Electrochemical Machining (ECM) – Prinsip Kerja, Peralatan, Keuntungan dan Kerugian dengan Aplikasi
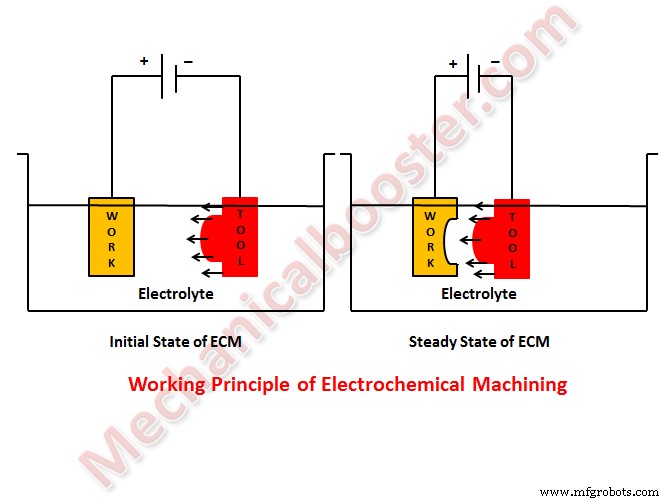
Pemesinan elektrokimia (ECM) adalah proses pemesinan di mana proses elektrokimia digunakan untuk menghilangkan material dari benda kerja. Dalam prosesnya, benda kerja diambil sebagai anoda dan pahat diambil sebagai katoda. Kedua elektroda benda kerja dan alat direndam dalam elektrolit (seperti NaCl). Ketika tegangan diterapkan di dua elektroda, pemindahan material dari benda kerja dimulai. Benda kerja dan pahat ditempatkan sangat dekat satu sama lain tanpa menyentuh. Dalam ECM, pemindahan material terjadi pada tingkat atomik sehingga menghasilkan permukaan akhir cermin.
- Proses ini digunakan hanya untuk mesin bahan konduktif.
Prinsip Kerja
Kerja ECM berlawanan dengan proses pelapisan atau pengendapan elektrokimia atau galvanik.
Selama proses pemesinan elektrokimia, reaksi berlangsung di elektroda yaitu di anoda (benda kerja) dan katoda (alat) dan di dalam elektrolit.
Mari kita ambil contoh pemesinan baja karbon rendah yang sebagian besar terdiri dari paduan besi (Fe). Kami biasanya menggunakan larutan garam netral natrium klorida (NaCl) sebagai elektrolit untuk membuat paduan besi. Disosiasi ionik NaCl dan air terjadi dalam elektrolit seperti yang ditunjukkan di bawah ini.
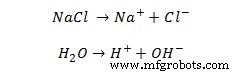
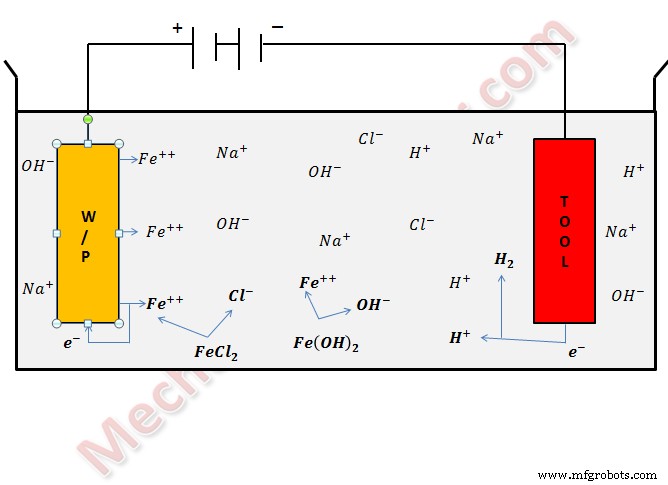
Saat perbedaan potensial diterapkan di seluruh elektroda, pergerakan ion dimulai di antara alat dan w/p. Ion positif bergerak menuju pahat (katoda) dan ion negatif bergerak menuju benda kerja.
Baca Juga:
- Pemesinan Ultrasonik (USM) – Bagian Utama, Prinsip Kerja, Keuntungan dan Kerugian dengan Aplikasi
- Pemesinan Water Jet – Prinsip Kerja, Keuntungan dan Kerugian dengan Aplikasi
- Pemesinan Sinar Laser – Bagian Utama, Prinsip, Bekerja dengan Aplikasi
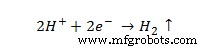
Di katoda, ion hidrogen mengambil elektron dan diubah menjadi gas hidrogen.
Dengan cara yang sama atom besi keluar dari anoda (w/p) sebagai ion Fe++. 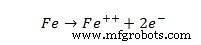
Dalam Elektrolit, ion natrium bergabung dengan ion Hidroksil dan membentuk natrium hidroksida dan ion besi bergabung dengan ion Klorida dan membentuk besi klorida. Juga ion besi bergabung dengan ion hidroksil dan membentuk Besi hidroksida.
Dalam elektrolit, FeCl2 dan Fe(OH)2 dihasilkan dan diendapkan dalam bentuk lumpur dan mengendap. Dengan cara ini material dikeluarkan dari benda kerja sebagai lumpur.
Berbagai reaksi yang terjadi dalam proses pemesinan elektrokimia dapat dilihat pada gambar di bawah ini.
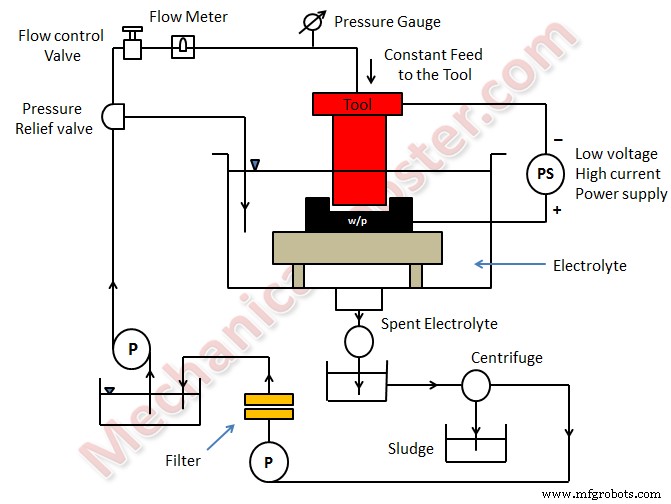
Sistem ECM memiliki modul atau Peralatan Utama ECM berikut
- Supply Listrik
- Sistem penyaringan dan pengiriman elektrolit
- Sistem Umpan Alat
- Tangki Kerja
Bekerja Pemesinan Elektrokimia
- Pertama, benda kerja dirakit di fixture dan pahat didekatkan ke benda kerja. Alat dan benda kerja direndam dalam elektrolit yang sesuai.
- Setelah itu, beda potensial diterapkan di w/p (anoda) dan alat (katoda). Penghapusan materi dimulai. Bahan dihilangkan dengan cara yang sama seperti yang telah kita bahas di atas dalam prinsip kerja.
- Sistem umpan alat memajukan alat ke arah w/p dan selalu menjaga jarak yang diperlukan di antara keduanya. Bahan dari w/p keluar sebagai ion positif dan bergabung dengan ion yang ada dalam elektrolit dan mengendap sebagai lumpur. Gas hidrogen dibebaskan di katoda selama proses pemesinan.
- Karena disosiasi material dari w/p terjadi pada tingkat atom, sehingga memberikan permukaan akhir yang sangat baik.
- Sludge dari tangki dikeluarkan dan dipisahkan dari elektrolitnya. Elektrolit setelah filtrasi kembali diangkut ke tangki untuk proses ECM.
Baca Juga: - Apa itu Plasma Arc Machining (PAM) dan Bagaimana Cara Kerjanya?
- Apa itu Proses Electrical Discharge Machining (EDM) dan Bagaimana Cara Kerjanya?
- Bagaimana Proses Pemesinan Berkas Elektron Bekerja?
Aplikasi
- Proses ECM digunakan untuk operasi die sinking, pembuatan profil dan kontur, pengeboran, penggilingan, trepanning, dan pemesinan mikro.
- Digunakan untuk pemesinan bilah turbin uap dalam batas tertutup.
Keuntungan
- Keausan alat dapat diabaikan.
- Bagian kelengkungan yang kompleks dan cekung dapat dibuat dengan mudah menggunakan alat cembung dan cekung.
- Tidak ada gaya dan tegangan sisa yang dihasilkan, karena tidak ada kontak langsung antara pahat dan benda kerja.
- Sebuah permukaan akhir yang sangat baik dihasilkan.
- Lebih sedikit panas yang dihasilkan.
Kekurangan
- Risiko korosi untuk perkakas, w/p, dan perlengkapan meningkat dalam kasus elektrolit garam dan asam.
- Pemesinan elektrokimia hanya mampu memproses bahan konduktif secara elektrik.
- Konsumsi daya tinggi.
- Biaya investasi awal yang tinggi.
Parameter Proses
| T.no | Parameter | Nilai |
| 1. | Catu Daya | |
| Ketik | Arus Langsung |
| Tegangan | 2 hingga 35 V |
| Saat ini | 50 hingga 40.000 A |
| Kepadatan Arus | 0,1 A/mm2 hingga 5 A/mm2 |
| 2. | Elektrolit | |
| Bahan | NaCl dan NaNO3 |
| Suhu | 20 oC sampai 50 oC |
| Kecepatan aliran | 20 lpm/100 A saat ini |
| Tekanan | 0,5 hingga 20 bar |
| Pengenceran | 100 g/l hingga 500 g/l |
| 3. | Kesenjangan kerja | 0,1 mm hingga 2 mm |
| 4. | Overcut | 0,2 mm hingga 3 mm |
| 5. | Rasio umpan | 0,5 mm/mnt hingga 15 mm/mnt |
| 6. | Bahan elektroda | Tembaga, kuningan dan perunggu |
| 7. | Kekasaran permukaan (Ra) | 0,2 hingga 1,5 m |


