menyempurnakan parameter dukungan lainnya. Ingatlah bahwa setiap penyangga menghabiskan filamen dan menambah total waktu pencetakan.
Mengurangi kuantitas dukungan dapat dilakukan dengan melakukan reorientasi atau pemisahan model untuk meminimalkan overhang sebelum pemotongan.
Anda dapat memilih pembuatan dukungan yang sepenuhnya otomatis atau menerapkan dukungan secara manual, bergantung pada alur kerja Anda.
Dukungan yang Dibuat Otomatis
Saat Dukungan yang Dihasilkan Otomatis dicentang, PrusaSlicer secara otomatis menempatkan dukungan di mana pun ambang batas overhang terlampaui. Ambang batas defaultnya adalah 45°, namun Anda dapat menyesuaikannya untuk mengontrol kepadatan penyangga.

Dukungan otomatis ideal untuk pemula atau ketika Anda tidak yakin dengan penempatan yang optimal. Mereka dapat dikonfigurasi untuk menghasilkan dukungan Di Mana Saja (dari pelat bangunan dan bagian mana pun yang menjorok) atau Hanya pada pelat bangunan (yang dapat mengurangi kontak dengan fitur sensitif namun mungkin meninggalkan overhang yang tidak didukung).
Dukungan Manual
Dukungan manual memberi Anda kendali penuh atas di mana materi pendukung muncul. Hal ini dapat menghemat filamen dan waktu pencetakan jika Anda yakin menempatkannya secara strategis.
PrusaSlicer menawarkan dua mode manual:
- Cat pada Penopang – Soroti area yang membutuhkan dukungan.
- Penegak &Pemblokir Dukungan – Menambahkan atau menghapus titik dukungan per model.
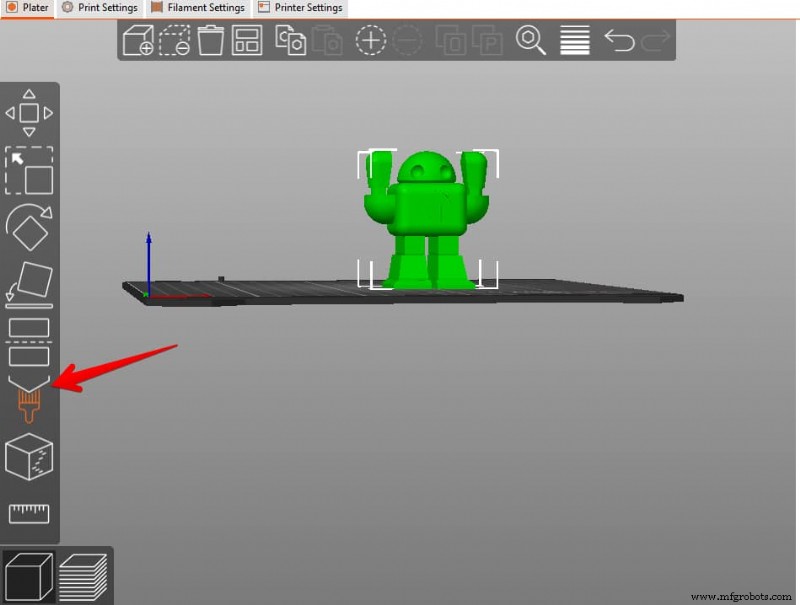
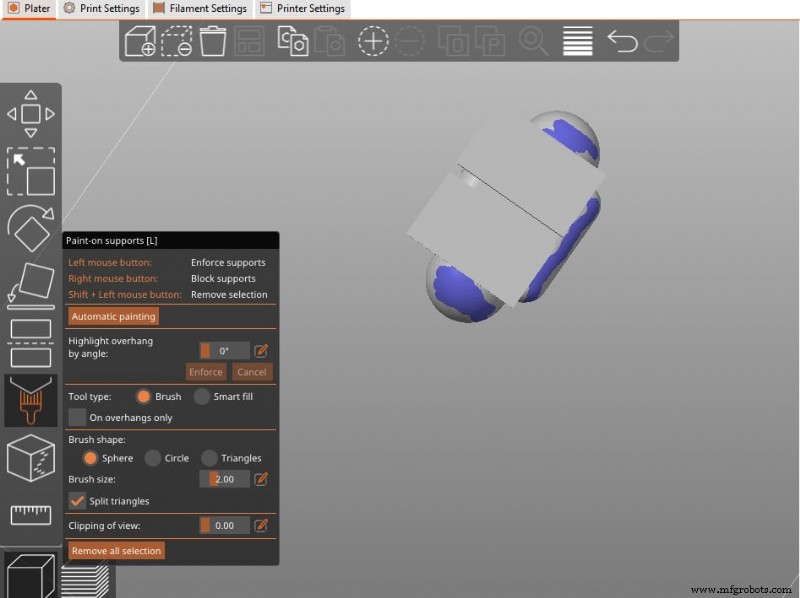
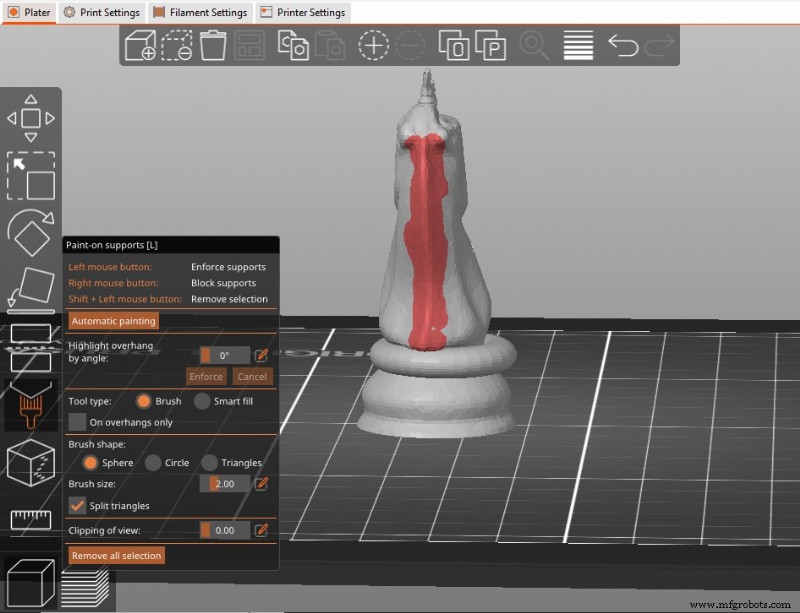
Cat pada Penopang
Dengan ikon kuas di panel kiri, cat bagian yang diinginkan. Setelah mengecat, alihkan mode dukungan ke Hanya untuk penegak dukungan dan iris untuk melihat hasilnya.
Lihat video ini dari ModBot
untuk panduan visual.
Penegak &Pemblokir Dukungan
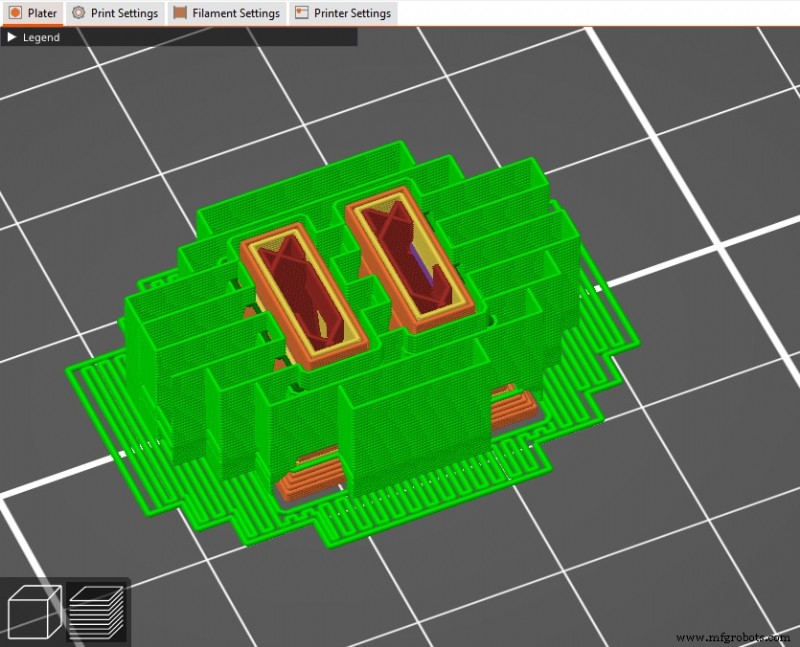
Klik kanan pada permukaan model untuk menempatkan pemblokir (untuk mencegah dukungan ketika detail sangat penting) atau penegak (untuk memaksa dukungan pada titik tertentu).
Setelah menambahkan pemblokir, warnanya berubah menjadi merah. Iris lagi untuk mengonfirmasi tata letak dukungan yang diperbarui.
Penegak dukungan berguna ketika hanya beberapa dukungan terisolasi yang diperlukan. Mereka juga dapat membagi jembatan panjang menjadi segmen yang lebih pendek dan lebih andal.
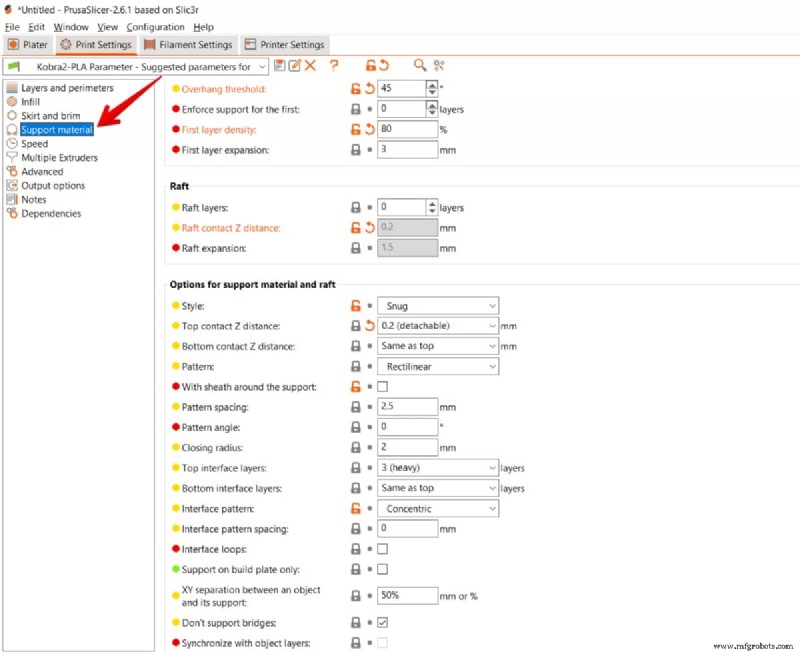
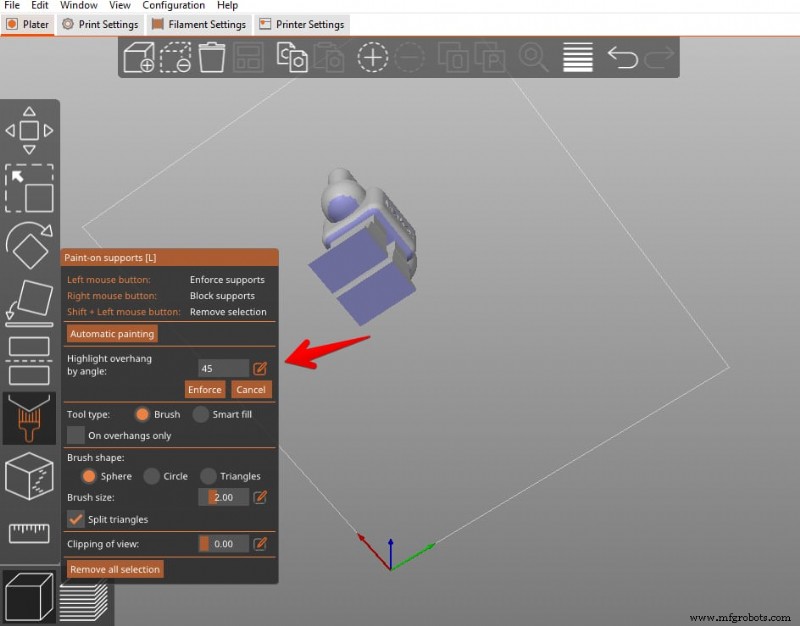
Ambang Batas Overhang
Ambang batas overhang menentukan sudut minimum (dari bidang horizontal) di mana pemotong akan menentukan suatu fitur memerlukan dukungan. Default PrusaSlicer adalah 45°, dapat disesuaikan antara 0° dan 90°.

Menurunkan ambang batas akan mengurangi jumlah dukungan namun dapat menimbulkan risiko kegagalan yang berlebihan; meningkatkannya akan meningkatkan kepadatan dukungan dan penggunaan filamen.
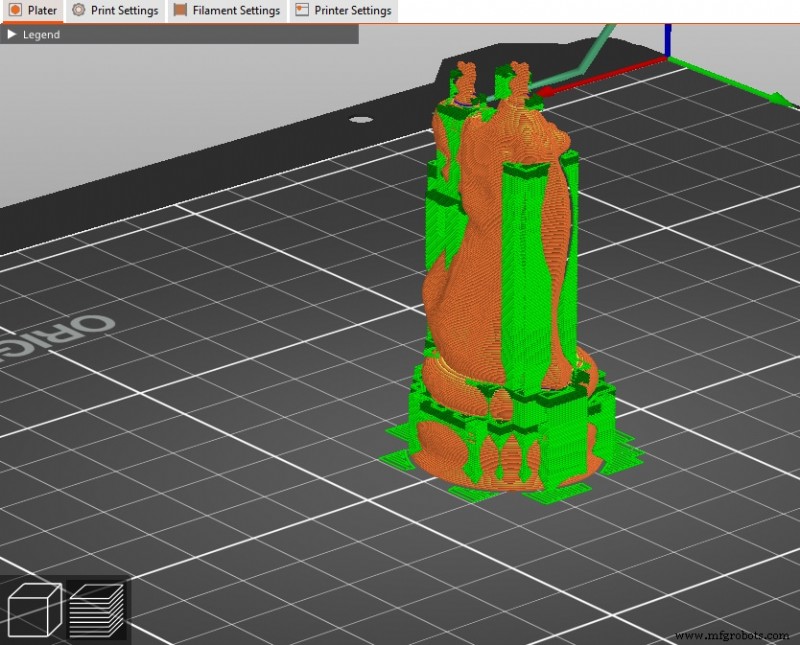
Bayangan biru berkode warna di pratinjau menunjukkan area yang dijadwalkan untuk mendapat dukungan.
Gaya
PrusaSlicer menawarkan tiga gaya dukungan, masing-masing menyeimbangkan kecepatan pencetakan, penggunaan filamen, dan kemudahan pascapemrosesan.
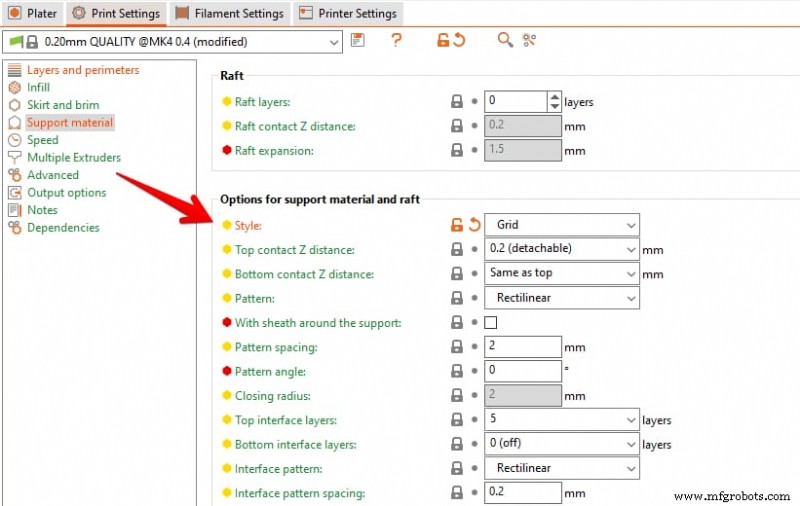
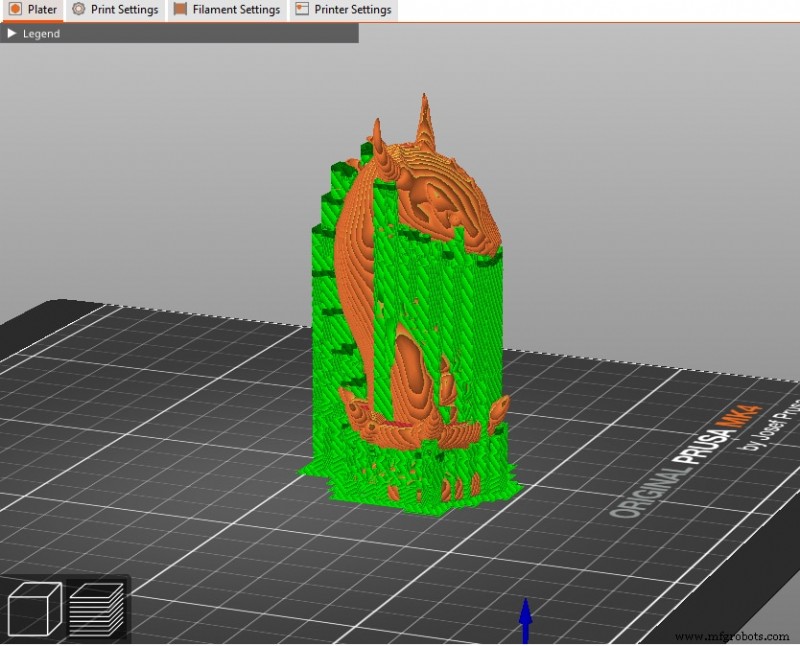
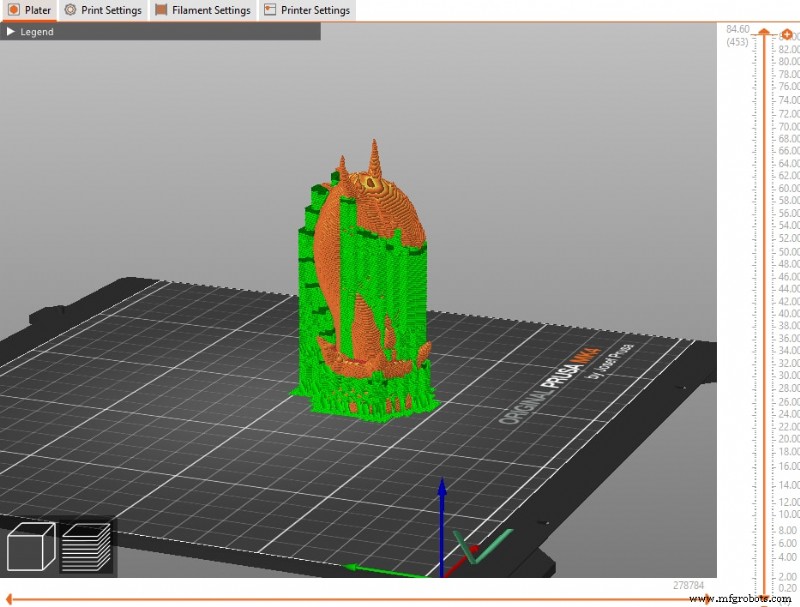
- Kisi – Standarnya. Kokoh, mudah dilepas, namun dapat melampaui batas model.
- Nyaman – Meminimalkan kontak dengan model, menghemat filamen, namun dapat merusak permukaan dan lebih sulit dihilangkan.
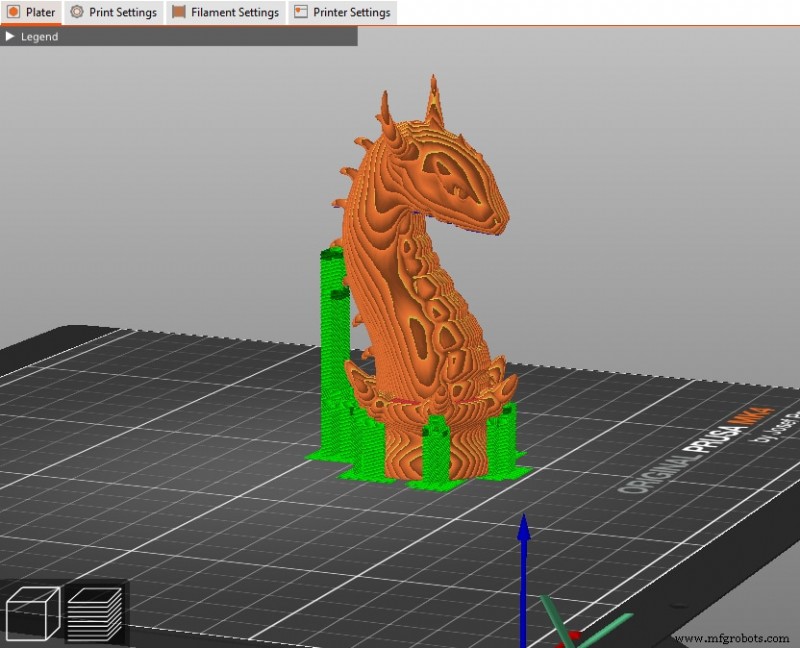
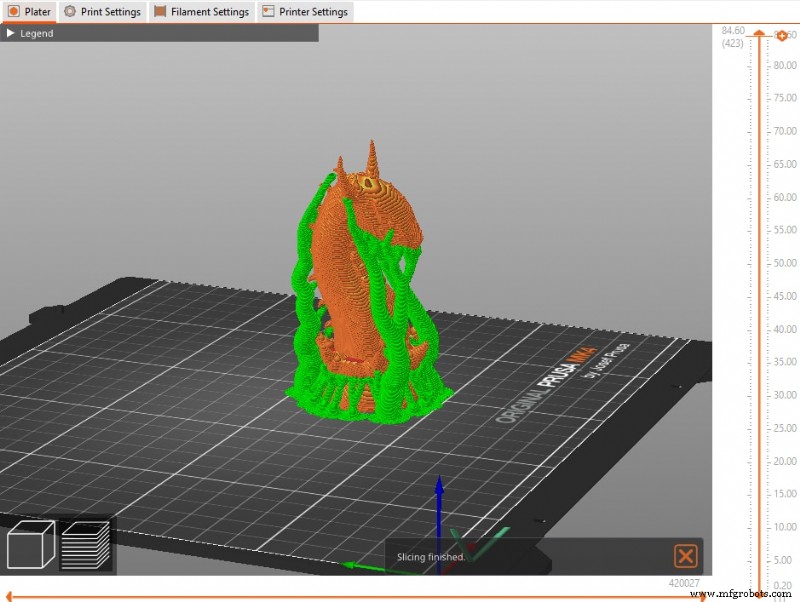
- Organik – Gaya terbaru. Cabang hanya tumbuh jika diperlukan, sehingga menghasilkan penyangga yang ringan dan mudah dilepas serta jarang menyentuh permukaan yang tidak kritis.
Untuk geometri yang rumit atau rumit, Organik sering kali merupakan pilihan terbaik. Jika Anda mengalami masalah adhesi, tingkatkan Ekspansi Lapisan Pertama nilai untuk memperluas area kontak dasar.
Lapisan Rakit
Menambahkan lapisan rakit dapat meningkatkan daya rekat alas dan kualitas permukaan untuk model dengan daya rekat buruk atau alas yang tipis. Biasanya 1–3 lapisan sudah cukup; defaultnya adalah nol.

Jarak Z Kontak Rakit
Kesenjangan vertikal antara rakit dan model biasanya minimal. Celah 1 mm berfungsi dengan baik untuk sebagian besar antarmuka yang mudah larut, sehingga menyeimbangkan kemudahan pemisahan dan adhesi.

Jarak Z Kontak Atas dan Bawah
Jarak kontak antara antarmuka penyangga dan permukaan atas/bawah model menentukan seberapa aman penyangga tersebut dipegang namun tetap memudahkan pelepasan.

Prusa merekomendasikan pengaturan ini menjadi 50–75% dari tinggi lapisan. Pengguna sering kali menggandakan tinggi lapisan untuk mendapatkan antarmuka yang bersih dan dapat dilepas.
Pola
Pola pengisian penyangga mempengaruhi kekuatan dan kemudahan pelepasan. PrusaSlicer menawarkan:
- Bujur lurus – Garis lurus; paling ringan dan mudah untuk dihapus.
- Kotak Persegi Panjang – Menambahkan garis yang saling bertautan untuk menambah kekuatan; lebih sulit untuk dihapus.
- Sarang Madu – Sel heksagonal; kekakuan maksimum tetapi juga paling sulit dihilangkan dan paling intensif filamen.
Spasi Pola
Jarak mengontrol seberapa padat garis pendukung dikemas. Default 2mm berfungsi pada sebagian besar kasus, namun 3–6mm dapat menghemat bahan dan mengurangi waktu pencetakan dengan mengorbankan dukungan yang lebih lemah.

Lapisan Antarmuka
Lapisan antarmuka membentuk kontak langsung dengan model dan lebih padat dibandingkan lapisan pendukung lainnya. Lapisan yang lebih sedikit (1–4) memberikan sambungan yang kuat namun tetap dapat dilepas.

Pola Antarmuka
Pilih antara Bujur lurus (untuk dukungan yang tidak dapat larut) dan Konsentris (untuk dukungan yang dapat larut) agar sesuai dengan materi Anda.

Spasi Pola Antarmuka
Jarak yang umum adalah 0,2 mm. Sesuaikan hanya jika Anda melihat kesulitan dalam melepas penyangga.

Pemisahan XY antara Objek dan Dukungan
Lebar celah antara model dan penyangga mempengaruhi area kontak dan kemudahan pelepasan. Dinyatakan dalam mm atau sebagai persentase lebar keliling luar.

Sudut Cabang Maksimum
Untuk penyangga organik, hal ini menentukan seberapa curam pertumbuhan cabang dibandingkan dengan model. Sudut yang lebih rendah menghasilkan cabang vertikal dan stabil; sudut yang lebih tinggi memungkinkan cabang menjangkau celah yang lebih besar tetapi mengurangi stabilitas.

Diameter Cabang
Cabang yang lebih tipis ringan tetapi kurang kokoh; diameter 2mm adalah kompromi yang baik untuk sebagian besar cetakan. Tingkatkan diameter untuk model berat atau skala besar.

Jarak Cabang
Mendefinisikan jarak antar cabang ketika mereka menghubungi model. Jarak yang lebih kecil meningkatkan dukungan tetapi membuat pelepasan lebih sulit. Jarak Z 0,25 mm dan jarak XY 75% berfungsi dengan baik untuk PLA pada nozel 0,25 mm dan 0,4 mm menurut pengalaman pengguna.

Salah satu anggota komunitas merekomendasikan:
- Jarak Z Kontak:0,2 mm
- Pola Persegi Panjang
- Selubung di sekitar penyangga:dinonaktifkan
- Jarak pola:3mm
- Sudut pola:0
- Lapisan antarmuka:4
- Jarak pola antarmuka:0,24 mm
- Loop antarmuka:dinonaktifkan
- Dukungan hanya pada build plate:diaktifkan
- Pemisahan XY:75%
- Tidak mendukung jembatan:diaktifkan
Setelan ini sering kali menghasilkan penyangga yang bersih dan dapat dilepas sekaligus menjaga penggunaan filamen tetap rendah.

—Michael Dwamena
Michael Dwamena adalah pendiri 3D Printerly, sebuah platform yang didedikasikan untuk menyederhanakan pencetakan 3D bagi penghobi dan profesional. Dengan lebih dari 20 printer filamen dan resin, ia telah mengumpulkan pengalaman dunia nyata yang luas dan telah menulis lebih dari 900 artikel yang memandu jutaan orang memahami seluk-beluk pencetakan 3D.


